
一种陶瓷基覆铜板成型加工方法.pdf

淑然****by

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种陶瓷基覆铜板成型加工方法.pdf
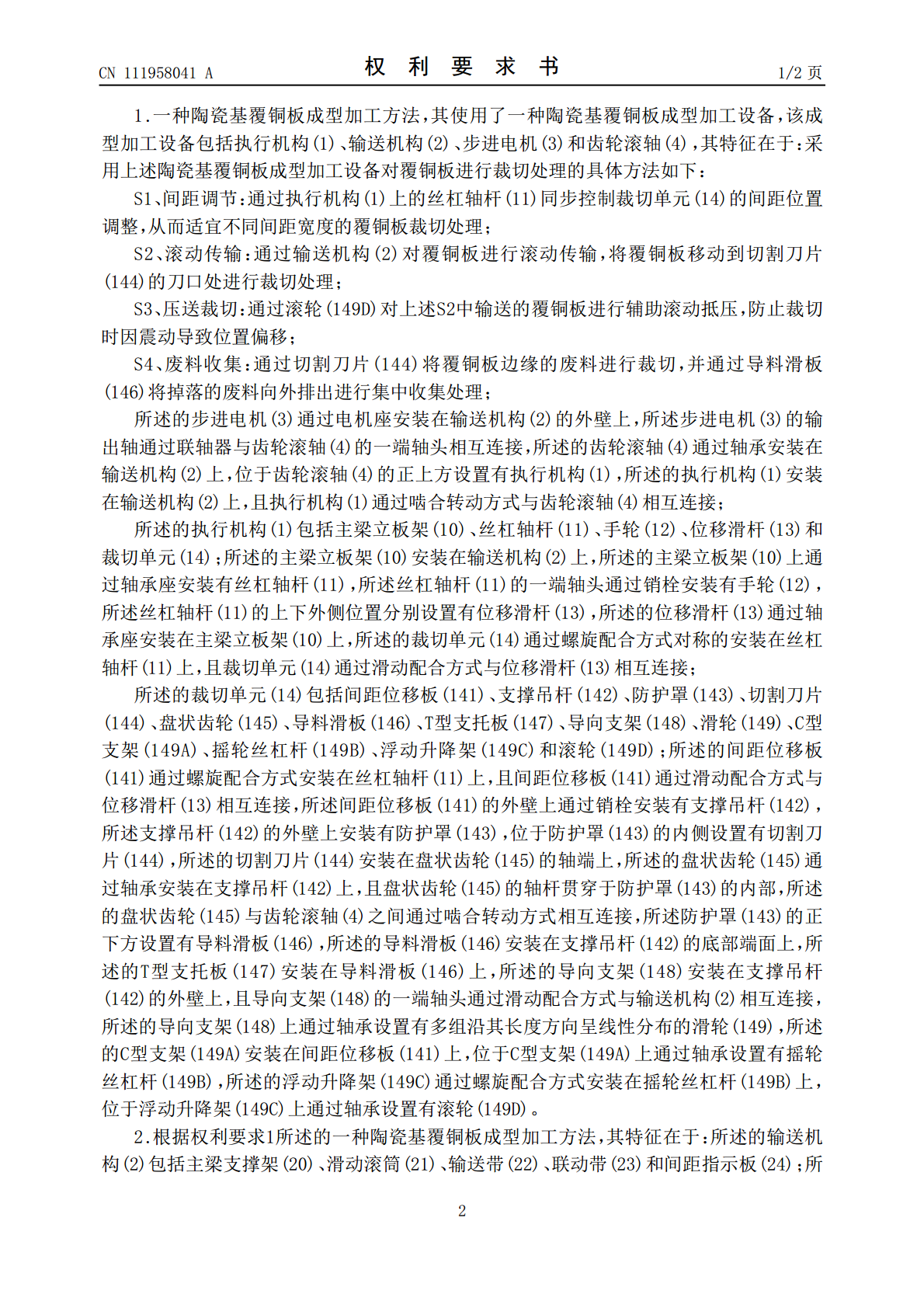
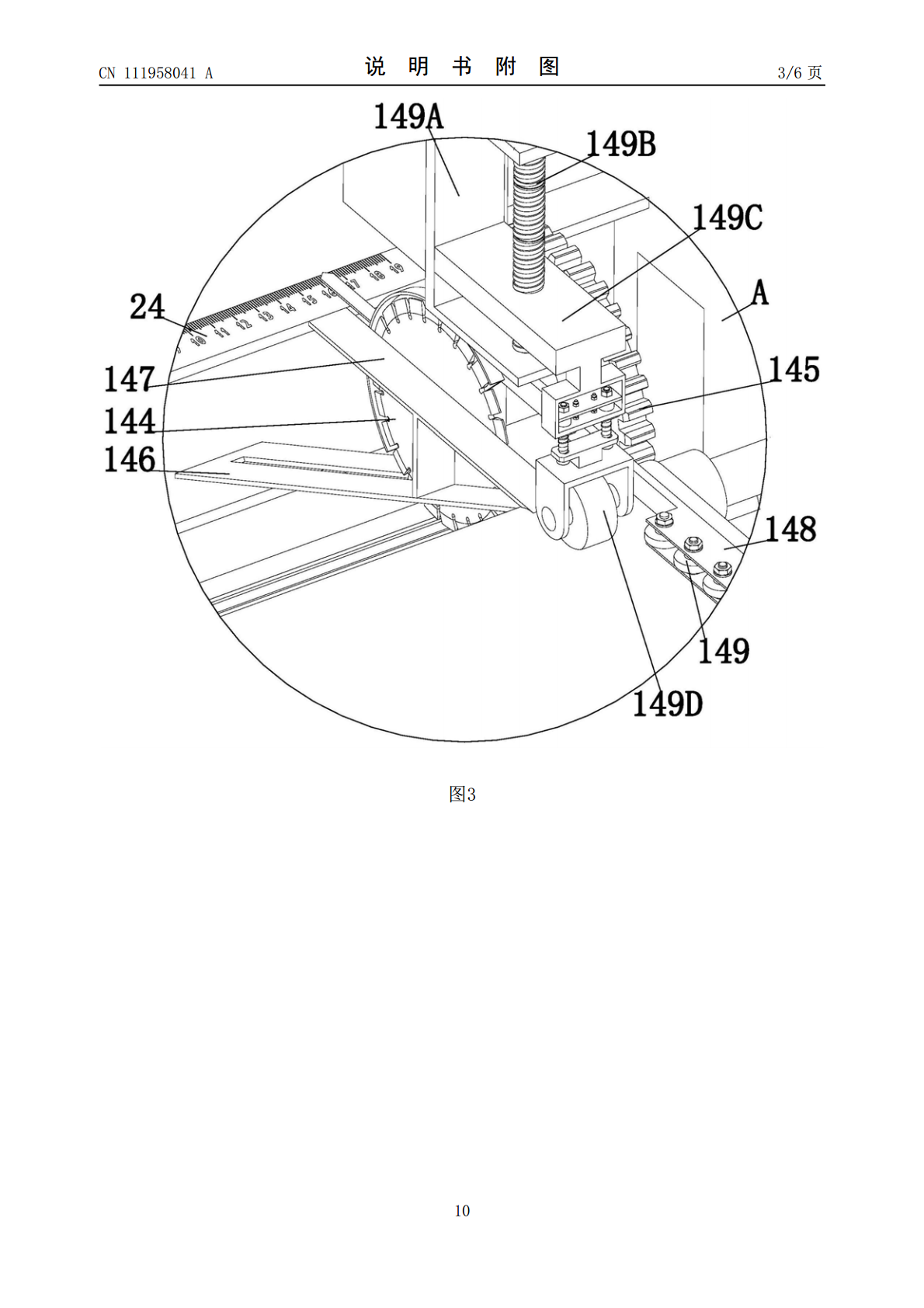
本发明提供了一种陶瓷基覆铜板成型加工方法,包括执行机构、输送机构、步进电机和齿轮滚轴,所述的步进电机通过电机座安装在输送机构的外壁上,所述步进电机的输出轴通过联轴器与齿轮滚轴的一端轴头相互连接,所述的齿轮滚轴通过轴承安装在输送机构上,位于齿轮滚轴的正上方设置有执行机构,所述的执行机构安装在输送机构上,且执行机构通过啮合转动方式与齿轮滚轴相互连接;本发明解决了现有的覆铜板切割工序在切割时一般采用压块压紧定位,压块压紧定位过程中经常出现基材压痕或压陷,造成产品损坏或型面缺陷,且不能对切割覆铜板的宽度直径进行调
一种陶瓷基覆铜板的制备方法.pdf
本发明公开了一种陶瓷基覆铜板的制备方法,涉及覆铜板制造领域,包括以下步骤在陶瓷基片表面溅射一层活性金属层、在所述活性金属层上覆盖一层焊料层、在所述焊料层表面溅射一层铜箔层、在所述铜箔层表面溅射一层加厚铜箔层,得到陶瓷基覆铜板样品、将所述陶瓷基覆铜板样品放入真空炉中烧制焊接成型,制得陶瓷基覆铜板成品,本发明通过在陶瓷基片表面预先溅射一活性金属层,活性金属层可活化陶瓷片表面,确保陶瓷片具有较强的活性,便于与焊料的再次焊接,使得陶瓷基片与铜箔的附着力提升,使得得到的铜箔与陶瓷基片的结合更加稳固可靠。
一种陶瓷基PCB覆铜板及覆铜方法.pdf
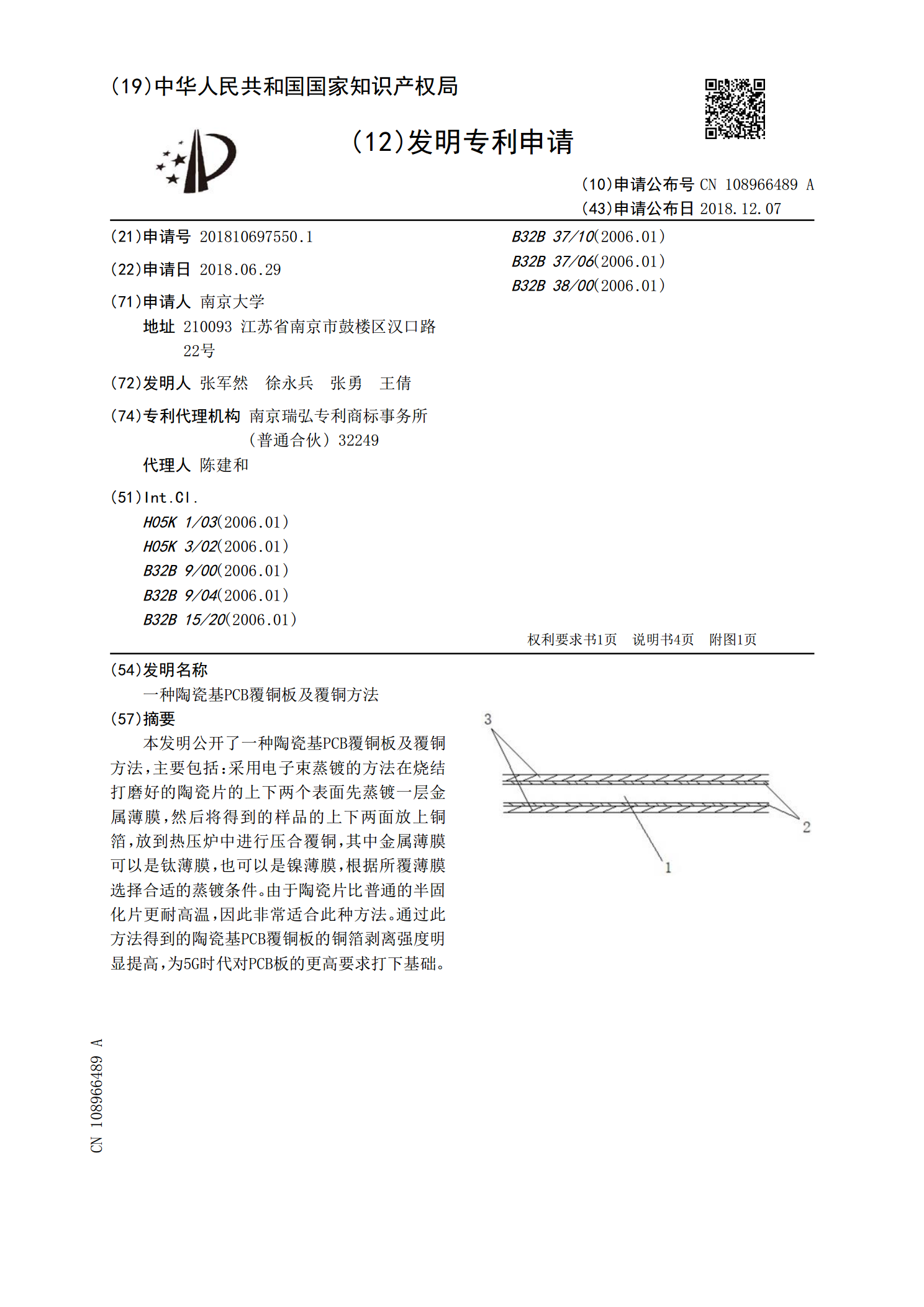
本发明公开了一种陶瓷基PCB覆铜板及覆铜方法,主要包括:采用电子束蒸镀的方法在烧结打磨好的陶瓷片的上下两个表面先蒸镀一层金属薄膜,然后将得到的样品的上下两面放上铜箔,放到热压炉中进行压合覆铜,其中金属薄膜可以是钛薄膜,也可以是镍薄膜,根据所覆薄膜选择合适的蒸镀条件。由于陶瓷片比普通的半固化片更耐高温,因此非常适合此种方法。通过此方法得到的陶瓷基PCB覆铜板的铜箔剥离强度明显提高,为5G时代对PCB板的更高要求打下基础。
一种新型陶瓷基覆铜板及其制备方法.pdf
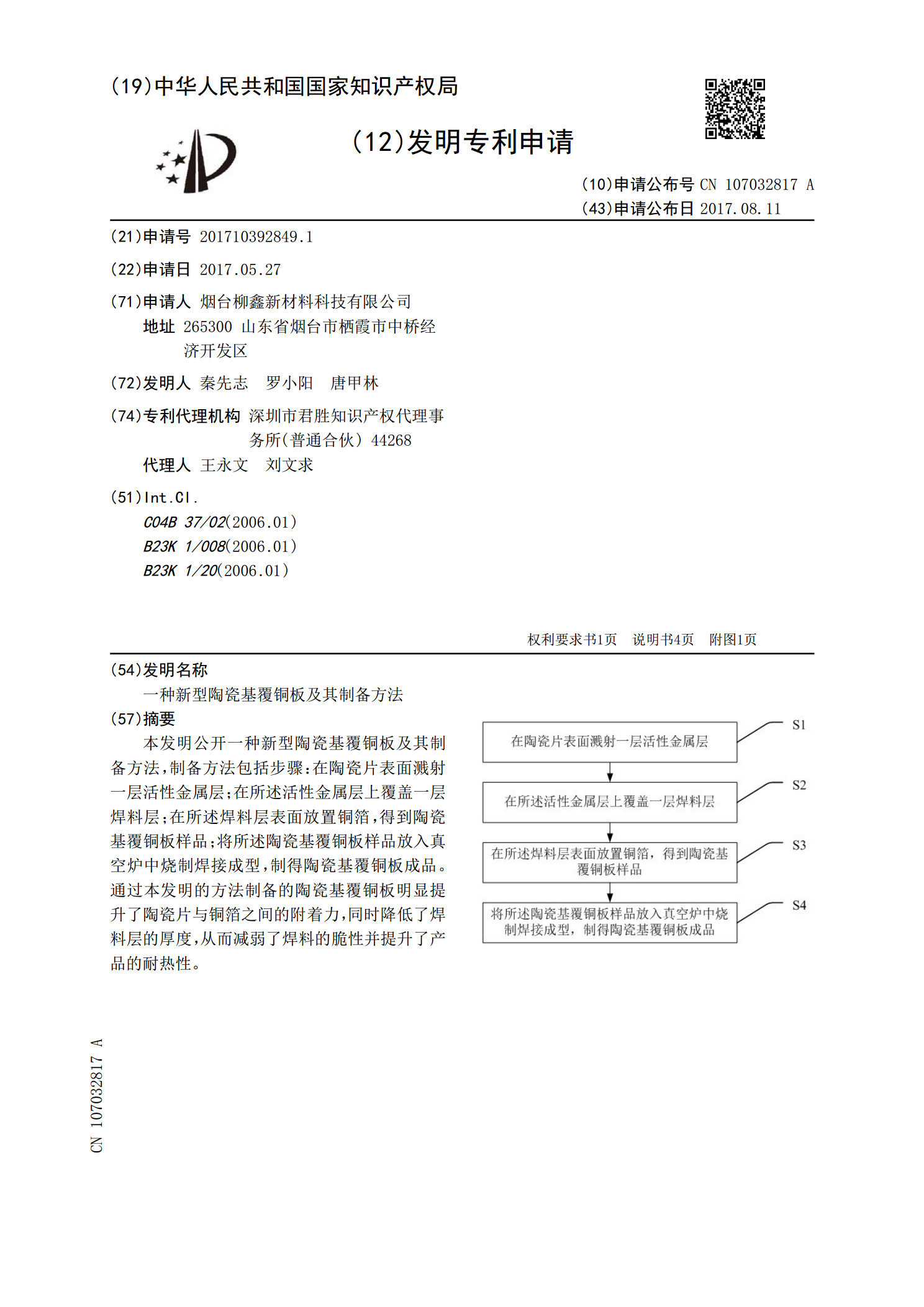
本发明公开一种新型陶瓷基覆铜板及其制备方法,制备方法包括步骤:在陶瓷片表面溅射一层活性金属层;在所述活性金属层上覆盖一层焊料层;在所述焊料层表面放置铜箔,得到陶瓷基覆铜板样品;将所述陶瓷基覆铜板样品放入真空炉中烧制焊接成型,制得陶瓷基覆铜板成品。通过本发明的方法制备的陶瓷基覆铜板明显提升了陶瓷片与铜箔之间的附着力,同时降低了焊料层的厚度,从而减弱了焊料的脆性并提升了产品的耐热性。

一种高导热铝基覆铜板的加工方法.pdf
本发明涉及一种高导热铝基覆铜板的加工方法,包括下列加工步骤:(1)铝板阳极氧化;(2)用辊轮式压合机将高导热胶膜和阳极氧化好的铝板滚压复合;(3)再用辊轮式压合机把铜箔和压合好高导热胶膜烘烤好的铝板滚压复合;(4)用保护膜复合机在复合好的铝基覆铜板的铝基板外侧面复合保护膜,即得高导热铝基覆铜板了。本发明用这种方法生产的电路板导热性能好,铝基板与铜箔复合强度高,便于生产操作。