
一种汽车轮毂轴管四步锻造成型工艺.pdf

一只****签网

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车轮毂轴管四步锻造成型工艺.pdf
本发明公开了一种汽车轮毂轴管四步锻造成型工艺,本发明涉及锻造成型技术领域。该汽车轮毂轴管四步锻造成型工艺,通过S1、原料预处理:选取长度适合的棒料,放置加热炉体内部进行加热,加热温度控制在350℃至450℃之间以及后续的初锻、精锻;能够通过棒料的截取、打磨后通过加热炉体进行加热处理,将加热后的棒料从加热炉拿出,通过转运装置放置在预锻模中,通过液压锻造设备对棒料进行初锻,使其成型,并对其进行杂质去除后进行精锻作业,使得轮毂轴管成型后对其进行防氧化处理,保证了工件的锻造成型质量,同时通过防氧化层的喷涂,提升了
一种汽车轮毂轴管成型锻压模具.pdf
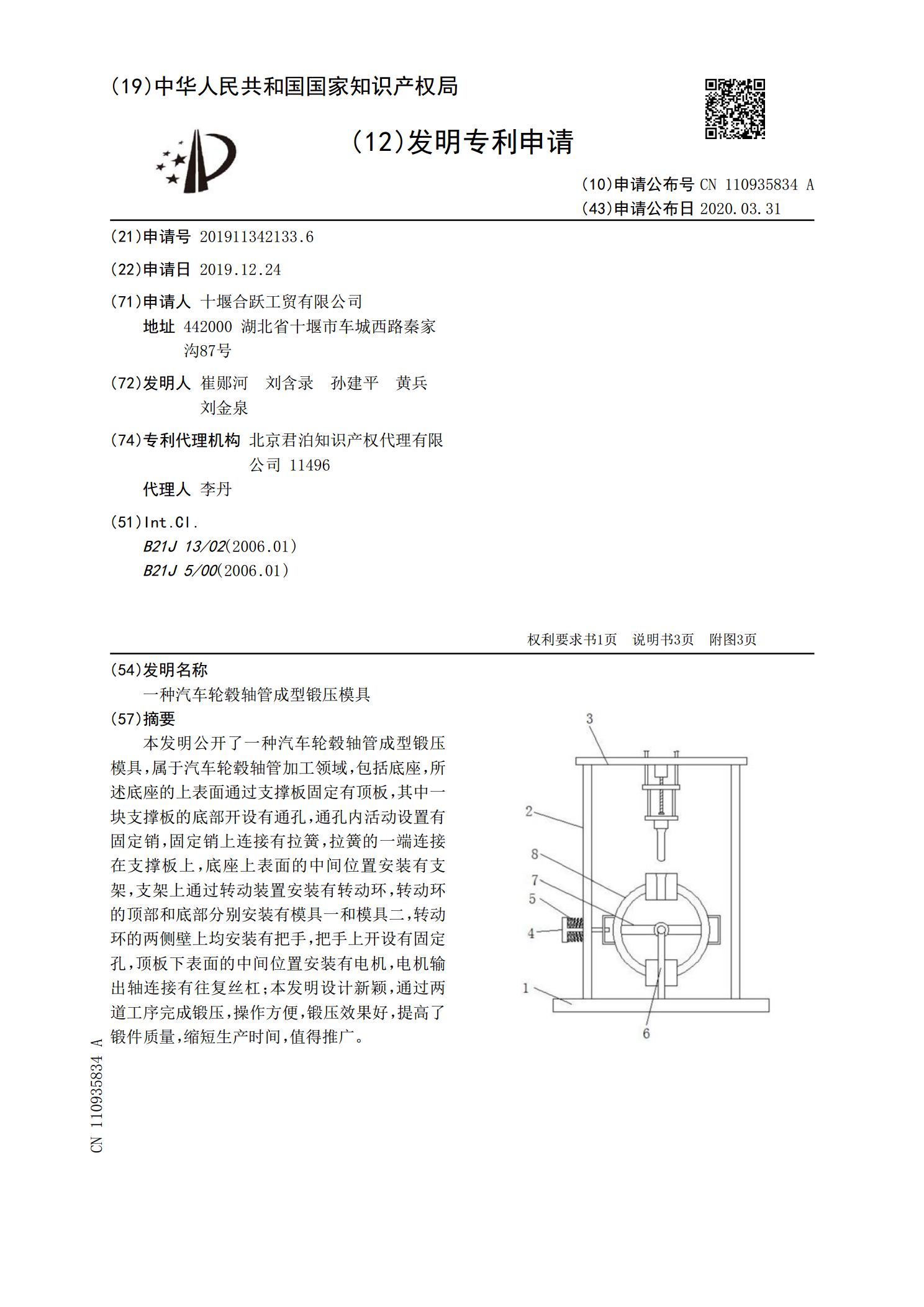
本发明公开了一种汽车轮毂轴管成型锻压模具,属于汽车轮毂轴管加工领域,包括底座,所述底座的上表面通过支撑板固定有顶板,其中一块支撑板的底部开设有通孔,通孔内活动设置有固定销,固定销上连接有拉簧,拉簧的一端连接在支撑板上,底座上表面的中间位置安装有支架,支架上通过转动装置安装有转动环,转动环的顶部和底部分别安装有模具一和模具二,转动环的两侧壁上均安装有把手,把手上开设有固定孔,顶板下表面的中间位置安装有电机,电机输出轴连接有往复丝杠;本发明设计新颖,通过两道工序完成锻压,操作方便,锻压效果好,提高了锻件质量,
一种提高生产效率的汽车轮毂轴管挤压成型装置.pdf
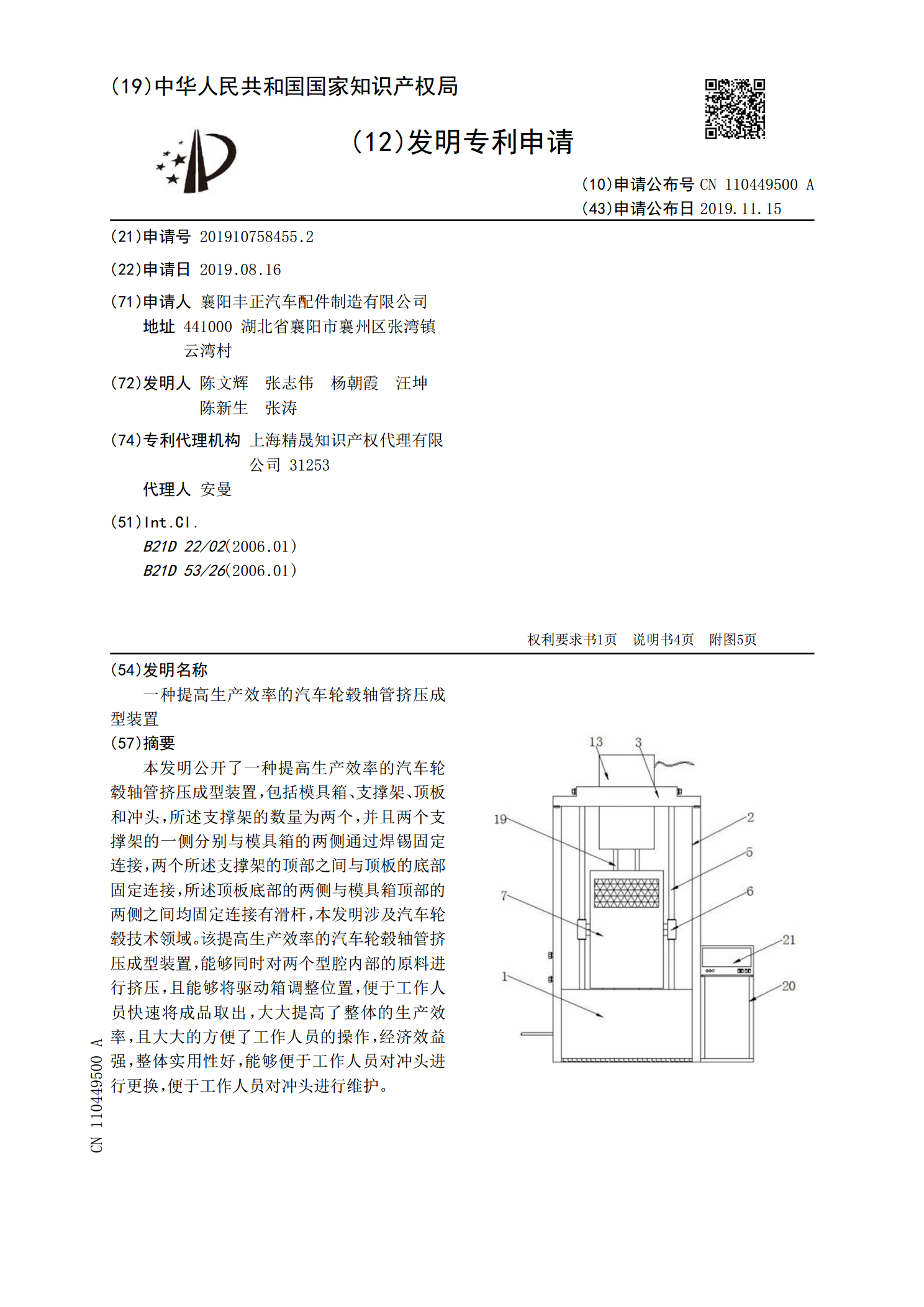
本发明公开了一种提高生产效率的汽车轮毂轴管挤压成型装置,包括模具箱、支撑架、顶板和冲头,所述支撑架的数量为两个,并且两个支撑架的一侧分别与模具箱的两侧通过焊锡固定连接,两个所述支撑架的顶部之间与顶板的底部固定连接,所述顶板底部的两侧与模具箱顶部的两侧之间均固定连接有滑杆,本发明涉及汽车轮毂技术领域。该提高生产效率的汽车轮毂轴管挤压成型装置,能够同时对两个型腔内部的原料进行挤压,且能够将驱动箱调整位置,便于工作人员快速将成品取出,大大提高了整体的生产效率,且大大的方便了工作人员的操作,经济效益强,整体实用性

汽车后轮毂轴锻造新工艺及其专用楔形模具.pdf
本发明公开了汽车后轮毂轴锻造新工艺及其专用楔形模具,具体工艺流程如下:(1)加热工序,即将初始坯料加热至1000℃-1300℃;(2)制坯工序,即将加热后的初始坯料通过轧辊、楔形模具制坯,合理分配坯料的体积,得到对称的两件预制坯,使预制坯形状更加符合锻模模膛;(3)切断工序,即将上述两件对称的预制坯切断分离开;(4)模锻工序,即使上述预制坯继续变形得到终锻件;(5)切边工序,即切除飞边得到最终合格的锻件,整个工艺流程只需一次加热和一次模锻即可将产品锻造成形,工序简单、流转次数少、节省原材料、降低能耗并提高

汽车轮毂轴管淬火工艺的灰色聚类评估.docx
汽车轮毂轴管淬火工艺的灰色聚类评估汽车轮毂轴管淬火工艺的灰色聚类评估摘要:随着汽车行业的发展,汽车零部件的性能要求也在不断提高。轮毂轴管作为汽车零部件之一,其强度和耐磨性都是至关重要的。淬火是一种常用的工艺方法,可以显著提高轮毂轴管的硬度和耐磨性。本文针对汽车轮毂轴管淬火工艺的灰色聚类评估进行研究,通过灰色聚类方法对淬火工艺进行了分类和评估,为优化和改进淬火工艺提供了可行性建议。1.引言汽车轮毂轴管是连接车轮与车辆悬挂系统之间的重要连接部件,承受着车辆的重量和悬挂系统的振动,因此其强度和耐磨性要求较高。淬