
一种基于临界阈值的窄间隙焊缝特征点提取方法.pdf

康佳****文库

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种基于临界阈值的窄间隙焊缝特征点提取方法.pdf
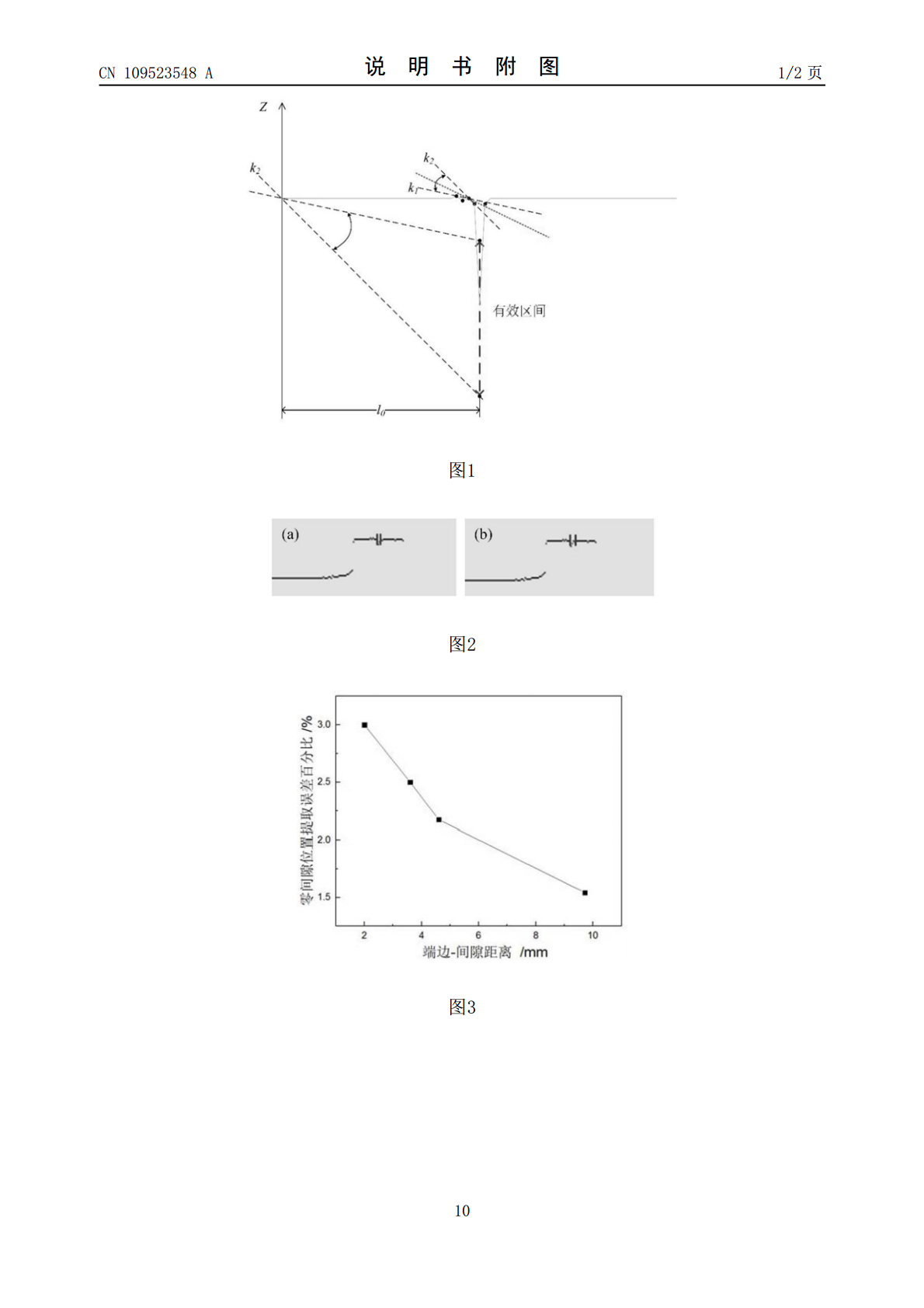
一种基于临界阈值的窄间隙焊缝特征点提取方法,它涉及窄间隙焊缝特征点提取方法。本发明为了解决现有焊缝跟踪过程中焊缝坡口位置实时识别精度低,特别是针对窄间隙坡口,会导致焊缝对中误差大,容易造成焊偏等质量问题;造成后续的焊缝自适应填充过程中无法准确对应相关焊接参数的问题,本发明采用基于临界阈值的窄间隙焊缝特征点提取方法,在扫描激光视觉传感器采集得到数据的基础上,对轮廓特征点提取算法最大截距法进行改进。本发明计算临界阈值时充分考虑了周围区间内所有点的影响,计算稳定性强;利于快速找出窄间隙焊缝位置,不易产生漏检;关

窄间隙焊缝测温装置及方法.pdf
本发明公开一种窄间隙焊缝测温装置及方法,装置包括导热块、支撑压紧弹簧片、测温元件和温度记录仪器,导热块设在支撑压紧弹簧片的顶部,导热块与支撑压紧弹簧片之间设有隔热层,测温元件分别与导热块和温度记录仪器相连接。方法包括:①清洗测温装置,将与工件接触的导热块进行抛磨,露出紫铜金属色;②清理测温元件,工作端无氧化层;③将测温元件与导热块连接;④将测温装置置入焊缝的测温点,导热块自由表面与工件表面紧贴;⑤将测温元件与温度记录仪器进行联接;⑥对工件进行加热,测温、记录温度值;⑦测温结束,从工件的焊缝中取出测温装置,

一种基于改进均值滤波法的焊缝图像特征点提取方法.pdf
本发明公开了一种基于改进均值滤波法的焊缝图像特征点提取方法,包括以下步骤:基于一种改进的均值滤波法,对原始焊缝图像的噪声进行抑制处理;基于二值化处理,进一步消除噪声对焊缝图像的干扰;基于中轴变换算法,在噪声抑制完成后提取图像的光带中心线;基于斜率法,最终在获得图像光带中心线的基础上提取获得焊缝图像的特征点。本发明方法通过两个步骤大大降低了噪声对焊缝图像的干扰,并能准确快速地提取出焊缝图像的特征点信息,对图像边缘细节部分保留多,使图像看起来会更清晰,可广泛运用于图像处理领域,具有良好的应用前景。
一种窄间隙焊缝修磨机.pdf
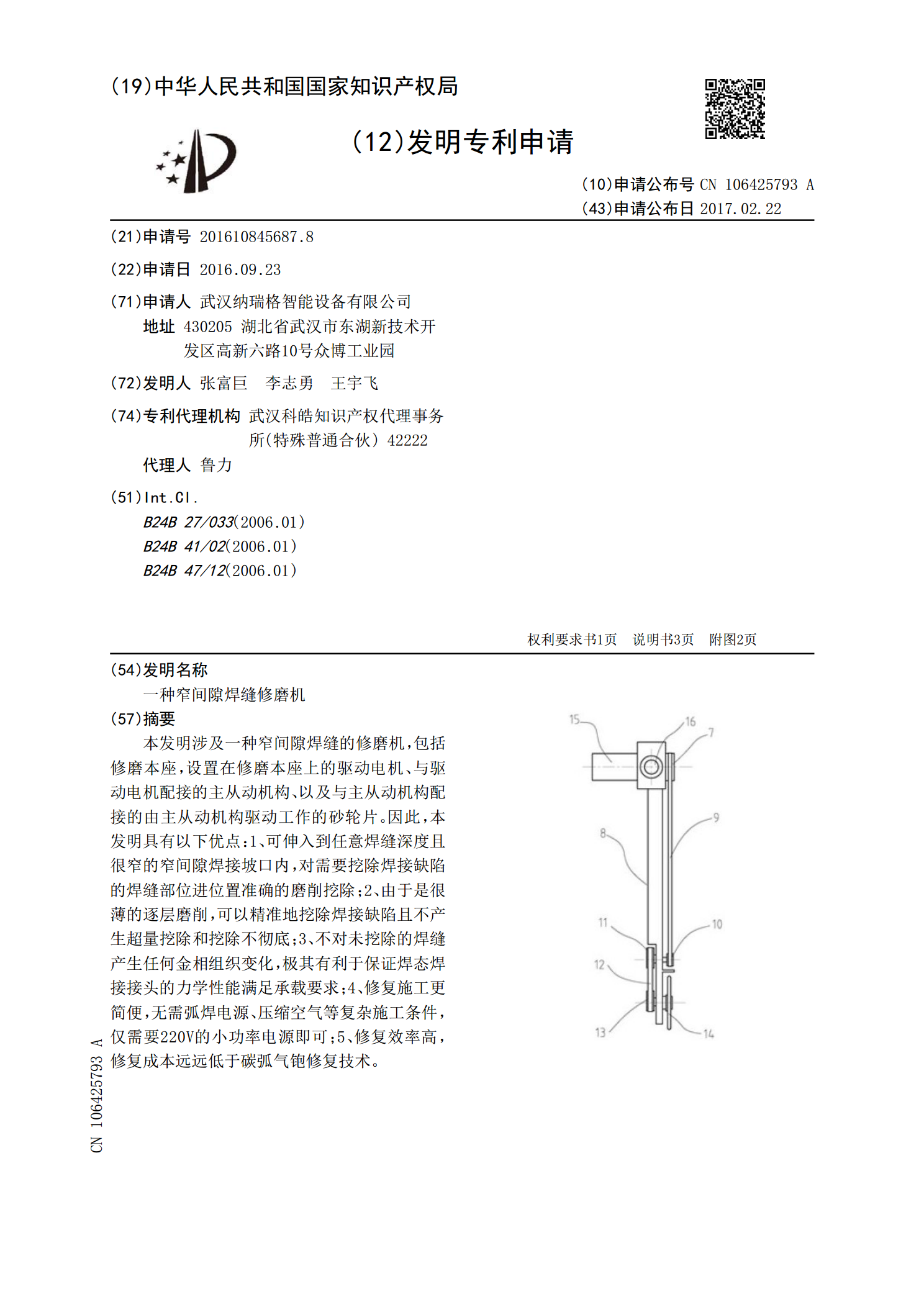
本发明涉及一种窄间隙焊缝的修磨机,包括修磨本座,设置在修磨本座上的驱动电机、与驱动电机配接的主从动机构、以及与主从动机构配接的由主从动机构驱动工作的砂轮片。因此,本发明具有以下优点:1、可伸入到任意焊缝深度且很窄的窄间隙焊接坡口内,对需要挖除焊接缺陷的焊缝部位进位置准确的磨削挖除;2、由于是很薄的逐层磨削,可以精准地挖除焊接缺陷且不产生超量挖除和挖除不彻底;3、不对未挖除的焊缝产生任何金相组织变化,极其有利于保证焊态焊接接头的力学性能满足承载要求;4、修复施工更简便,无需弧焊电源、压缩空气等复杂施工条件,

一种基于自适应阈值算法的ORB图像特征提取方法.pdf
本发明涉及一种基于自适应阈值算法的ORB图像特征提取方法,构建具有8层图像的金字塔;在每一层图像中进行阈值的计算;对于图像中的每个像素,在判断其是否为关键点之前,均进行阈值计算,如果差异较大,则对当前像素进行阈值计算,否则,就沿用上一个像素的阈值;将得到的阈值用于FAST关键点检测中,最终检测出图像中关键点的位置;在检测出的关键点的位置周围选取像素区域,利用灰度质心法计算像素区域的质心位置和特征主方向,确定BRIEF点对的坐标系,并用BRIEF描述子描述FAST关键点,得到图像有向的FAST关键点和ORB