
一种消除带钢局部反翘的方法.pdf

是你****晨呀

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除带钢局部反翘的方法.pdf
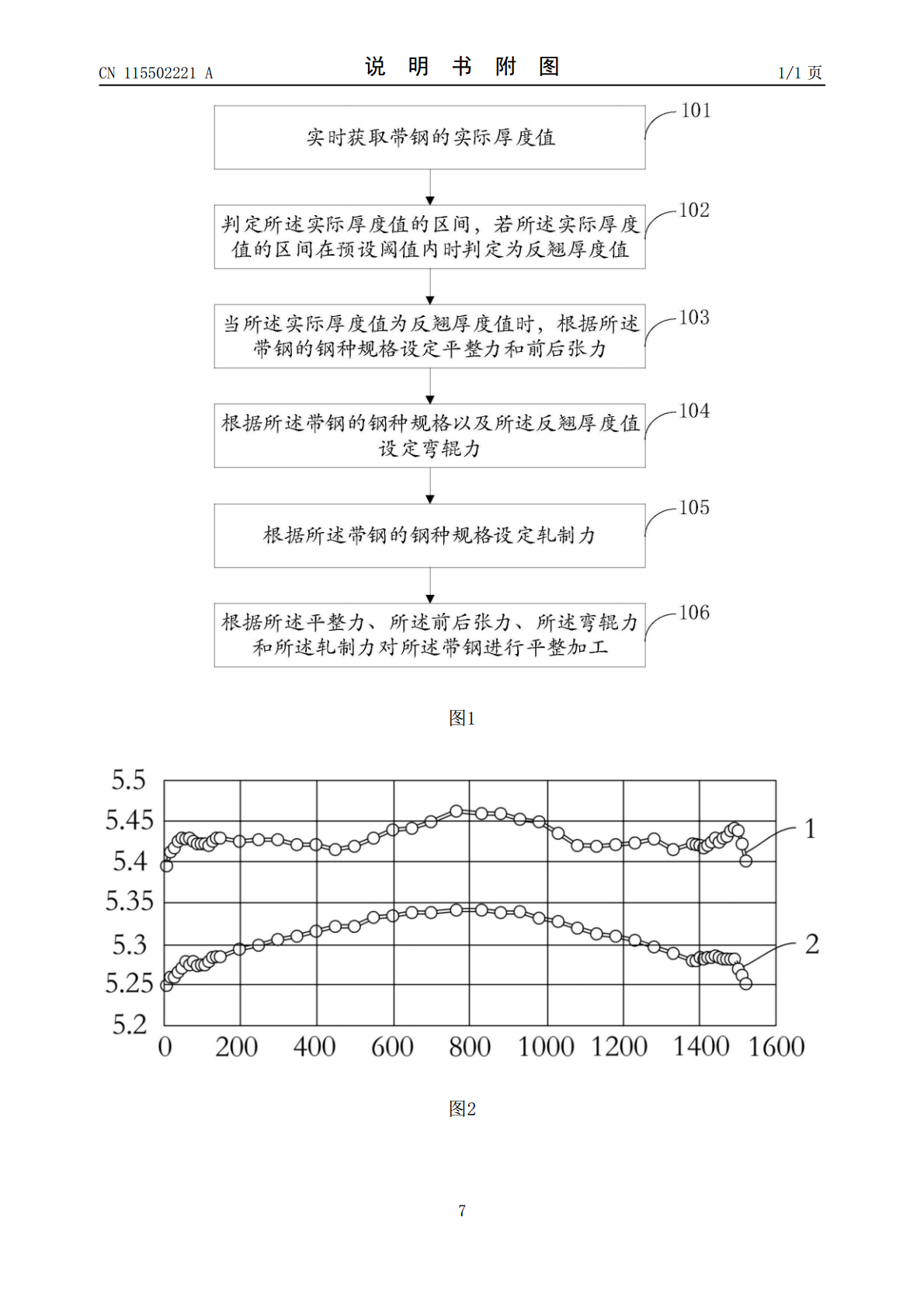
本申请涉及轧钢工艺技术领域,揭示了一种消除带钢局部反翘的方法。该方法包括:实时获取带钢的实际厚度值;判定实际厚度值的区间,若局部的实际厚度值的区间在预设阈值内时判定为反翘厚度值;当实际厚度值为反翘厚度值时,根据带钢的钢种规格设定平整力和前后张力;根据带钢的钢种规格以及反翘厚度值设定弯辊力;根据带钢的钢种规格设定轧制力;根据平整力、前后张力、弯辊力和轧制力对带钢进行平整加工。进一步提高带钢横断面轮廓质量,防止下工序冷轧生产过程中出现起筋问题,减少本工序废品率。

一种热轧带钢穿带时产生翘头的消除方法.pdf
本发明公开了一种热轧带钢穿带时产生翘头的消除方法,包含控制带钢上下表面的温差,其中,所述控制带钢上下表面的温差包含控制带钢的加热炉出炉温度的上下表面温差和控制精除鳞延时开启。本发明提供的热轧带钢穿带时产生翘头的消除方法,通过控制中间坯的上下表面温差、精轧穿带速度、精轧各机架负荷分配系数、轧辊辊温以及精轧轧辊磨削精度的改善和精轧各机架板型设定参数的优化调整,消除了薄规格带钢在精轧穿带时头部飞翘的问题。
消除热连轧带钢边部翘皮缺陷的方法及该方法生产的带钢.pdf
本发明属于炼钢技术领域,具体涉及一种消除热连轧带钢边部翘皮缺陷的方法及该方法生产的带钢。将连铸坯置于步进式加热炉中加热,在1220‑1270℃保温50‑80min;铸坯出炉后采用除鳞箱除鳞,进入粗轧机轧制,开轧温度1100℃‑1150℃,粗轧轧制5~7道次,其中前2个道次不投入粗轧除鳞水,以获得较高的中间坯温度,使整个粗轧阶段中间坯温度均处于塑性区,粗轧第2道次之后粗轧除鳞水全部投入,消除中间坯表面氧化铁皮;随后进入精轧机组轧制,终轧温度850℃‑930℃;层流冷却后卷取,卷取温度500℃‑750℃,最终
一种带钢抖动消除装置和消除方法.pdf
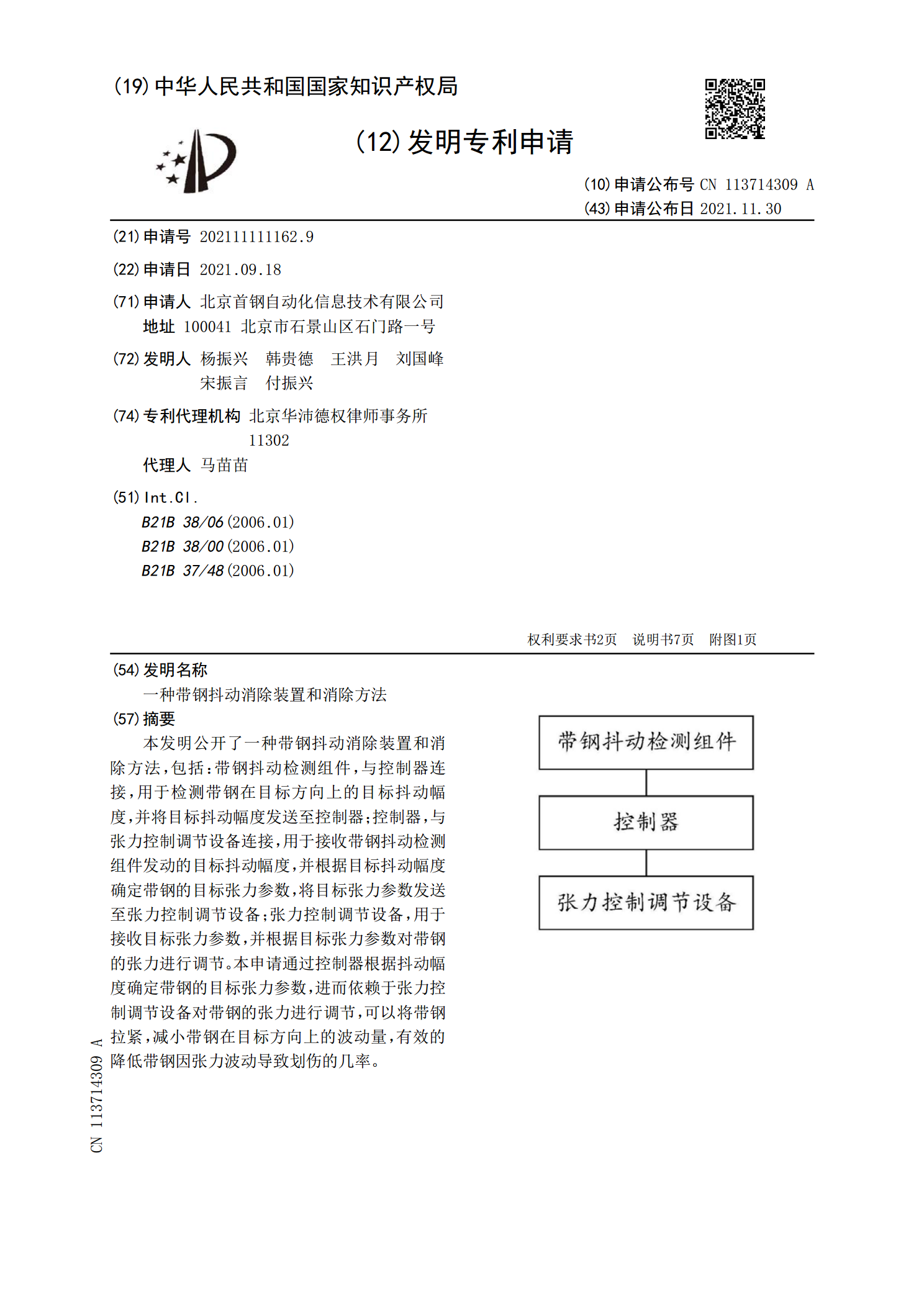
本发明公开了一种带钢抖动消除装置和消除方法,包括:带钢抖动检测组件,与控制器连接,用于检测带钢在目标方向上的目标抖动幅度,并将目标抖动幅度发送至控制器;控制器,与张力控制调节设备连接,用于接收带钢抖动检测组件发动的目标抖动幅度,并根据目标抖动幅度确定带钢的目标张力参数,将目标张力参数发送至张力控制调节设备;张力控制调节设备,用于接收目标张力参数,并根据目标张力参数对带钢的张力进行调节。本申请通过控制器根据抖动幅度确定带钢的目标张力参数,进而依赖于张力控制调节设备对带钢的张力进行调节,可以将带钢拉紧,减小带
一种消除带钢头部折痕的方法.pdf
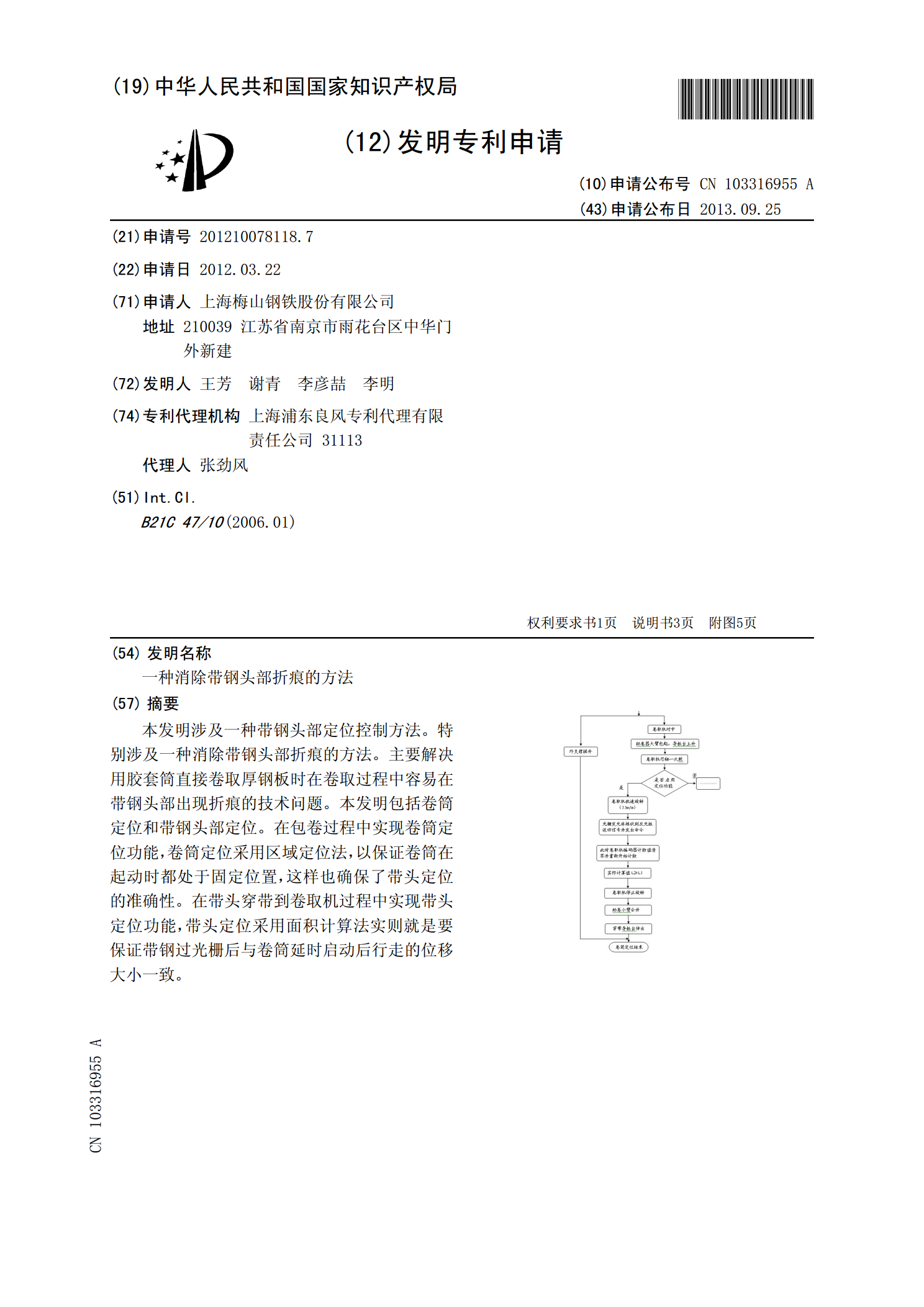
本发明涉及一种带钢头部定位控制方法。特别涉及一种消除带钢头部折痕的方法。主要解决用胶套筒直接卷取厚钢板时在卷取过程中容易在带钢头部出现折痕的技术问题。本发明包括卷筒定位和带钢头部定位。在包卷过程中实现卷筒定位功能,卷筒定位采用区域定位法,以保证卷筒在起动时都处于固定位置,这样也确保了带头定位的准确性。在带头穿带到卷取机过程中实现带头定位功能,带头定位采用面积计算法实则就是要保证带钢过光栅后与卷筒延时启动后行走的位移大小一致。