
一种汽车轮毂轴管成型锻压模具.pdf

丹烟****魔王

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车轮毂轴管成型锻压模具.pdf
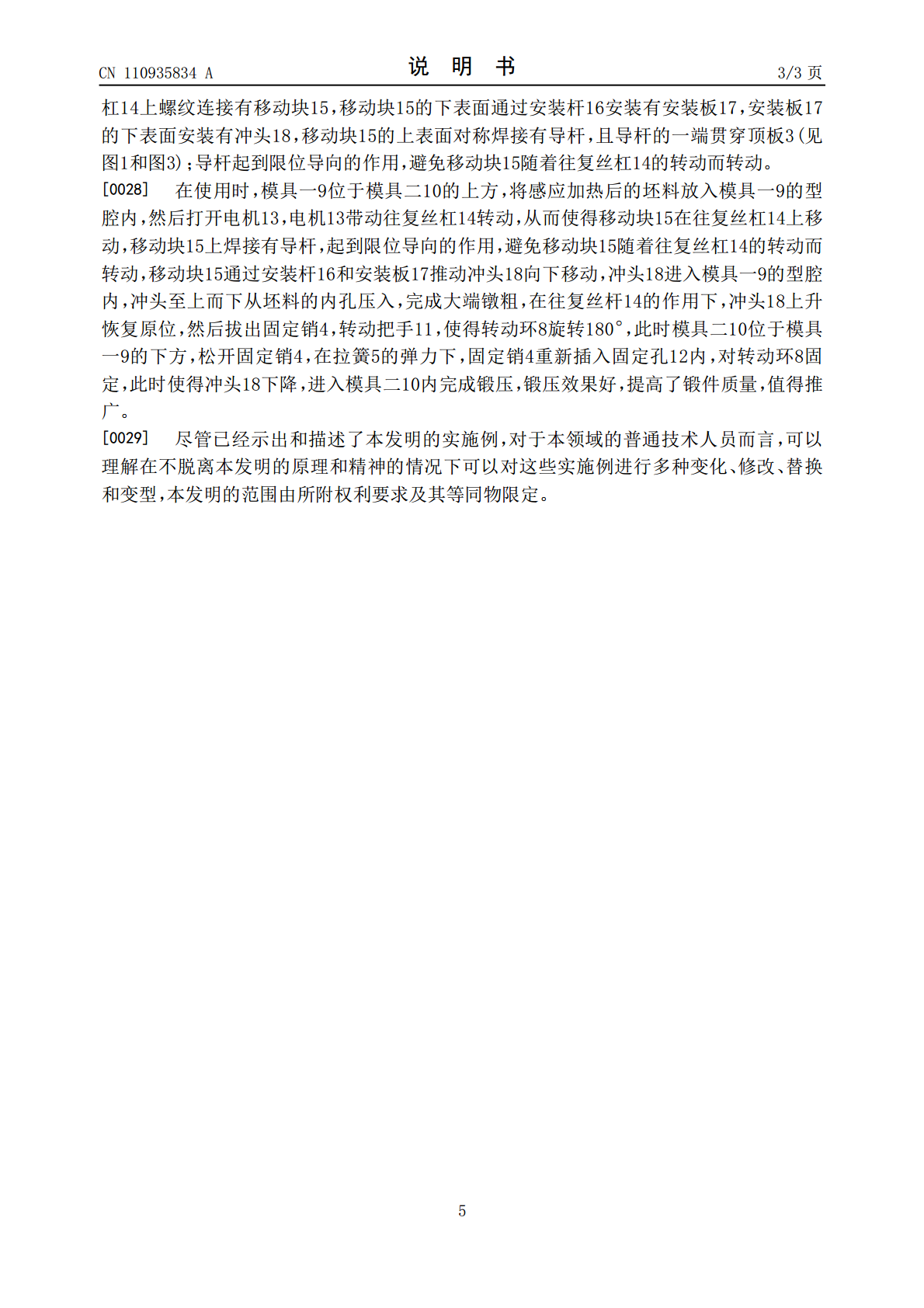
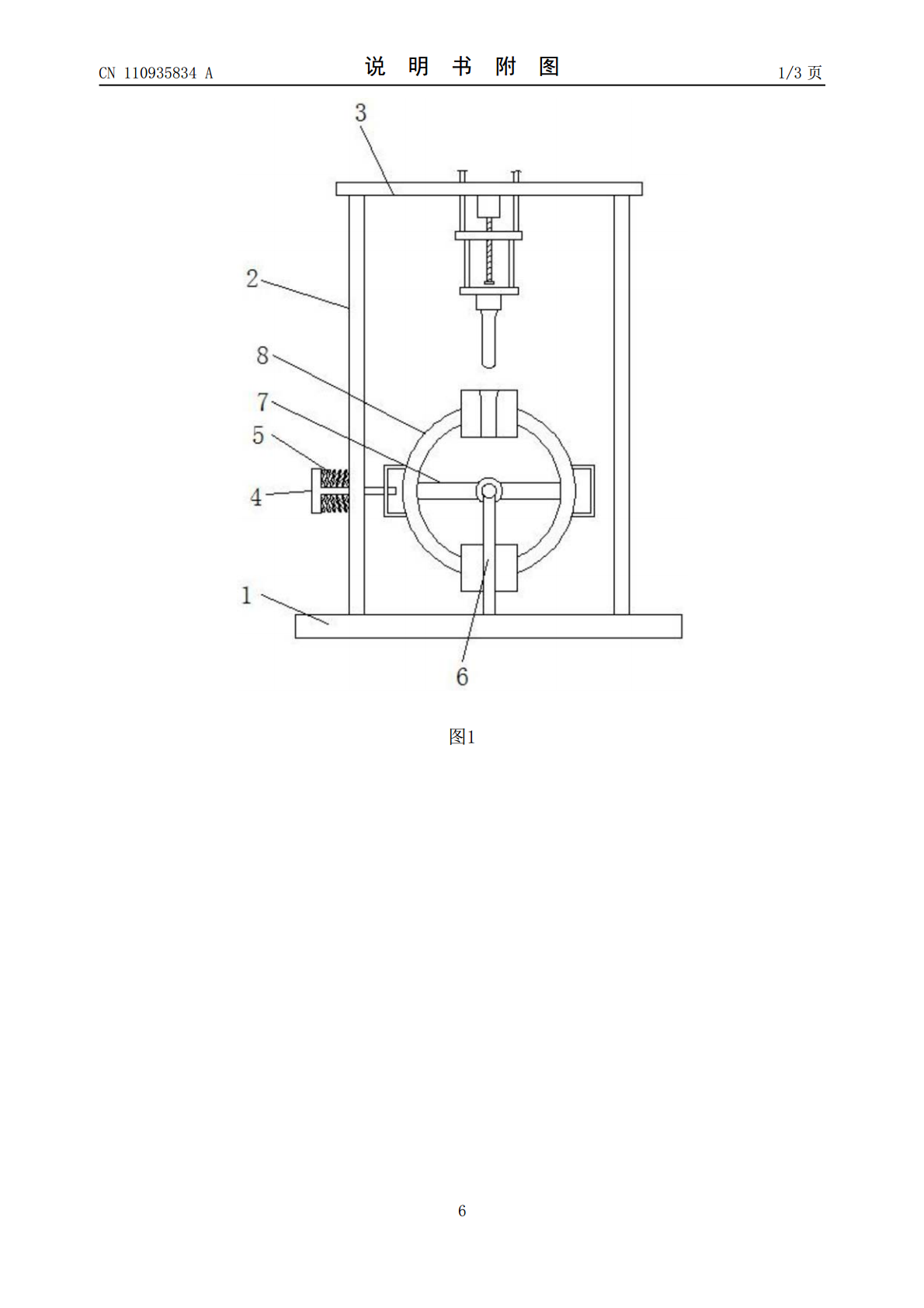
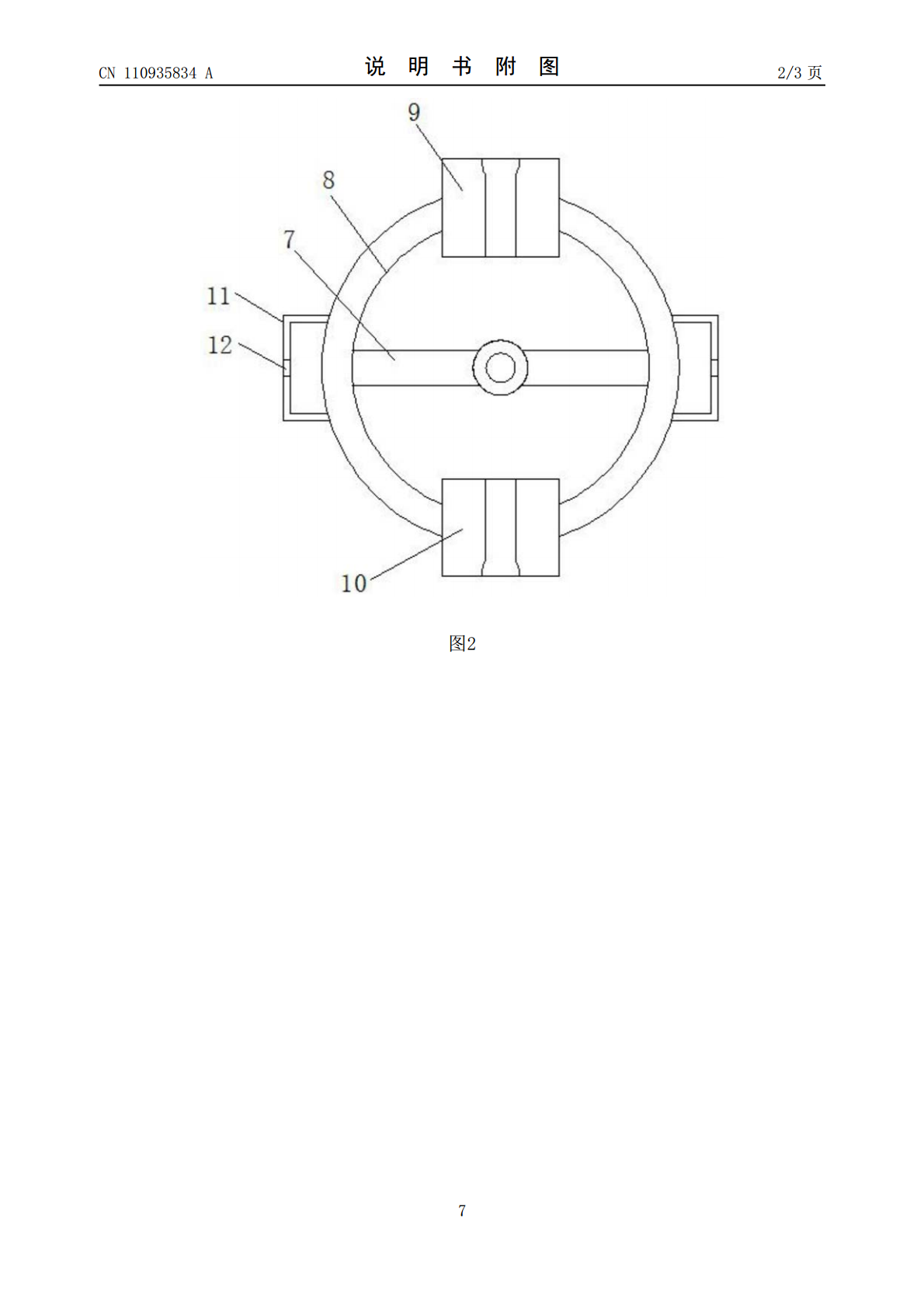
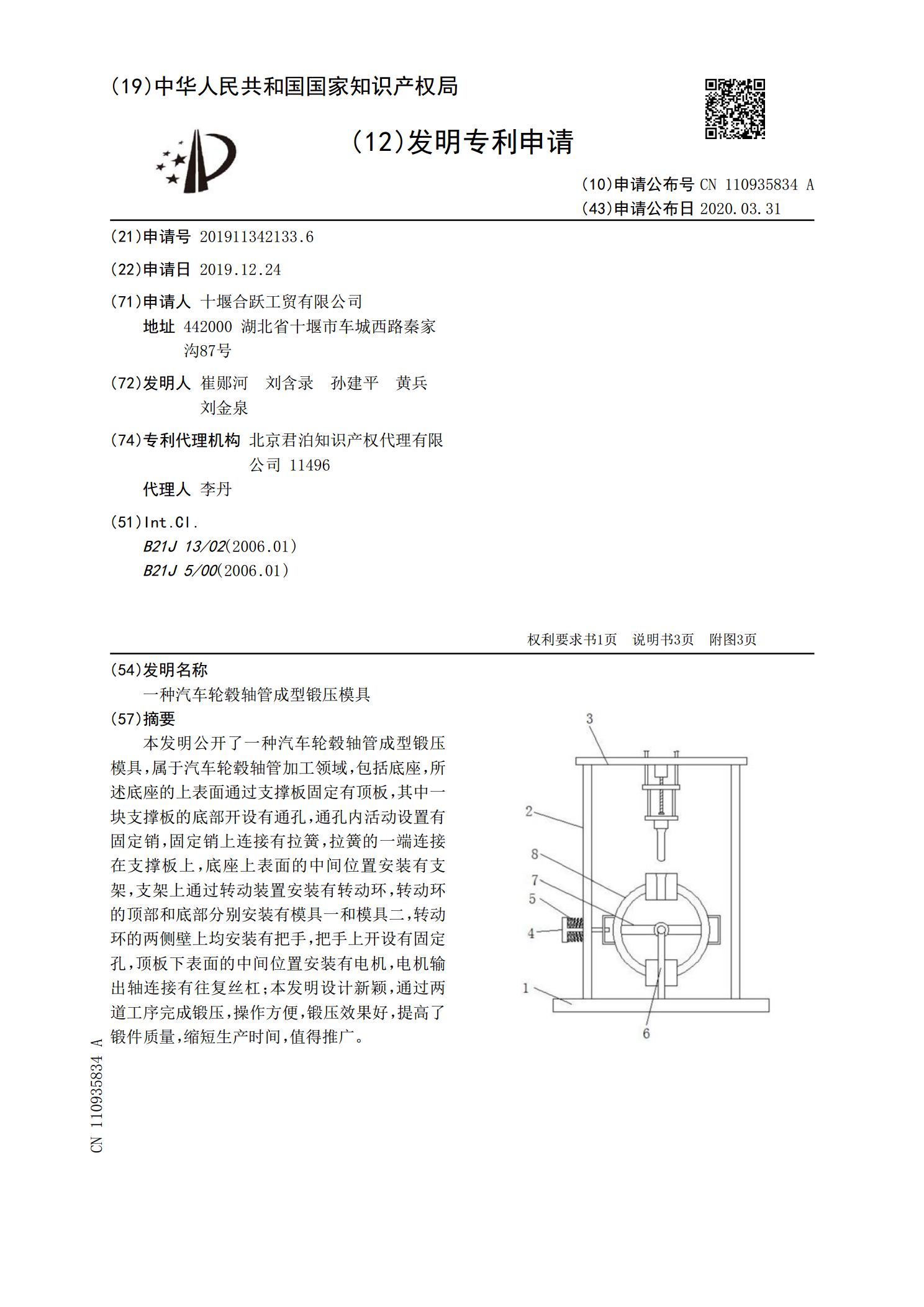
本发明公开了一种汽车轮毂轴管成型锻压模具,属于汽车轮毂轴管加工领域,包括底座,所述底座的上表面通过支撑板固定有顶板,其中一块支撑板的底部开设有通孔,通孔内活动设置有固定销,固定销上连接有拉簧,拉簧的一端连接在支撑板上,底座上表面的中间位置安装有支架,支架上通过转动装置安装有转动环,转动环的顶部和底部分别安装有模具一和模具二,转动环的两侧壁上均安装有把手,把手上开设有固定孔,顶板下表面的中间位置安装有电机,电机输出轴连接有往复丝杠;本发明设计新颖,通过两道工序完成锻压,操作方便,锻压效果好,提高了锻件质量,
一种汽车轮毂轴管冲底锻压模具.pdf
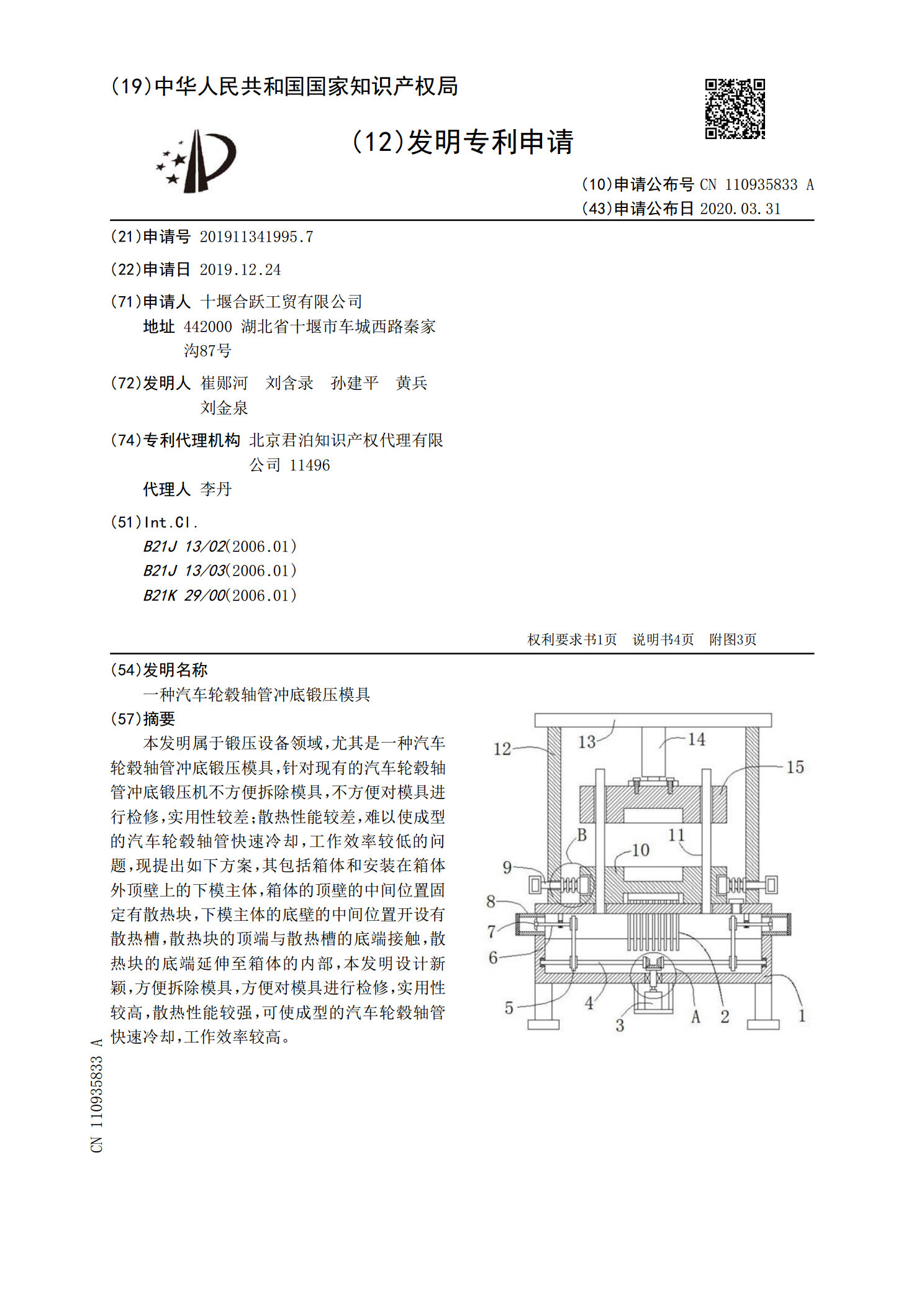
本发明属于锻压设备领域,尤其是一种汽车轮毂轴管冲底锻压模具,针对现有的汽车轮毂轴管冲底锻压机不方便拆除模具,不方便对模具进行检修,实用性较差;散热性能较差,难以使成型的汽车轮毂轴管快速冷却,工作效率较低的问题,现提出如下方案,其包括箱体和安装在箱体外顶壁上的下模主体,箱体的顶壁的中间位置固定有散热块,下模主体的底壁的中间位置开设有散热槽,散热块的顶端与散热槽的底端接触,散热块的底端延伸至箱体的内部,本发明设计新颖,方便拆除模具,方便对模具进行检修,实用性较高,散热性能较强,可使成型的汽车轮毂轴管快速冷却,
一种提高生产效率的汽车轮毂轴管挤压成型装置.pdf
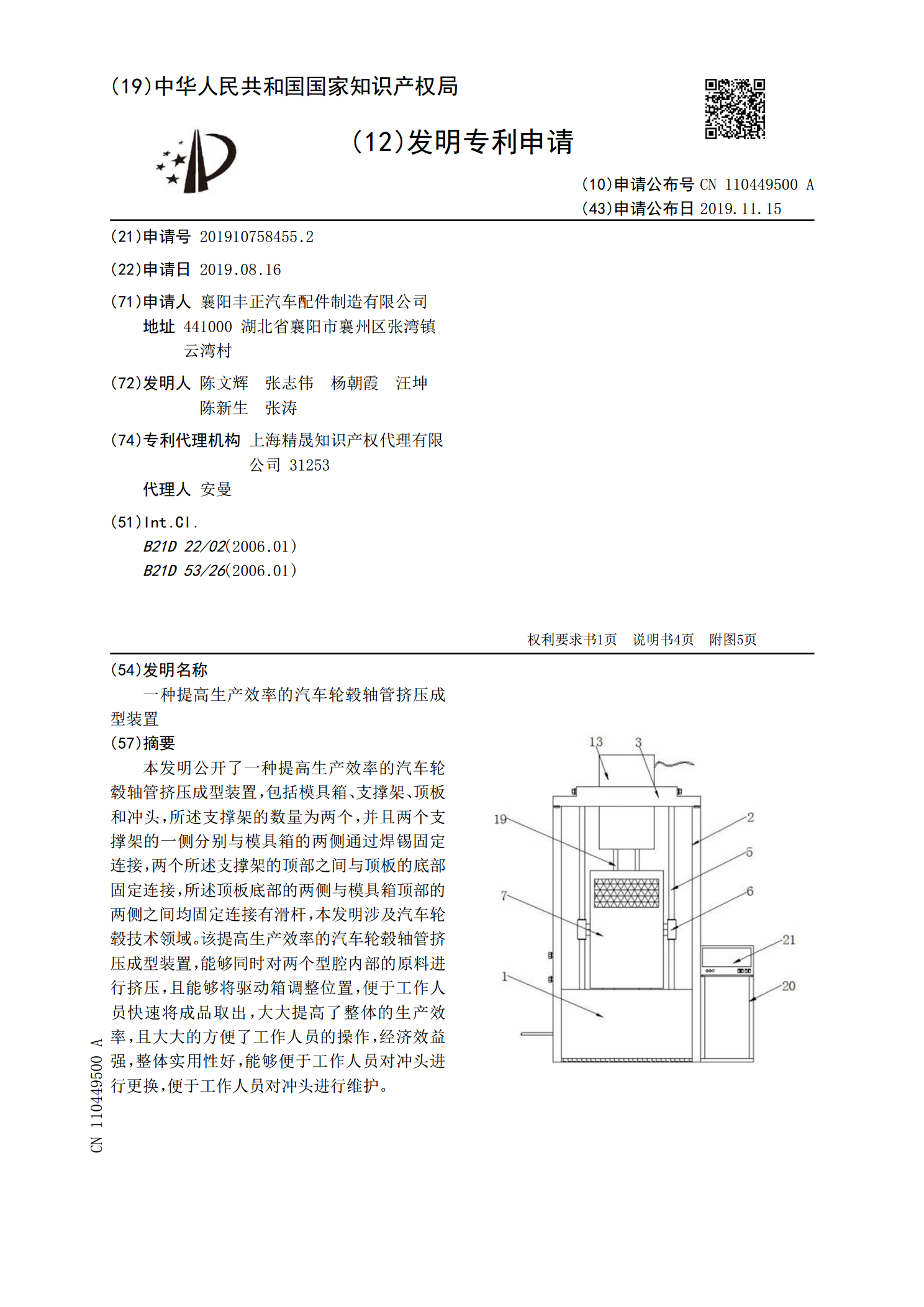
本发明公开了一种提高生产效率的汽车轮毂轴管挤压成型装置,包括模具箱、支撑架、顶板和冲头,所述支撑架的数量为两个,并且两个支撑架的一侧分别与模具箱的两侧通过焊锡固定连接,两个所述支撑架的顶部之间与顶板的底部固定连接,所述顶板底部的两侧与模具箱顶部的两侧之间均固定连接有滑杆,本发明涉及汽车轮毂技术领域。该提高生产效率的汽车轮毂轴管挤压成型装置,能够同时对两个型腔内部的原料进行挤压,且能够将驱动箱调整位置,便于工作人员快速将成品取出,大大提高了整体的生产效率,且大大的方便了工作人员的操作,经济效益强,整体实用性
一种汽车轮毂轴管四步锻造成型工艺.pdf
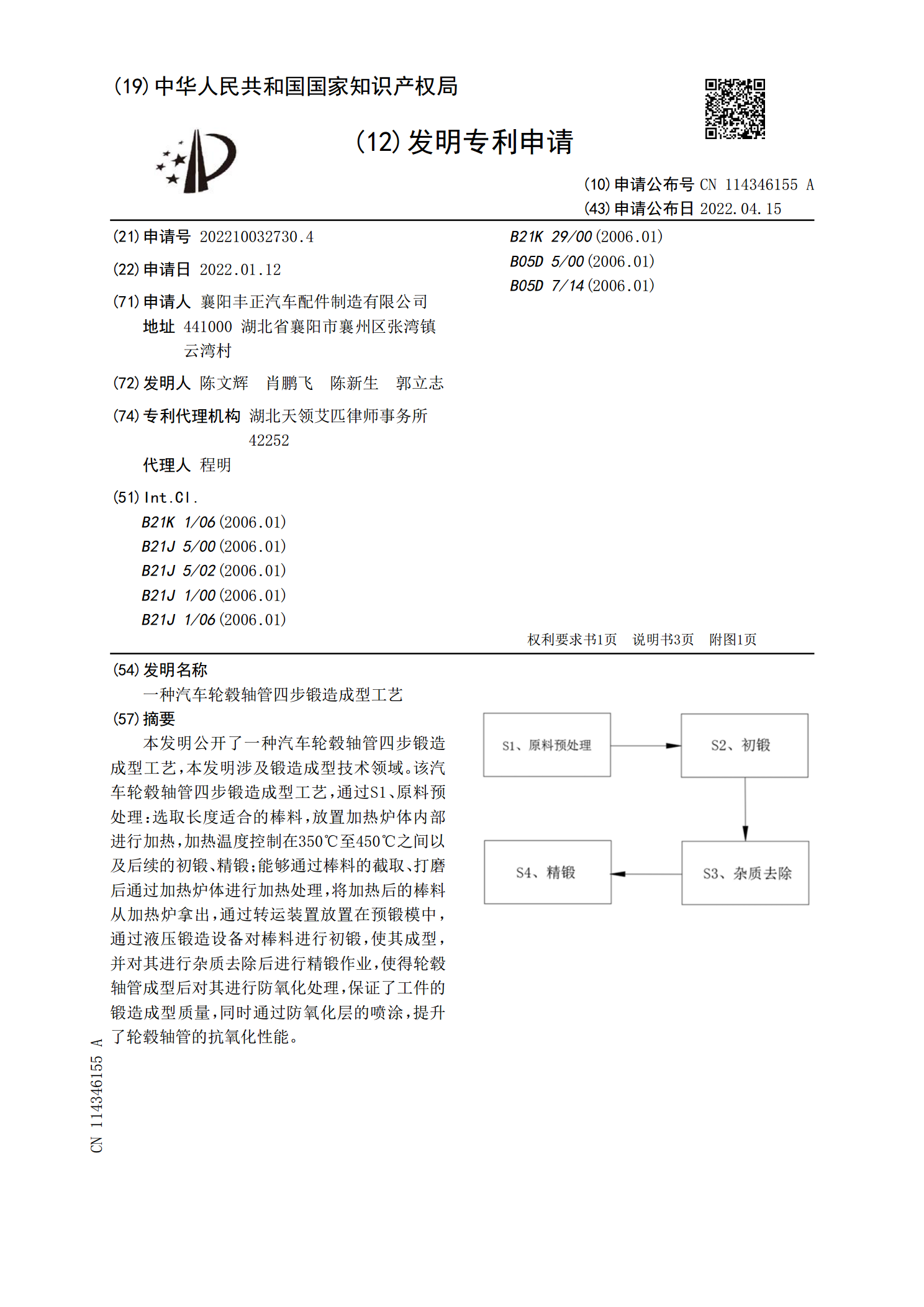
本发明公开了一种汽车轮毂轴管四步锻造成型工艺,本发明涉及锻造成型技术领域。该汽车轮毂轴管四步锻造成型工艺,通过S1、原料预处理:选取长度适合的棒料,放置加热炉体内部进行加热,加热温度控制在350℃至450℃之间以及后续的初锻、精锻;能够通过棒料的截取、打磨后通过加热炉体进行加热处理,将加热后的棒料从加热炉拿出,通过转运装置放置在预锻模中,通过液压锻造设备对棒料进行初锻,使其成型,并对其进行杂质去除后进行精锻作业,使得轮毂轴管成型后对其进行防氧化处理,保证了工件的锻造成型质量,同时通过防氧化层的喷涂,提升了
一种轴锻压成型及热处理方法.pdf
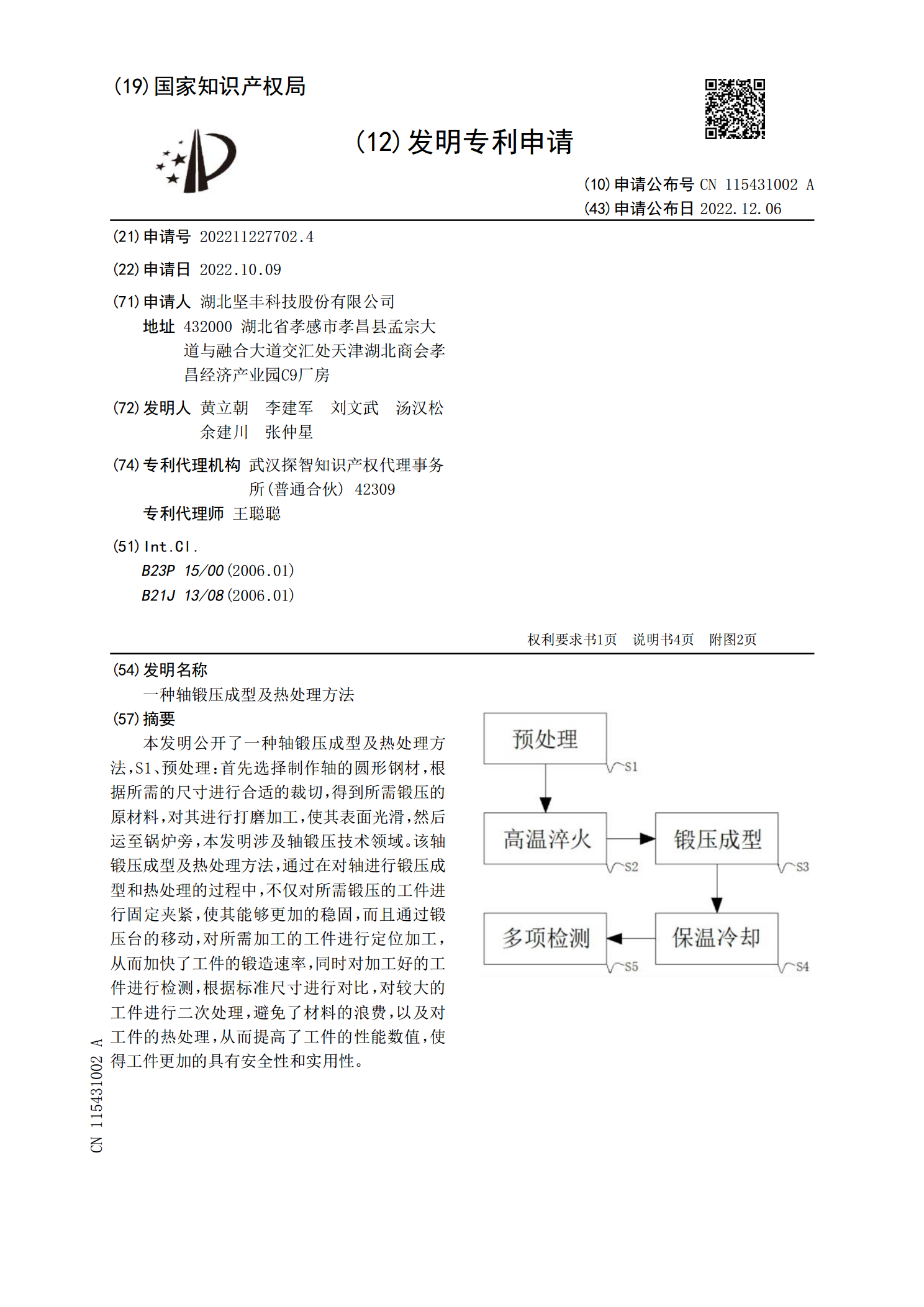
本发明公开了一种轴锻压成型及热处理方法,S1、预处理:首先选择制作轴的圆形钢材,根据所需的尺寸进行合适的裁切,得到所需锻压的原材料,对其进行打磨加工,使其表面光滑,然后运至锅炉旁,本发明涉及轴锻压技术领域。该轴锻压成型及热处理方法,通过在对轴进行锻压成型和热处理的过程中,不仅对所需锻压的工件进行固定夹紧,使其能够更加的稳固,而且通过锻压台的移动,对所需加工的工件进行定位加工,从而加快了工件的锻造速率,同时对加工好的工件进行检测,根据标准尺寸进行对比,对较大的工件进行二次处理,避免了材料的浪费,以及对工件的