
薄板小间隙对接焊焊缝特征点的识别.docx

豆柴****作者


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

薄板小间隙对接焊焊缝特征点的识别.docx
薄板小间隙对接焊焊缝特征点的识别目录一、内容综述................................................21.焊接工艺的重要性......................................32.薄板小间隙对接焊的特点................................3二、焊接工艺准备............................................41.材料选择与处理.........................

一种铝合金薄板大间隙对接的摆动激光填丝焊方法.pdf
本发明公开一种铝合金薄板大间隙对接的摆动激光填丝焊方法,包括如下步骤:先准备两块铝合金薄板,且在两铝合金薄板的对接面之间预留出间隙;在间隙上方设置激光头、送丝嘴和保护气喷嘴;并在间隙的焊接起始端预置第一引板,利用激光束在第一引板上形成熔池后,熔池引入间隙的焊接起始端;然后送丝嘴和激光头对应间隙并沿同一方向行进,铝合金焊丝经激光束加热熔化后填充整个间隙,完成对两铝合金薄板的焊接工作。由于预留间隙,整个焊接过程能够尽可能的减少激光束对铝合金薄板的熔化量,进而能够降低焊接接头的稀释率,减少冶金反应脆性相的产生,

对接焊缝单面焊双面成型制作工艺.pdf
本发明涉及焊接技术领域,提出了一种对接焊缝单面焊双面成型制作工艺,包括:在待焊工件上切割出坡口面,并预留钝边,两个待焊工件之间形成坡口,钝边为2mm‑2.5mm;焊枪在坡口内移动,以形成打底层,形成打底层的焊接电流为160A‑170A,焊枪垂直于待焊工件上表面所在平面;焊枪在坡口内移动,以在打底层上形成填充层;焊枪在坡口内移动,以在填充层上形成覆盖层。通过在待焊工件上切割出坡口面时预留钝边,从而减少了切割工作量,且两个钝边之间形成的间隙可以防止焊料大量流出,以此保证焊接质量,在焊接过程中依次形成打底层、填
一种基于临界阈值的窄间隙焊缝特征点提取方法.pdf
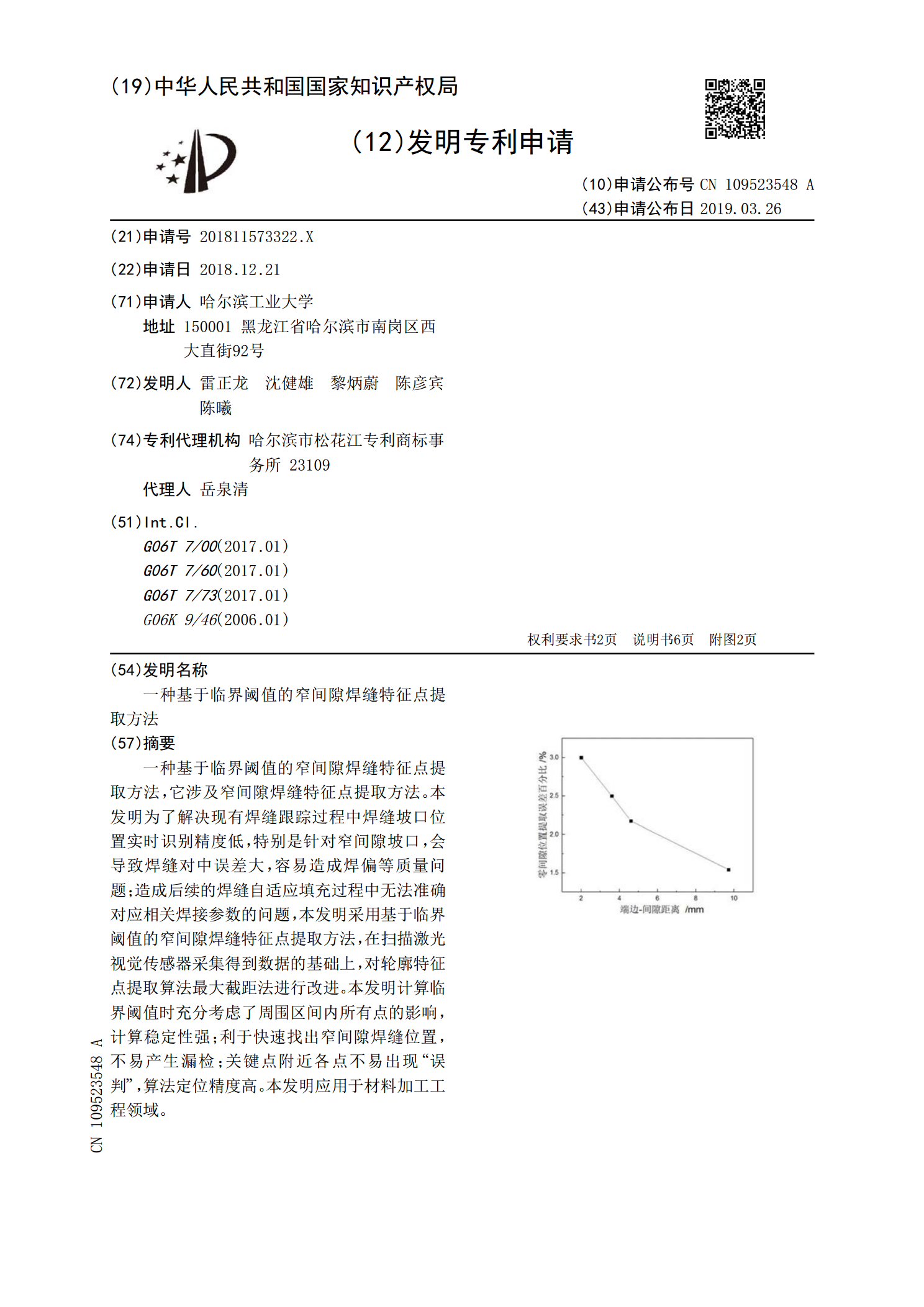
一种基于临界阈值的窄间隙焊缝特征点提取方法,它涉及窄间隙焊缝特征点提取方法。本发明为了解决现有焊缝跟踪过程中焊缝坡口位置实时识别精度低,特别是针对窄间隙坡口,会导致焊缝对中误差大,容易造成焊偏等质量问题;造成后续的焊缝自适应填充过程中无法准确对应相关焊接参数的问题,本发明采用基于临界阈值的窄间隙焊缝特征点提取方法,在扫描激光视觉传感器采集得到数据的基础上,对轮廓特征点提取算法最大截距法进行改进。本发明计算临界阈值时充分考虑了周围区间内所有点的影响,计算稳定性强;利于快速找出窄间隙焊缝位置,不易产生漏检;关

一种薄板对接保护焊自动焊接方法.pdf
本发明涉及焊接技术领域,公开了一种薄板对接保护焊自动焊接方法,包括步骤:A.将需要对接的两块薄板放置到夹具上,对齐需要焊接的薄板边;B.留出需要对接的薄板边下方空间,对薄板进行定位夹紧;C.采用焊接机械手CO