
一种齿轮成形磨削机构.pdf

悠柔****找我


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种齿轮成形磨削机构.pdf
本发明涉及一种齿轮成形磨削机构,包括箱体、主电机、磨削部件、回转部件、砂轮修形部件和冷却部件。需要对砂轮进行修整时,为了避开冷却液喷头,只需通过回转部件将砂轮在竖直平面内旋转180°。金刚轮的上下移动和砂轮的回转运动按照一定的规律联动,完成对砂轮轴截形的修整。砂轮修整方便,机床空行程小,加工效率高;对于斜齿轮的磨削,只需通过伺服电机驱动蜗轮蜗杆机构,调整砂轮角度即可完成磨削工作;箱体上设有两个不同的与机床连接位置,分别适于外齿轮或者内齿轮的加工;使用调整方便,工艺范围宽。

一种利用成形砂轮磨削面齿轮的方法.pdf
一种利用成形砂轮磨削面齿轮的方法,包括面齿轮1、盘形砂轮2、直齿轮3和修整蜗杆的金刚石笔4和蝶形砂轮5,其特征是:在加工过程中面齿轮1绕Z-f旋转,盘形砂轮2以恒定的转速绕其自身轴线Zw旋转,同时盘形砂轮2还绕插齿刀具3的轴线摆动,盘形砂轮每摆动一个角度,就往面齿轮的径向往返进给一次,如此反复直到加工完一个完整的齿槽,加工完一个完整的齿槽后,面齿轮进行分度运动,以加工下一个齿槽,直到加工完整个面齿轮,该方法可以利用现有的成形磨齿砂轮和磨齿加工设备,实现对面齿轮齿面的高精度创成,达到面齿轮高精度加工的效果,

成形磨削双圆弧齿轮及其应用.docx
成形磨削双圆弧齿轮及其应用引言齿轮是机械传动元件中最重要的一种,其主要作用是改变传动方向和大小。近年来,随着我国经济的快速发展,各种机械传动装置也逐渐得到了广泛的应用。其中成形磨削双圆弧齿轮在自动化生产中的应用越来越广泛,成为了传动装置的重要组成部分。本文将从齿轮的基本知识入手,详细介绍成形磨削双圆弧齿轮的概念、特点及其在实际应用领域中的重要性。一、齿轮的基本知识齿轮是机械传动中最基本的元件,其作用是将动力从一个轴向传递到另一个轴上。齿轮的主要构成部分是齿和轮盘。常见的齿型有直齿、斜齿、圆弧齿等。齿轮具有
一种磨削摆线齿轮的成形砂轮廓型设计方法.pdf
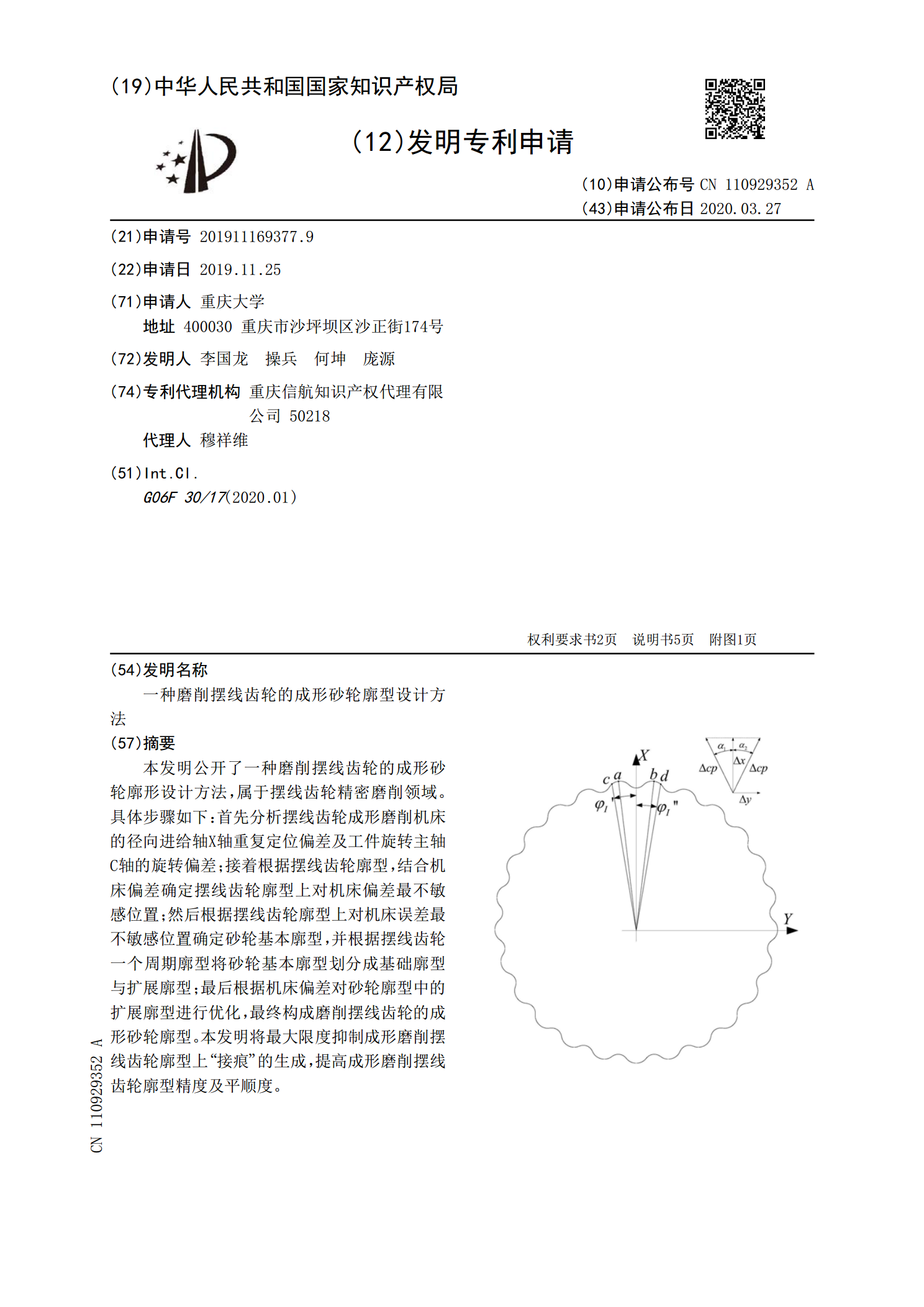
本发明公开了一种磨削摆线齿轮的成形砂轮廓形设计方法,属于摆线齿轮精密磨削领域。具体步骤如下:首先分析摆线齿轮成形磨削机床的径向进给轴X轴重复定位偏差及工件旋转主轴C轴的旋转偏差;接着根据摆线齿轮廓型,结合机床偏差确定摆线齿轮廓型上对机床偏差最不敏感位置;然后根据摆线齿轮廓型上对机床误差最不敏感位置确定砂轮基本廓型,并根据摆线齿轮一个周期廓型将砂轮基本廓型划分成基础廓型与扩展廓型;最后根据机床偏差对砂轮廓型中的扩展廓型进行优化,最终构成磨削摆线齿轮的成形砂轮廓型。本发明将最大限度抑制成形磨削摆线齿轮廓型上“

渐开线螺旋齿轮的成形磨削研究.docx
渐开线螺旋齿轮的成形磨削研究渐开线齿轮广泛应用于各种机械设备中,其优势体现在传动效率高、噪声低等方面。而渐开线螺旋齿轮则是一种特殊的渐开线齿轮,其可以使齿轮传动更加平稳、精密。因此,本文主要研究渐开线螺旋齿轮的成形和磨削技术。1.渐开线螺旋齿轮的结构特点渐开线螺旋齿轮属于弧齿圆柱齿轮的一种,其齿形由两种基本曲线组成:渐开线和螺旋线。渐开线是一种以齿轮轴线为渐开线生成的特殊曲线,具有宽顶、短底的特点,使得齿轮的齿形自公法线上顶端逐渐展宽。而螺旋线则是一种在柱面上的线形,其具有增加齿数且控制齿齿间间隙大小的作