
一种轴锻压成型及热处理方法.pdf

是你****深呀

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴锻压成型及热处理方法.pdf
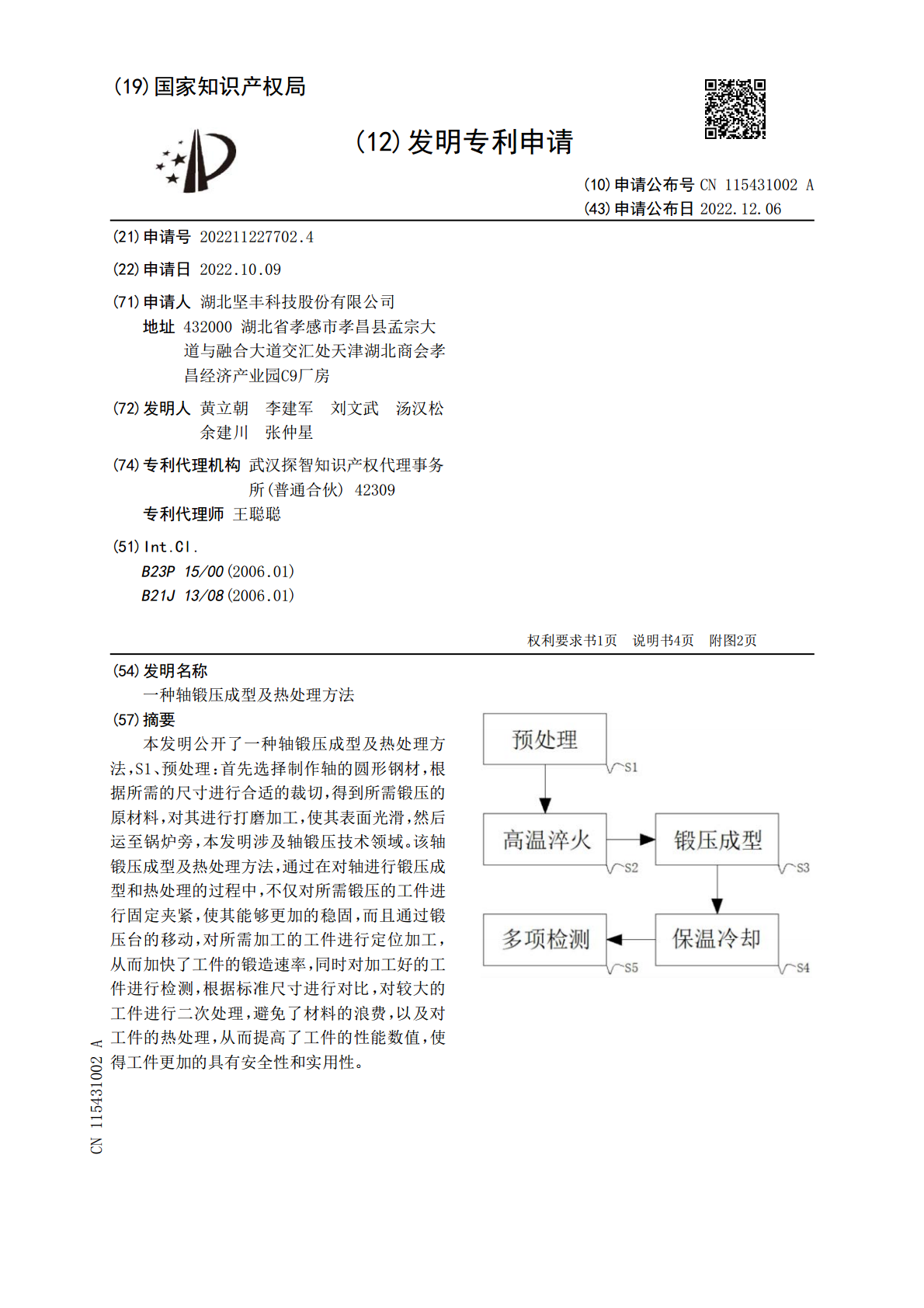
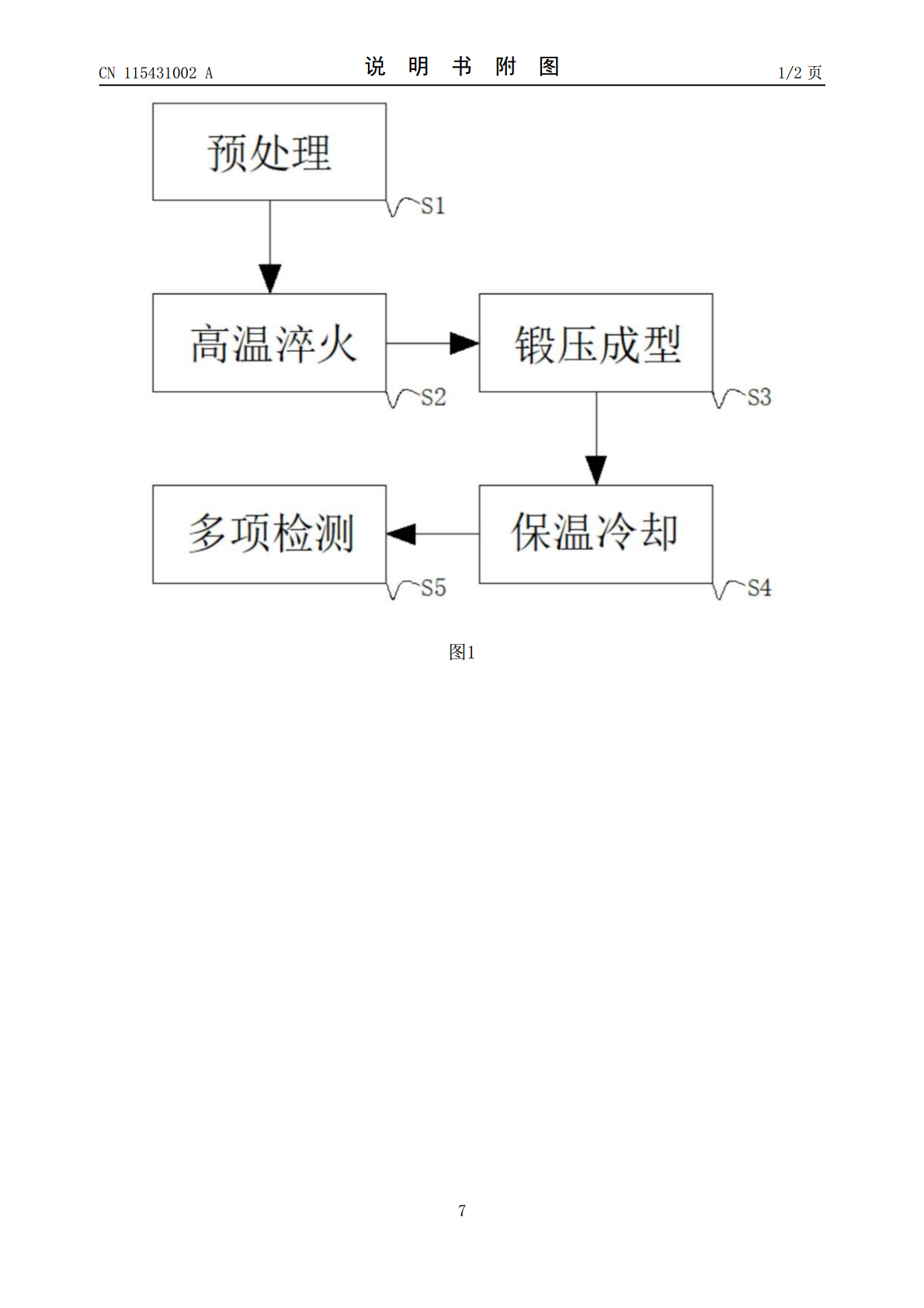
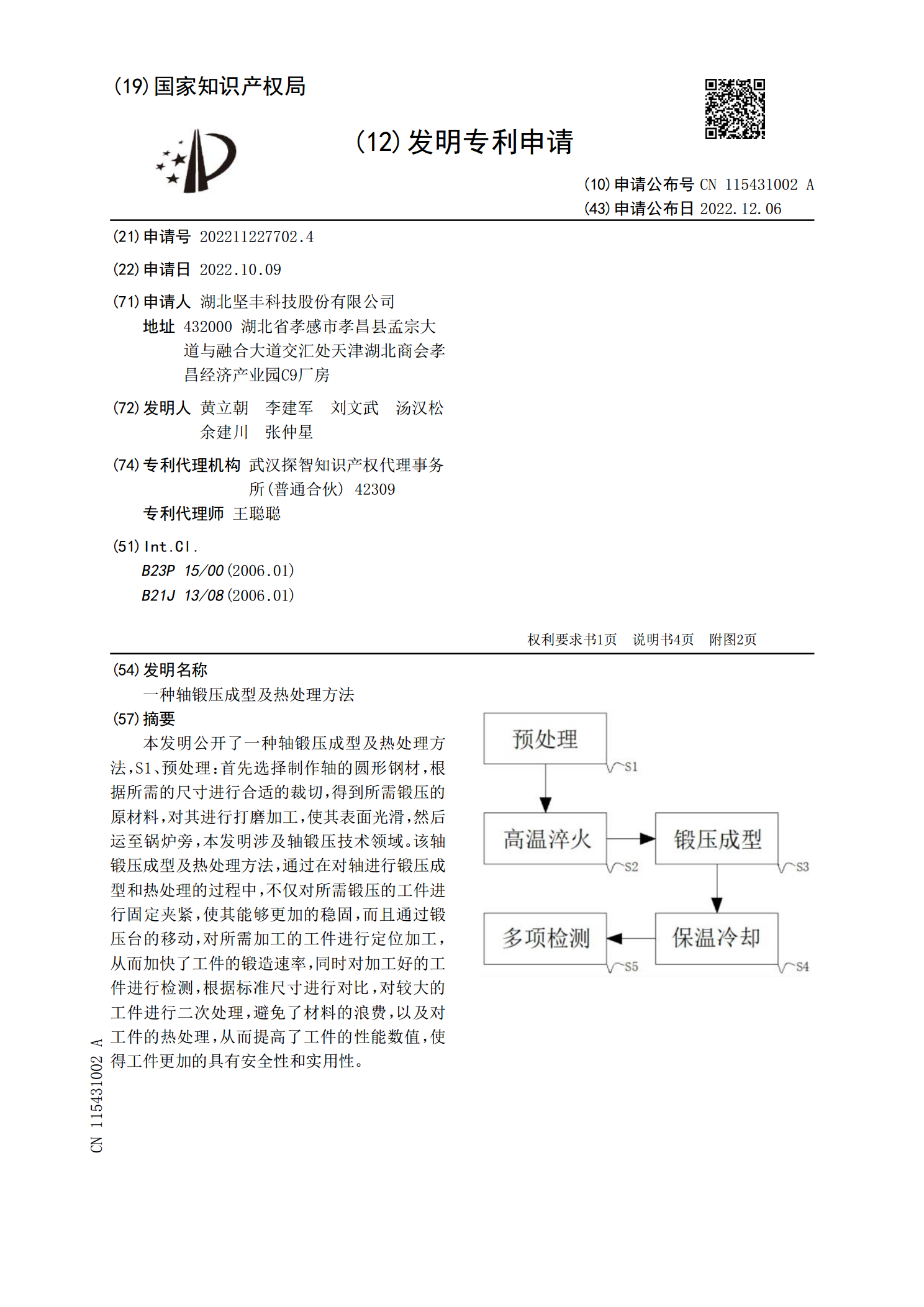
本发明公开了一种轴锻压成型及热处理方法,S1、预处理:首先选择制作轴的圆形钢材,根据所需的尺寸进行合适的裁切,得到所需锻压的原材料,对其进行打磨加工,使其表面光滑,然后运至锅炉旁,本发明涉及轴锻压技术领域。该轴锻压成型及热处理方法,通过在对轴进行锻压成型和热处理的过程中,不仅对所需锻压的工件进行固定夹紧,使其能够更加的稳固,而且通过锻压台的移动,对所需加工的工件进行定位加工,从而加快了工件的锻造速率,同时对加工好的工件进行检测,根据标准尺寸进行对比,对较大的工件进行二次处理,避免了材料的浪费,以及对工件的
一种汽车轮毂轴管成型锻压模具.pdf
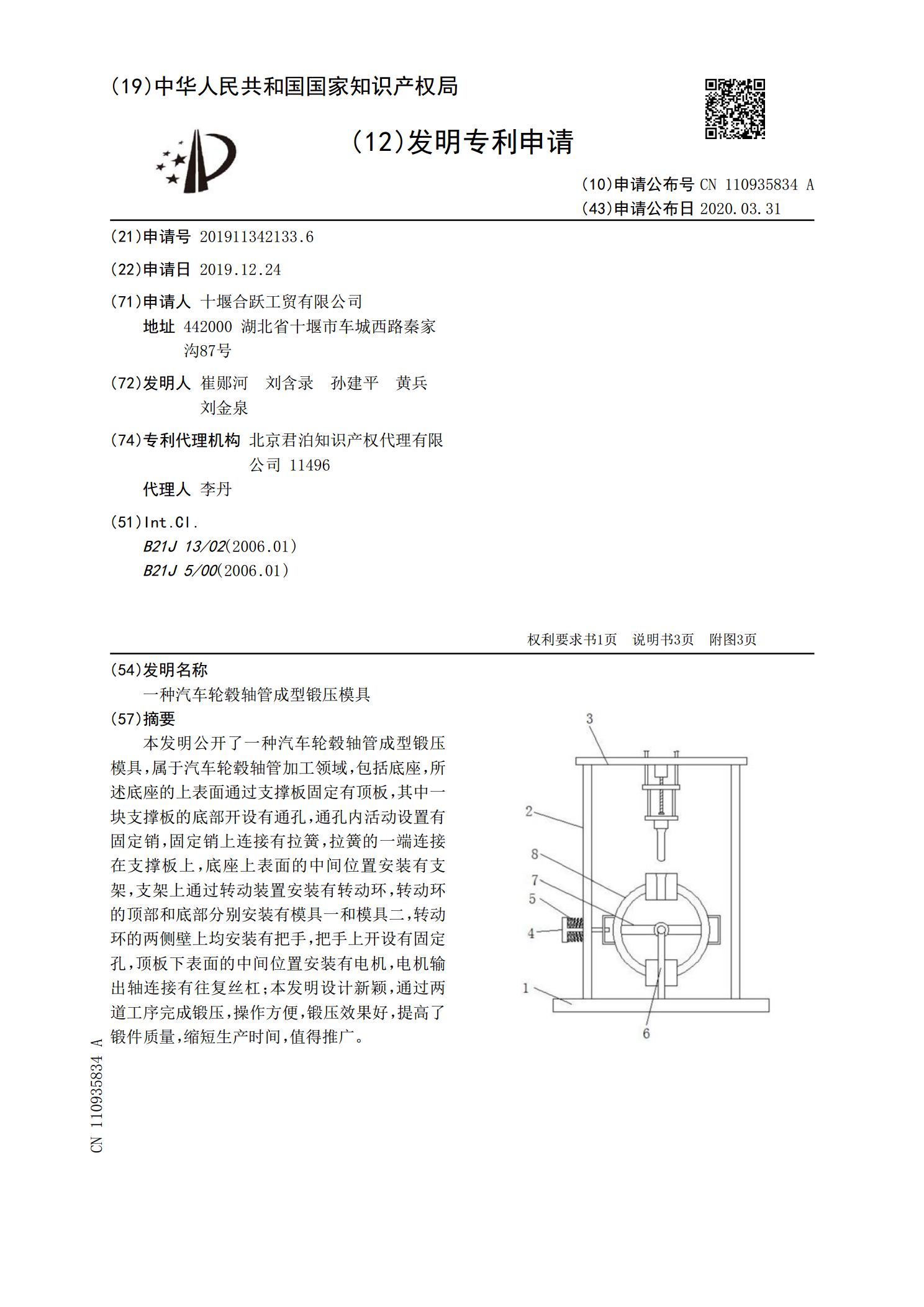
本发明公开了一种汽车轮毂轴管成型锻压模具,属于汽车轮毂轴管加工领域,包括底座,所述底座的上表面通过支撑板固定有顶板,其中一块支撑板的底部开设有通孔,通孔内活动设置有固定销,固定销上连接有拉簧,拉簧的一端连接在支撑板上,底座上表面的中间位置安装有支架,支架上通过转动装置安装有转动环,转动环的顶部和底部分别安装有模具一和模具二,转动环的两侧壁上均安装有把手,把手上开设有固定孔,顶板下表面的中间位置安装有电机,电机输出轴连接有往复丝杠;本发明设计新颖,通过两道工序完成锻压,操作方便,锻压效果好,提高了锻件质量,
空心轴锻压成型方法.pdf
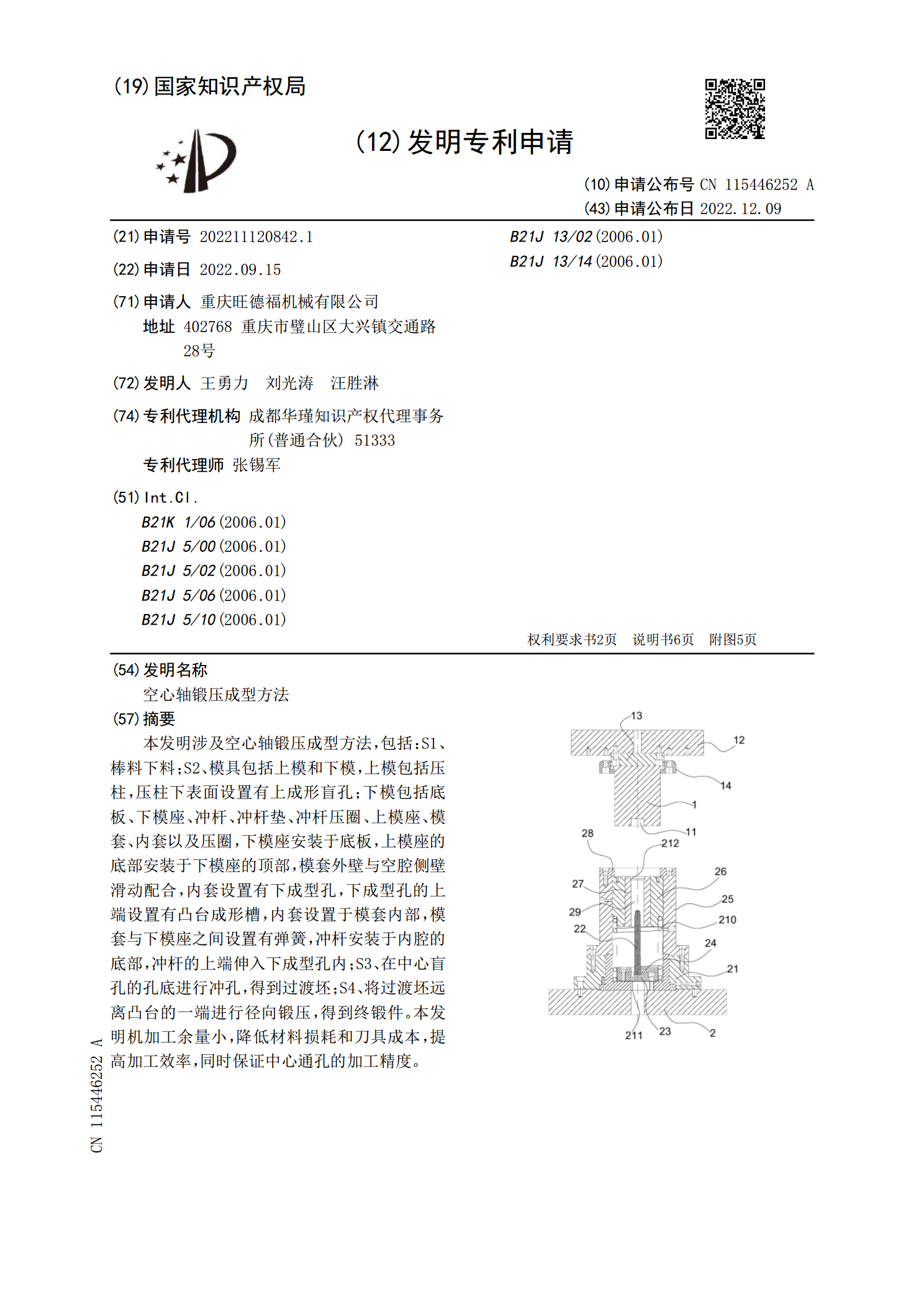
本发明涉及空心轴锻压成型方法,包括:S1、棒料下料;S2、模具包括上模和下模,上模包括压柱,压柱下表面设置有上成形盲孔;下模包括底板、下模座、冲杆、冲杆垫、冲杆压圈、上模座、模套、内套以及压圈,下模座安装于底板,上模座的底部安装于下模座的顶部,模套外壁与空腔侧壁滑动配合,内套设置有下成型孔,下成型孔的上端设置有凸台成形槽,内套设置于模套内部,模套与下模座之间设置有弹簧,冲杆安装于内腔的底部,冲杆的上端伸入下成型孔内;S3、在中心盲孔的孔底进行冲孔,得到过渡坯;S4、将过渡坯远离凸台的一端进行径向锻压,得到
一种曲柄的锻压成型装置.pdf
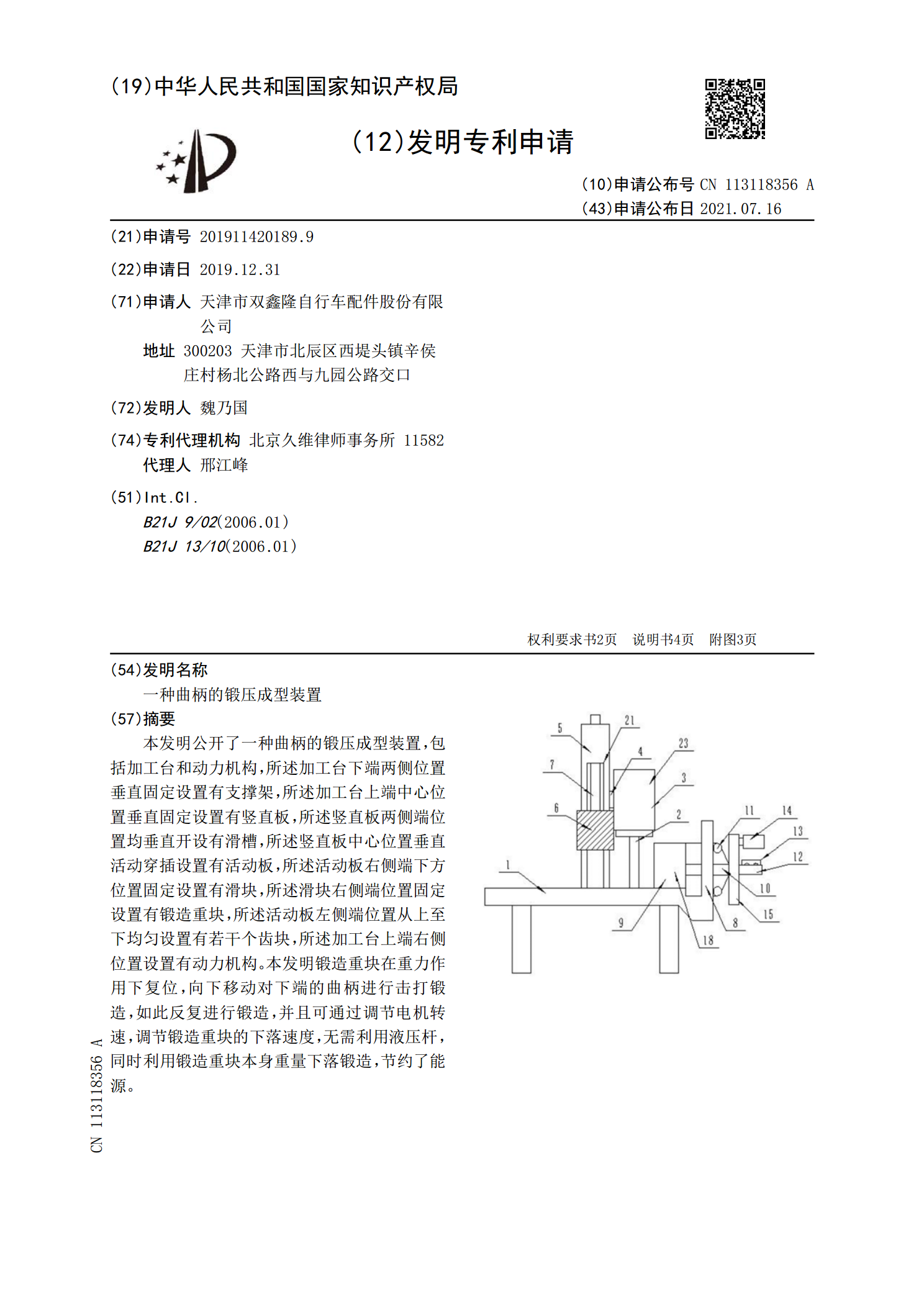
本发明公开了一种曲柄的锻压成型装置,包括加工台和动力机构,所述加工台下端两侧位置垂直固定设置有支撑架,所述加工台上端中心位置垂直固定设置有竖直板,所述竖直板两侧端位置均垂直开设有滑槽,所述竖直板中心位置垂直活动穿插设置有活动板,所述活动板右侧端下方位置固定设置有滑块,所述滑块右侧端位置固定设置有锻造重块,所述活动板左侧端位置从上至下均匀设置有若干个齿块,所述加工台上端右侧位置设置有动力机构。本发明锻造重块在重力作用下复位,向下移动对下端的曲柄进行击打锻造,如此反复进行锻造,并且可通过调节电机转速,调节锻造

一种半轴齿轮成型方法.pdf
本发明公开了一种半轴齿轮成型方法,属于齿轮生产技术领域。所述方法依次包括预锻、热切边、终锻和冷切边工序,所述预锻和终锻均采用模具冲压成型;所述终锻工序使用的模具的模腔与待加工的齿轮的形状一致,所述预锻工序使用的模具的模腔与终锻工序使用的模具的模腔基本一致,不同之处在于:面锥(3)平行抬高0.1‑0.5mm,根锥(4)平行加深0.3‑0.8mm,背锥(2)平行往外偏移0.8‑1.2mm,弧齿厚增加0.25‑0.55mm。该方法通过预终锻模具分开的设计及应用,提高齿形的锻造精度和齿面光洁度,增强了我厂产品的市