
一种热轧带钢穿带时产生翘头的消除方法.pdf

雨巷****凝海

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热轧带钢穿带时产生翘头的消除方法.pdf
本发明公开了一种热轧带钢穿带时产生翘头的消除方法,包含控制带钢上下表面的温差,其中,所述控制带钢上下表面的温差包含控制带钢的加热炉出炉温度的上下表面温差和控制精除鳞延时开启。本发明提供的热轧带钢穿带时产生翘头的消除方法,通过控制中间坯的上下表面温差、精轧穿带速度、精轧各机架负荷分配系数、轧辊辊温以及精轧轧辊磨削精度的改善和精轧各机架板型设定参数的优化调整,消除了薄规格带钢在精轧穿带时头部飞翘的问题。
一种热轧带钢生产精轧翘头控制方法.pdf
一种热轧带钢翘头控制方法,包括下述步骤:(1)利用精轧除鳞前下喷水改善厚度方向温度差异,开启精轧除鳞前的下喷水,以降低带钢下表温度,减少前机架的翘头发生,(2)轧制时空过F2~F4间的一个机架。由于带钢在高温下热量的损失以热辐射为主,中间坯在辊道上传输时,上表热辐射损失大于下表面,容易造成中间坯下表面温度高于上表面,就会导致轧制过程中带钢下表延伸大于上表,出现翘头现象。根据本发明,采用开启精轧除鳞前的下喷水以降低带钢下表温度,减少前机架的翘头发生。
一种消除带钢局部反翘的方法.pdf
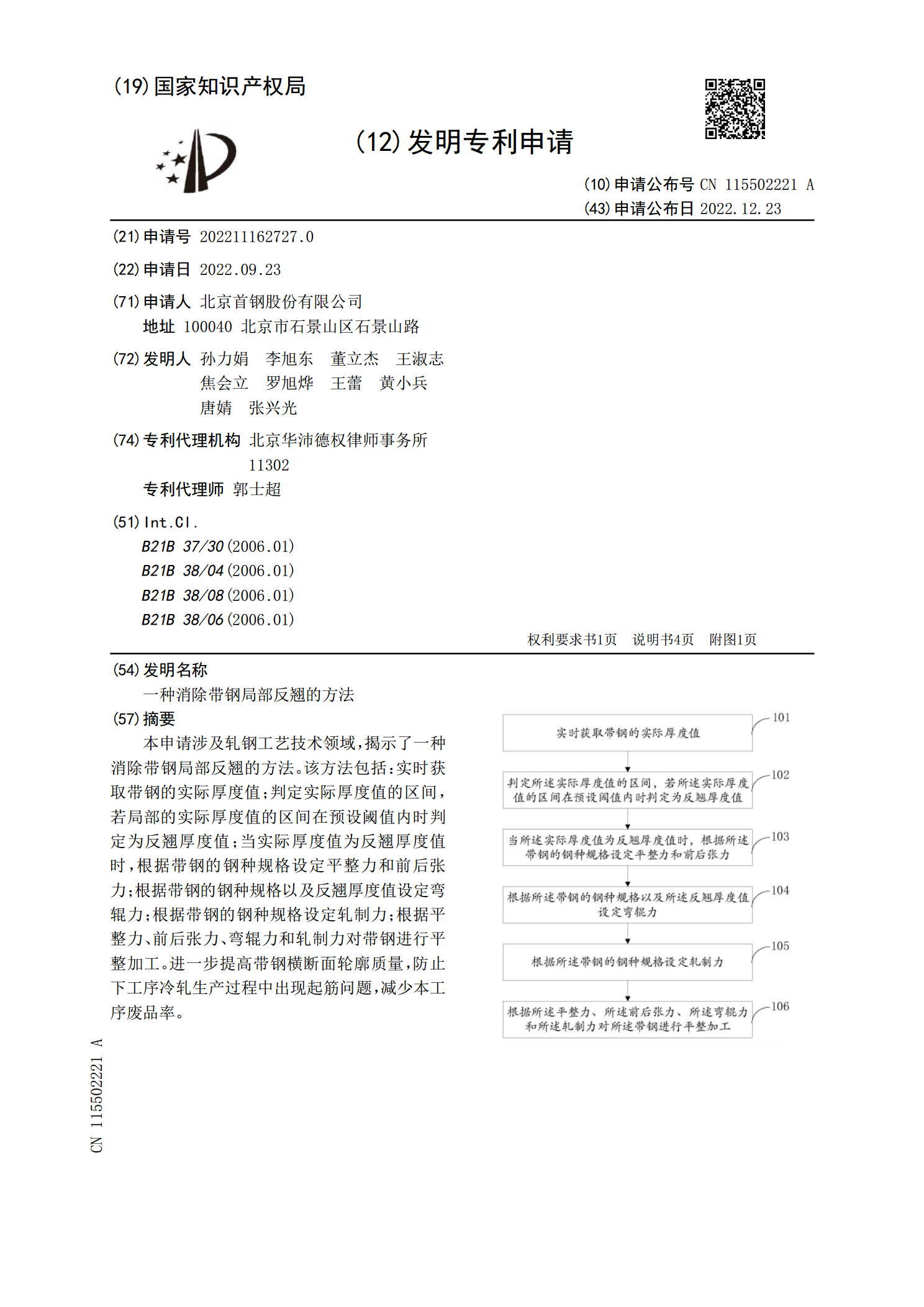
本申请涉及轧钢工艺技术领域,揭示了一种消除带钢局部反翘的方法。该方法包括:实时获取带钢的实际厚度值;判定实际厚度值的区间,若局部的实际厚度值的区间在预设阈值内时判定为反翘厚度值;当实际厚度值为反翘厚度值时,根据带钢的钢种规格设定平整力和前后张力;根据带钢的钢种规格以及反翘厚度值设定弯辊力;根据带钢的钢种规格设定轧制力;根据平整力、前后张力、弯辊力和轧制力对带钢进行平整加工。进一步提高带钢横断面轮廓质量,防止下工序冷轧生产过程中出现起筋问题,减少本工序废品率。

一种消除热轧带钢纵向条纹缺陷的方法.pdf
本发明公开了一种消除热轧带钢纵向条纹缺陷的方法,通过降低砂轮转速、增加粗磨及精磨阶段轧辊转速、降低第一半精磨阶段轧辊转速、增加第二半精磨及第三半精磨阶段轧辊转速、降低托板速度、降低砂轮与辊面接触压力及增加精磨道次数量,可以彻底消除磨削工艺中F4~F6工作辊上的砂轮印痕迹,达到良好的效果。同时,通过将精轧机组末机架工作辊CVC辊型曲线半径差控制在≤0.75mm的范围内(可选0.625mm),实现了提高磨削效率。且本发明还具有操作简便、效果显著、精确度高的特点,为生产高等级表面质量要求的汽车板和家电板等冷轧产
一种将翘头带钢引入卷筒钳口的方法.pdf
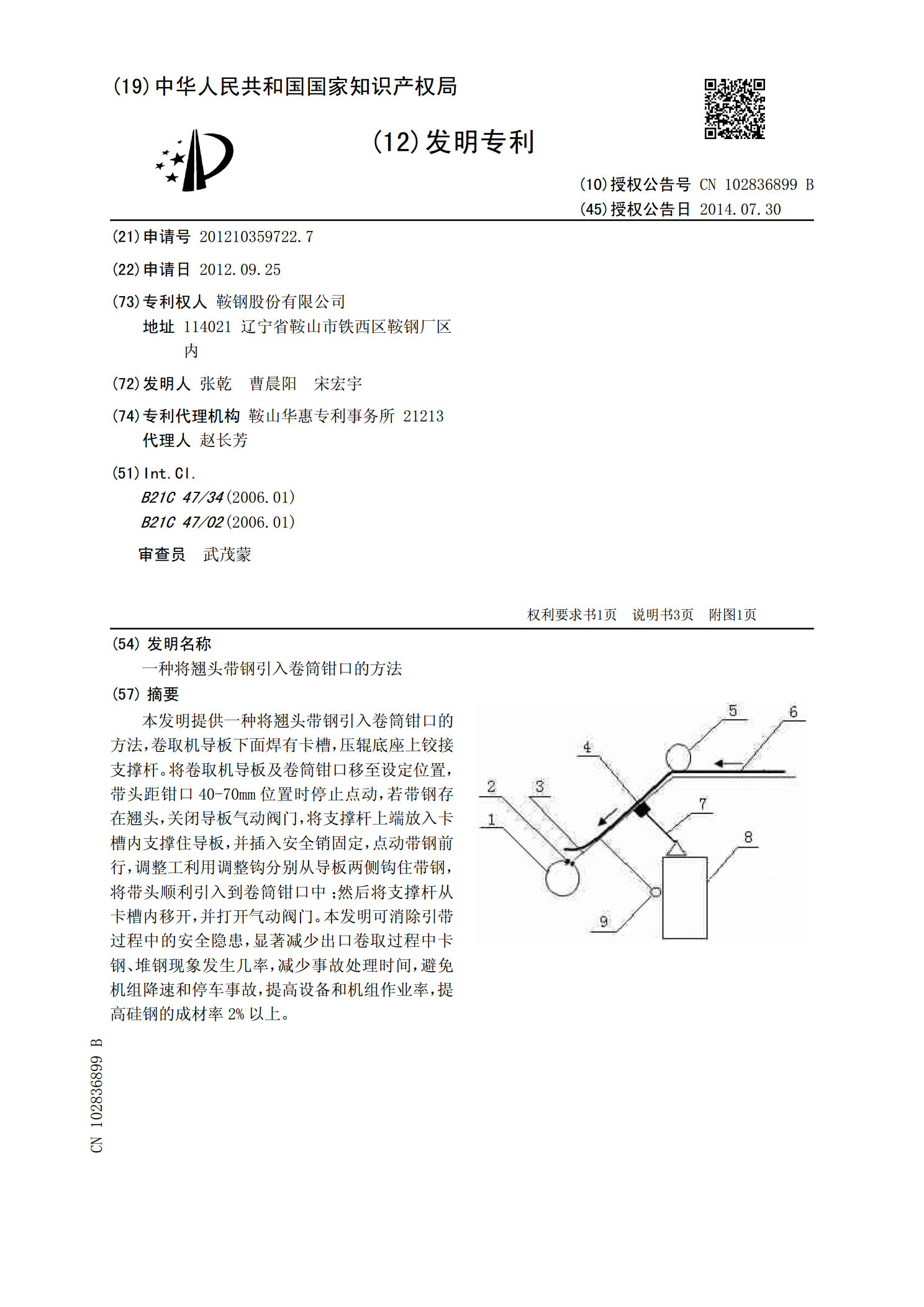
本发明提供一种将翘头带钢引入卷筒钳口的方法,卷取机导板下面焊有卡槽,压辊底座上铰接支撑杆。将卷取机导板及卷筒钳口移至设定位置,带头距钳口40-70mm位置时停止点动,若带钢存在翘头,关闭导板气动阀门,将支撑杆上端放入卡槽内支撑住导板,并插入安全销固定,点动带钢前行,调整工利用调整钩分别从导板两侧钩住带钢,将带头顺利引入到卷筒钳口中;然后将支撑杆从卡槽内移开,并打开气动阀门。本发明可消除引带过程中的安全隐患,显著减少出口卷取过程中卡钢、堆钢现象发生几率,减少事故处理时间,避免机组降速和停车事故,提高设备和机