
一种薄板对接保护焊自动焊接方法.pdf

雨巷****轶丽


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种薄板对接保护焊自动焊接方法.pdf
本发明涉及焊接技术领域,公开了一种薄板对接保护焊自动焊接方法,包括步骤:A.将需要对接的两块薄板放置到夹具上,对齐需要焊接的薄板边;B.留出需要对接的薄板边下方空间,对薄板进行定位夹紧;C.采用焊接机械手CO
一种热镀锌薄板对接焊接方法.pdf
一种热镀锌薄板对接焊接方法,其特征是方法步骤为:1、调整双电极之间水平距离3-4毫米;2、连接焊接保护气;3、将待焊薄板件直接放置在水平运动平台上并固定,不预留间隙;4、调整主电弧焊机的焊机电流90安培,从电弧焊机电流120安培或26伏特,调整送丝速度0.4米/分钟,工件平台运动速度0.5米/分钟;5、首先通保护气3秒,接着启动主电弧和从电弧;1秒后启动运动平台,带到工件运动,开始焊接即可;6、焊接结束时,关闭从电弧开关,接着关闭主电弧开关及平台运动开关;7、5秒后关闭保护气开关,同时关闭水冷设备,焊接结

一种5%Ni钢中薄板立对接自动焊接工艺方法.pdf
本发明涉及5%Ni钢中薄板立对接自动焊接工艺方法,包括如下步骤:a、两块需要焊接的5%Ni钢中薄板单边开对应坡口,并留有钝边厚度;b、两块需要立对接焊接的5%Ni钢中薄板组对点焊装配时形成Y型坡口,Y型坡口反面附加反变形码板;c、采用焊接机器人,使用药芯焊丝气体保护焊,在Y型坡口焊道内进行“矩形”轨迹摆动施焊,且在各焊道中部不做停留,焊接方式为直流脉冲焊、双面焊接成型,钢中薄板正面施焊完毕后需进行反面清根处理,然后再进行反面焊接;d、5%Ni钢中薄板焊前不预热,各焊道层间温度控制在150℃以下。能确保立对

一种用于薄板对接形式的焊接装置及方法.pdf
本发明公开一种用于薄板对接形式的焊接装置及方法,具有上带动力传动系统和下带动力传动系统,所述上带动力传动系统具有上导轨,上导轨上设有上支臂,上支臂的下端设有上压紧轮轴承,上压紧轮轴承上设有上压紧轮,上导轨上还设有焊接机构和送丝机构;所述下带动力传动系统具有与上导轨相对设置的下导轨,下导轨上设有下支臂,下肢臂的上端设有下压紧轮轴承,下压紧轮轴承上设有与上压紧轮相对设置的下压紧轮,薄板的对接处置于上压紧轮和下压紧轮之间。该方法使用方便,设备维护简单,制造成本低。
一种薄壁管对接焊的定位装置及焊接方法.pdf
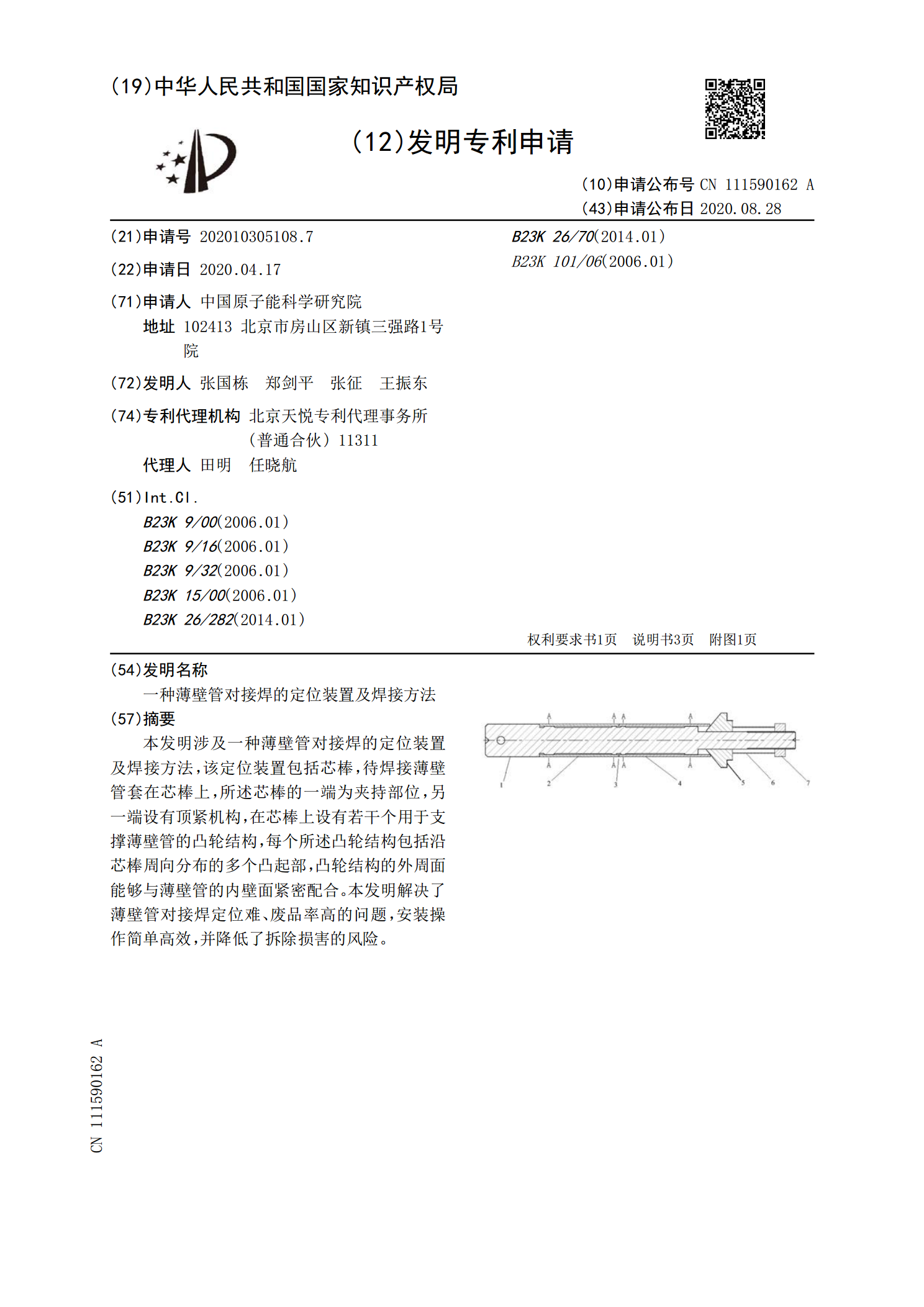
本发明涉及一种薄壁管对接焊的定位装置及焊接方法,该定位装置包括芯棒,待焊接薄壁管套在芯棒上,所述芯棒的一端为夹持部位,另一端设有顶紧机构,在芯棒上设有若干个用于支撑薄壁管的凸轮结构,每个所述凸轮结构包括沿芯棒周向分布的多个凸起部,凸轮结构的外周面能够与薄壁管的内壁面紧密配合。本发明解决了薄壁管对接焊定位难、废品率高的问题,安装操作简单高效,并降低了拆除损害的风险。