
一种铝合金薄板大间隙对接的摆动激光填丝焊方法.pdf

书生****文章


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种铝合金薄板大间隙对接的摆动激光填丝焊方法.pdf
本发明公开一种铝合金薄板大间隙对接的摆动激光填丝焊方法,包括如下步骤:先准备两块铝合金薄板,且在两铝合金薄板的对接面之间预留出间隙;在间隙上方设置激光头、送丝嘴和保护气喷嘴;并在间隙的焊接起始端预置第一引板,利用激光束在第一引板上形成熔池后,熔池引入间隙的焊接起始端;然后送丝嘴和激光头对应间隙并沿同一方向行进,铝合金焊丝经激光束加热熔化后填充整个间隙,完成对两铝合金薄板的焊接工作。由于预留间隙,整个焊接过程能够尽可能的减少激光束对铝合金薄板的熔化量,进而能够降低焊接接头的稀释率,减少冶金反应脆性相的产生,
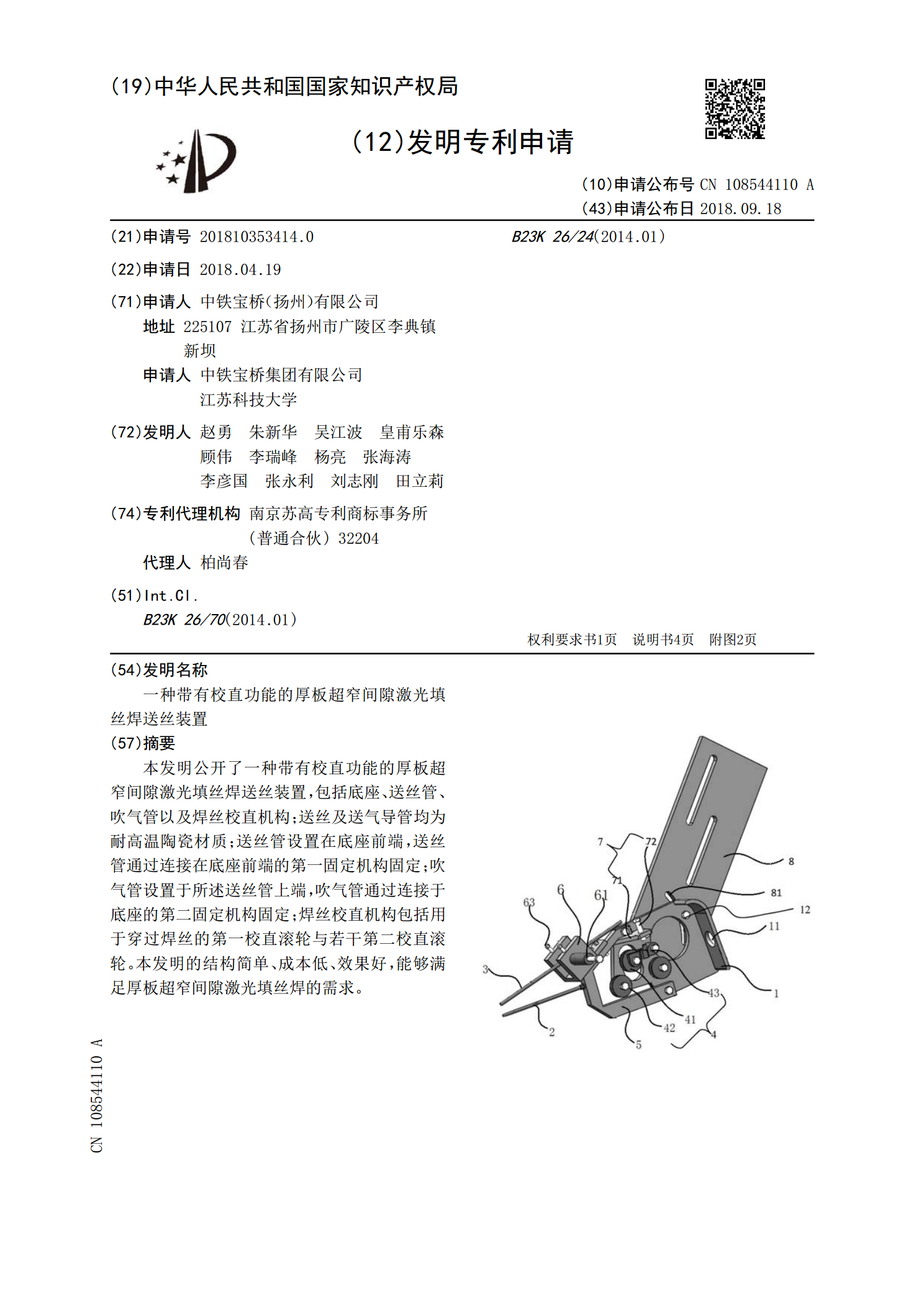
一种带有校直功能的厚板超窄间隙激光填丝焊送丝装置.pdf
本发明公开了一种带有校直功能的厚板超窄间隙激光填丝焊送丝装置,包括底座、送丝管、吹气管以及焊丝校直机构;送丝及送气导管均为耐高温陶瓷材质;送丝管设置在底座前端,送丝管通过连接在底座前端的第一固定机构固定;吹气管设置于所述送丝管上端,吹气管通过连接于底座的第二固定机构固定;焊丝校直机构包括用于穿过焊丝的第一校直滚轮与若干第二校直滚轮。本发明的结构简单、成本低、效果好,能够满足厚板超窄间隙激光填丝焊的需求。

薄板小间隙对接焊焊缝特征点的识别.docx
薄板小间隙对接焊焊缝特征点的识别目录一、内容综述................................................21.焊接工艺的重要性......................................32.薄板小间隙对接焊的特点................................3二、焊接工艺准备............................................41.材料选择与处理.........................
一种大厚度超窄间隙激光填丝焊用TC4钛合金实心焊丝及其制备方法.pdf
一种大厚度超窄间隙激光填丝焊用TC4钛合金实心焊丝及其制备方法。本发明属于焊接材料技术领域。本发明提供了一种大厚度超窄间隙激光填丝焊用TC4钛合金实心焊丝及其制备方法。实心焊丝的化学成分及质量百分含量为Al:5.0%~7.0%、V:4.0%~6.0%、Mo:1.5%~2.5%、Cr:0.2%~0.5%、Zr:0.5%~1.5%,余量为Ti。方法:按焊丝化学成分称取原料,混料后压制成电极块‑焊成自耗电极‑先进行一次熔炼,得到一次铸锭,再进行二次熔炼,得到钛合金铸锭‑车皮并切除冒口,锻造成方坯‑经轧制、拉拔、
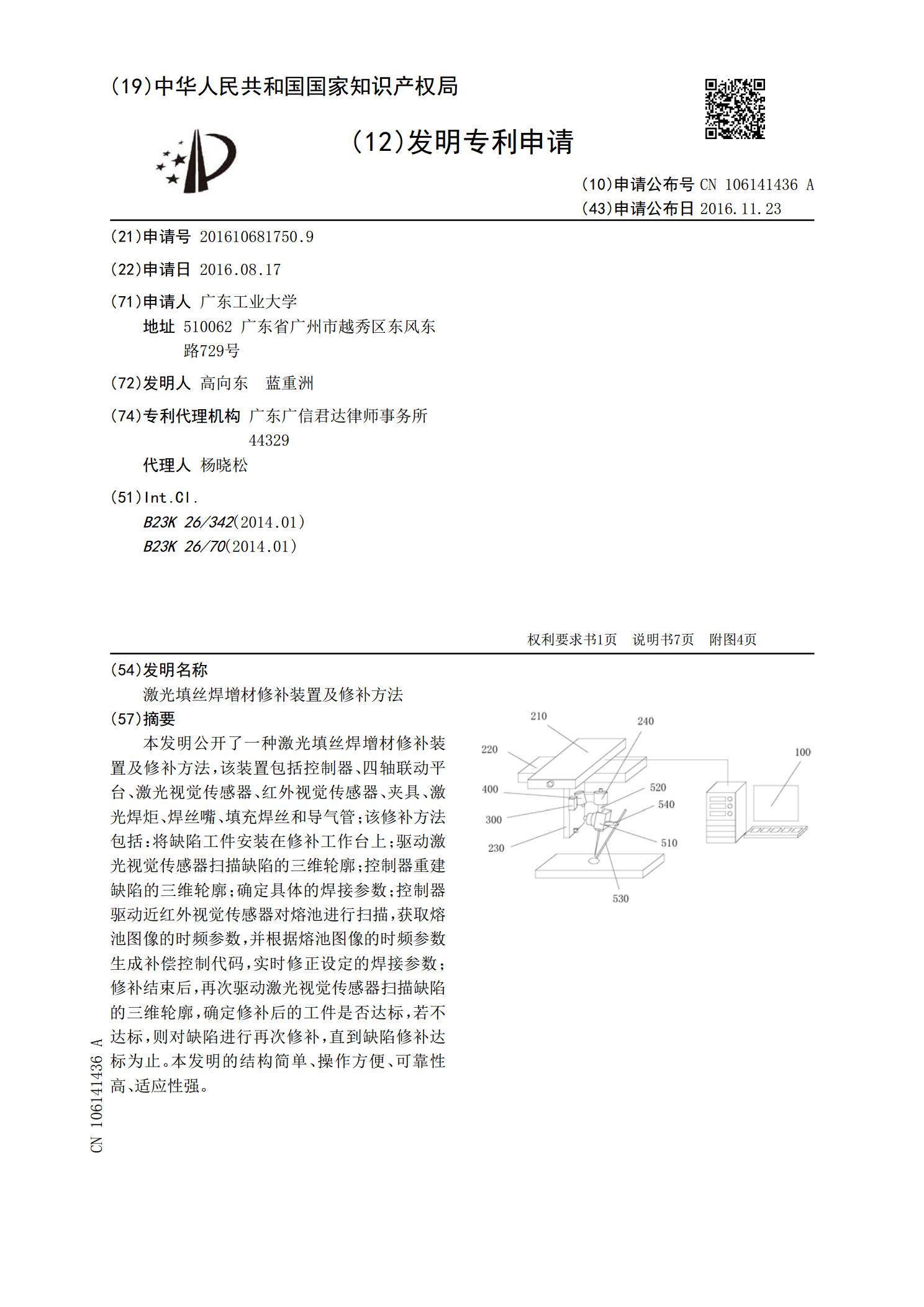
激光填丝焊增材修补装置及修补方法.pdf
本发明公开了一种激光填丝焊增材修补装置及修补方法,该装置包括控制器、四轴联动平台、激光视觉传感器、红外视觉传感器、夹具、激光焊炬、焊丝嘴、填充焊丝和导气管;该修补方法包括:将缺陷工件安装在修补工作台上;驱动激光视觉传感器扫描缺陷的三维轮廓;控制器重建缺陷的三维轮廓;确定具体的焊接参数;控制器驱动近红外视觉传感器对熔池进行扫描,获取熔池图像的时频参数,并根据熔池图像的时频参数生成补偿控制代码,实时修正设定的焊接参数;修补结束后,再次驱动激光视觉传感器扫描缺陷的三维轮廓,确定修补后的工件是否达标,若不达标,则