
一种消除带钢头部折痕的方法.pdf

一条****ee

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除带钢头部折痕的方法.pdf
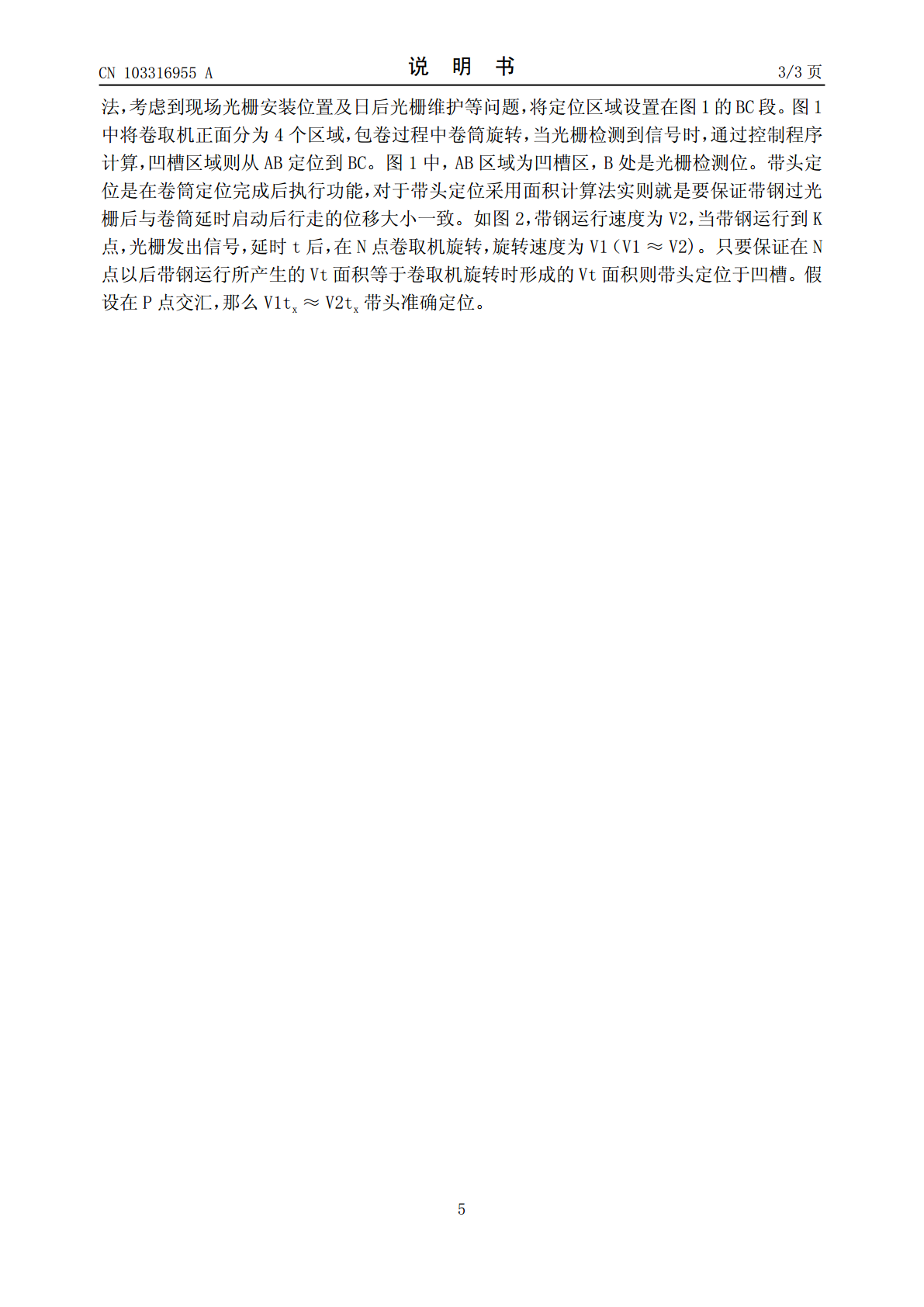
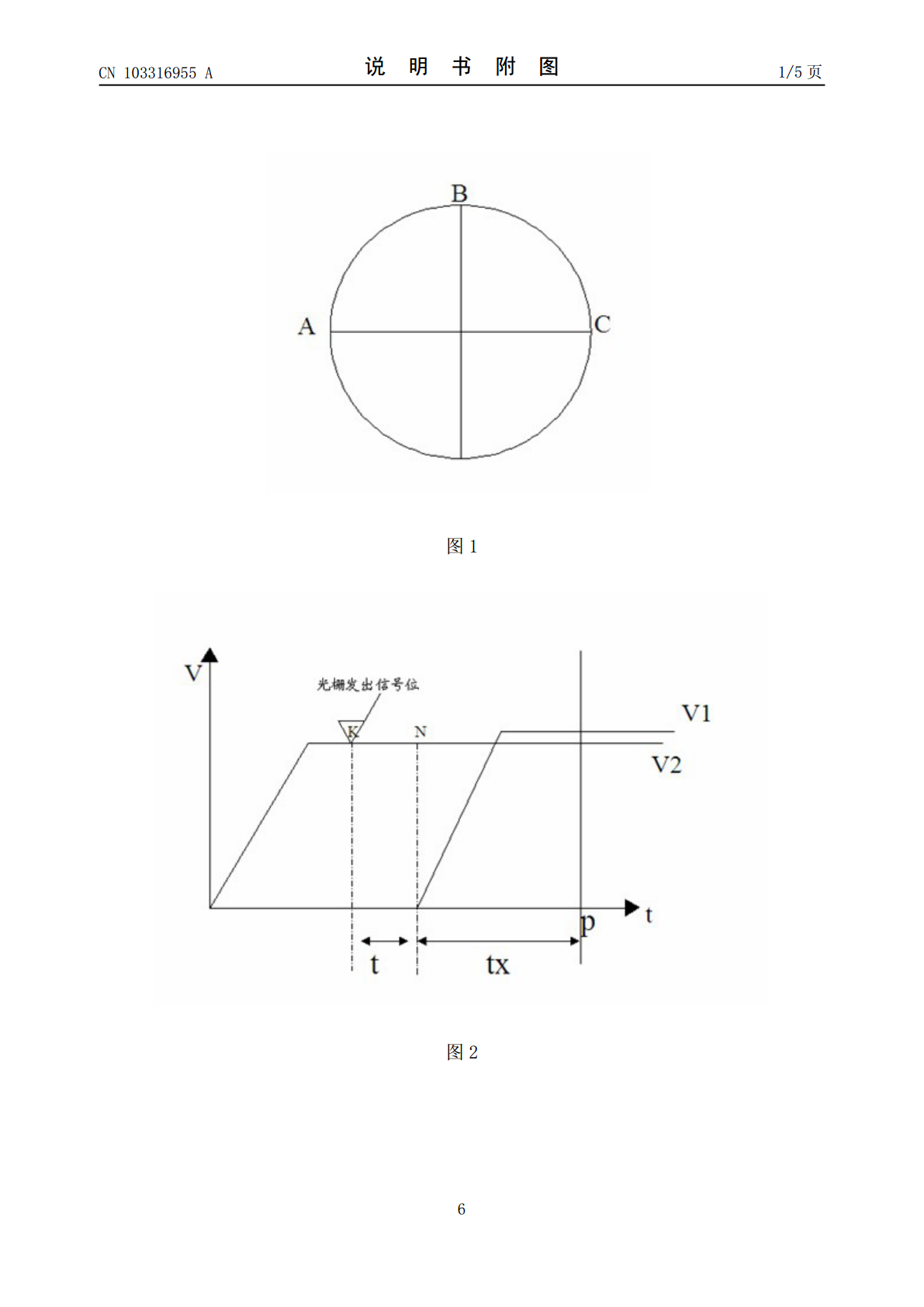
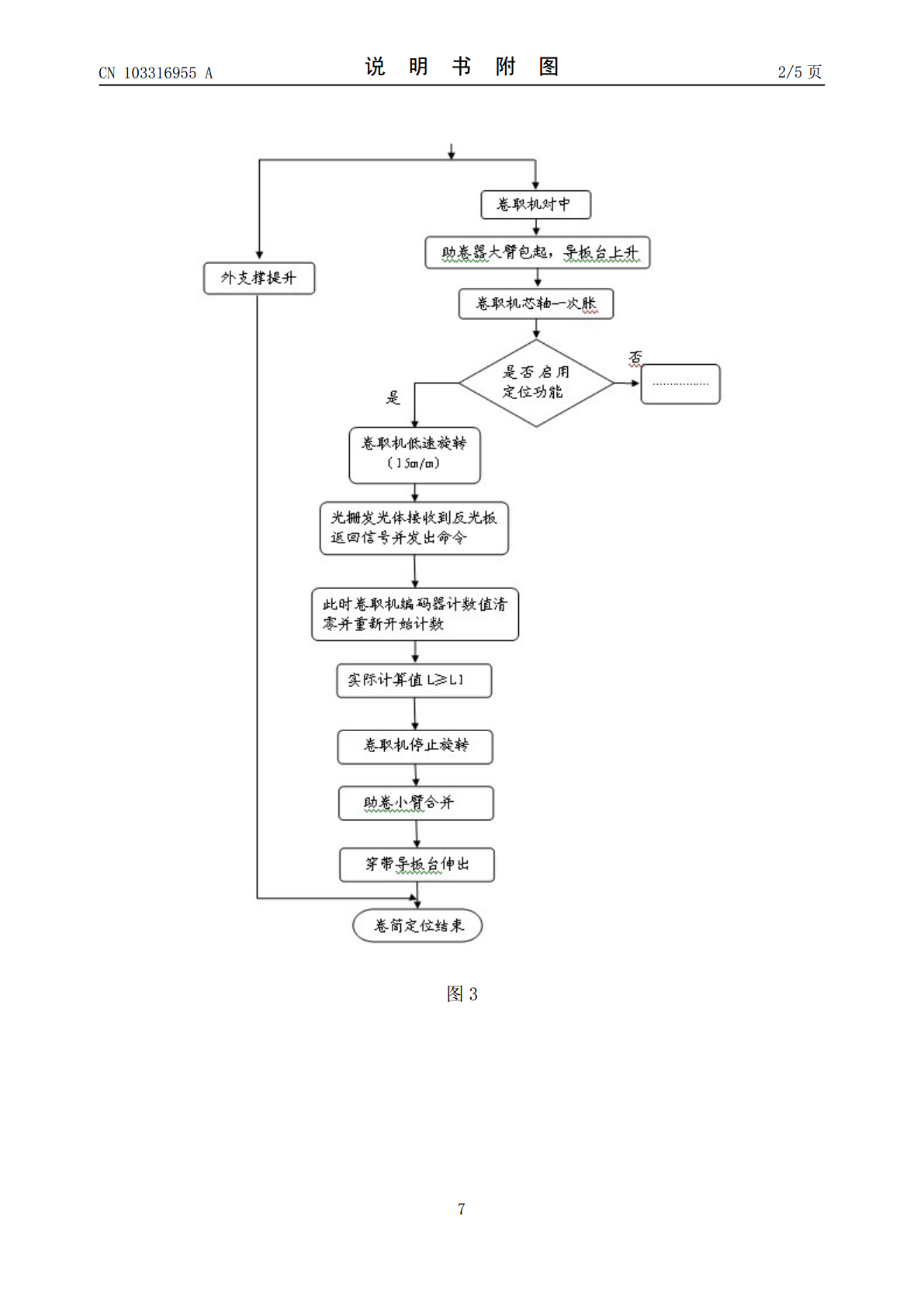
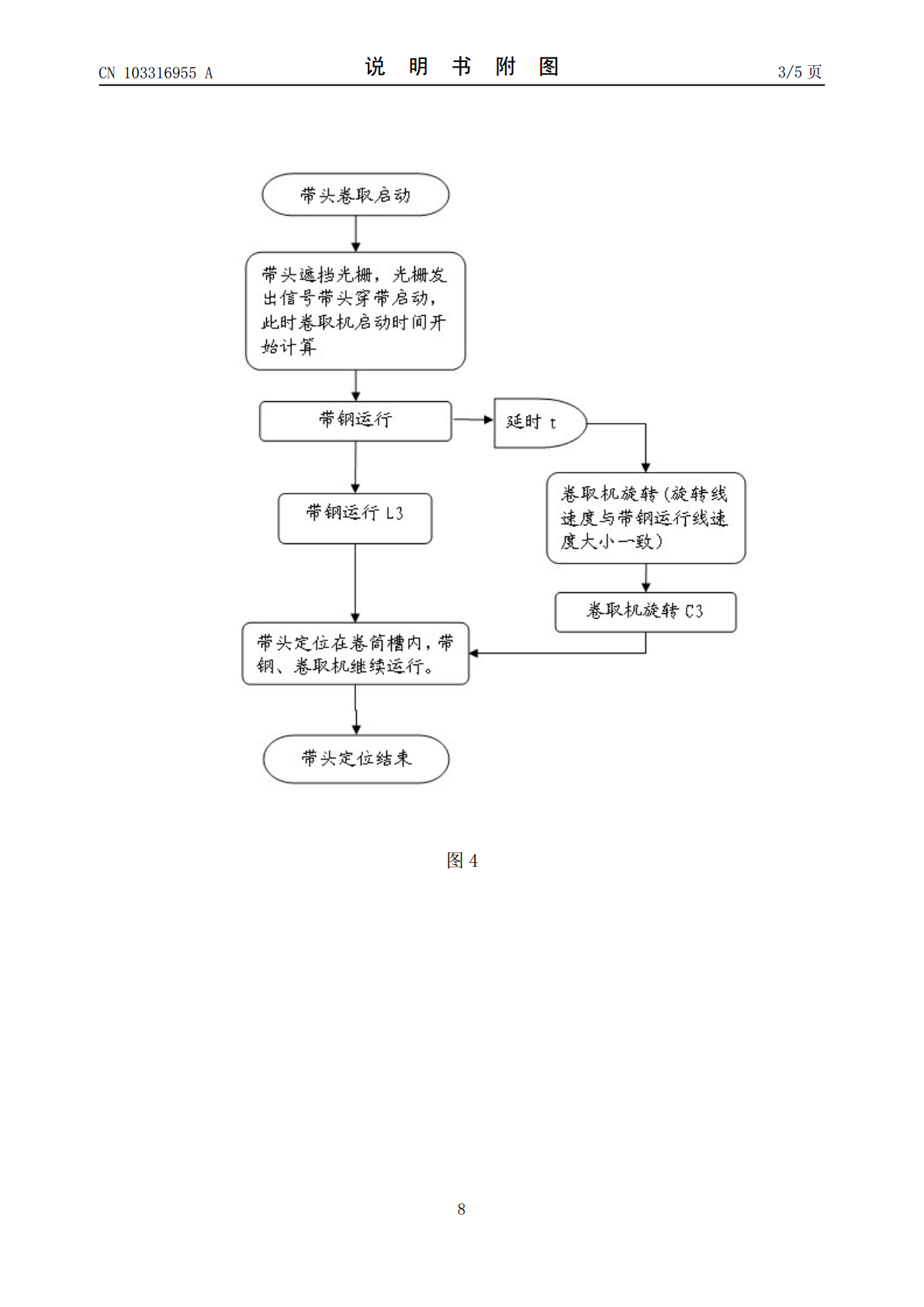
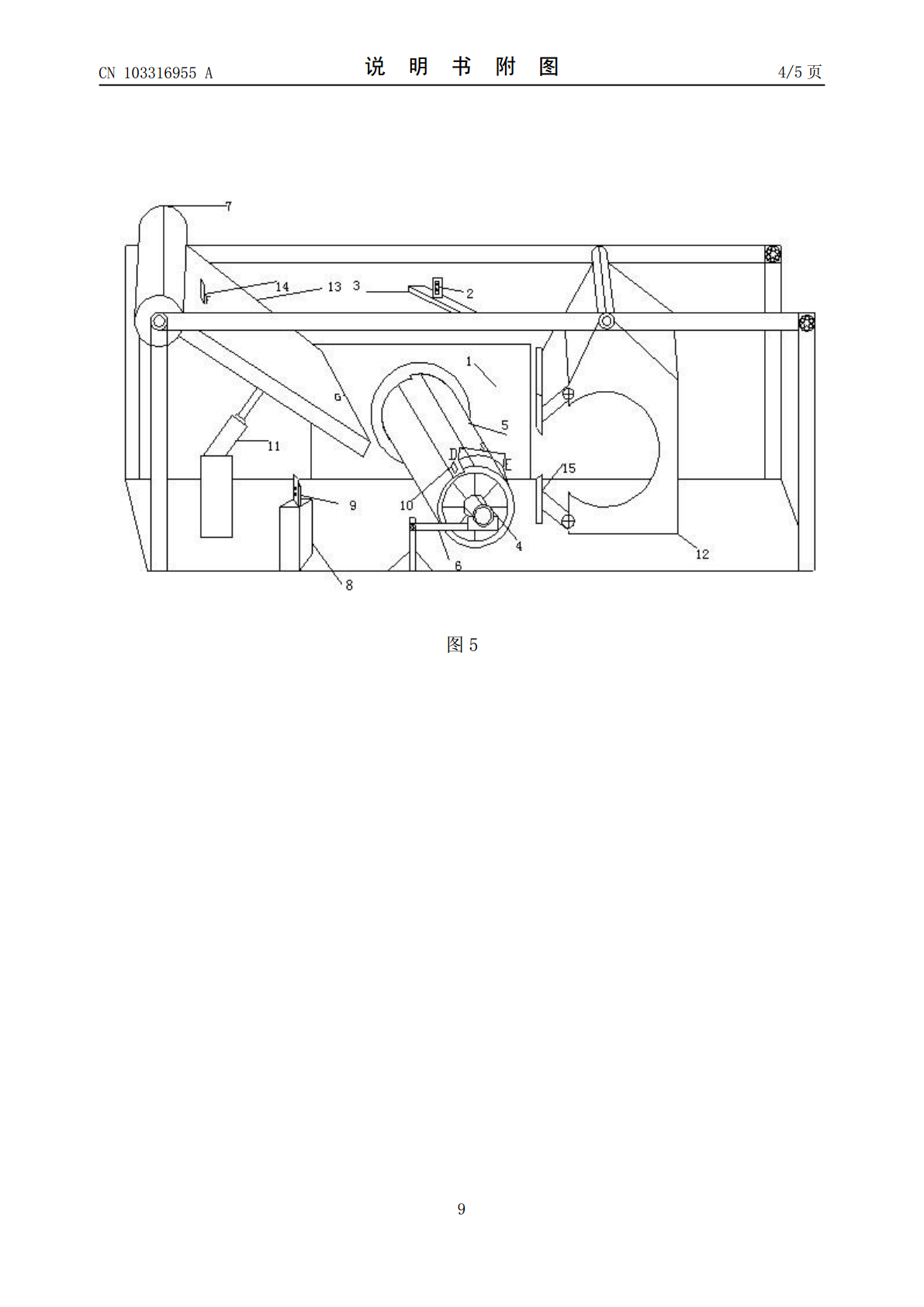
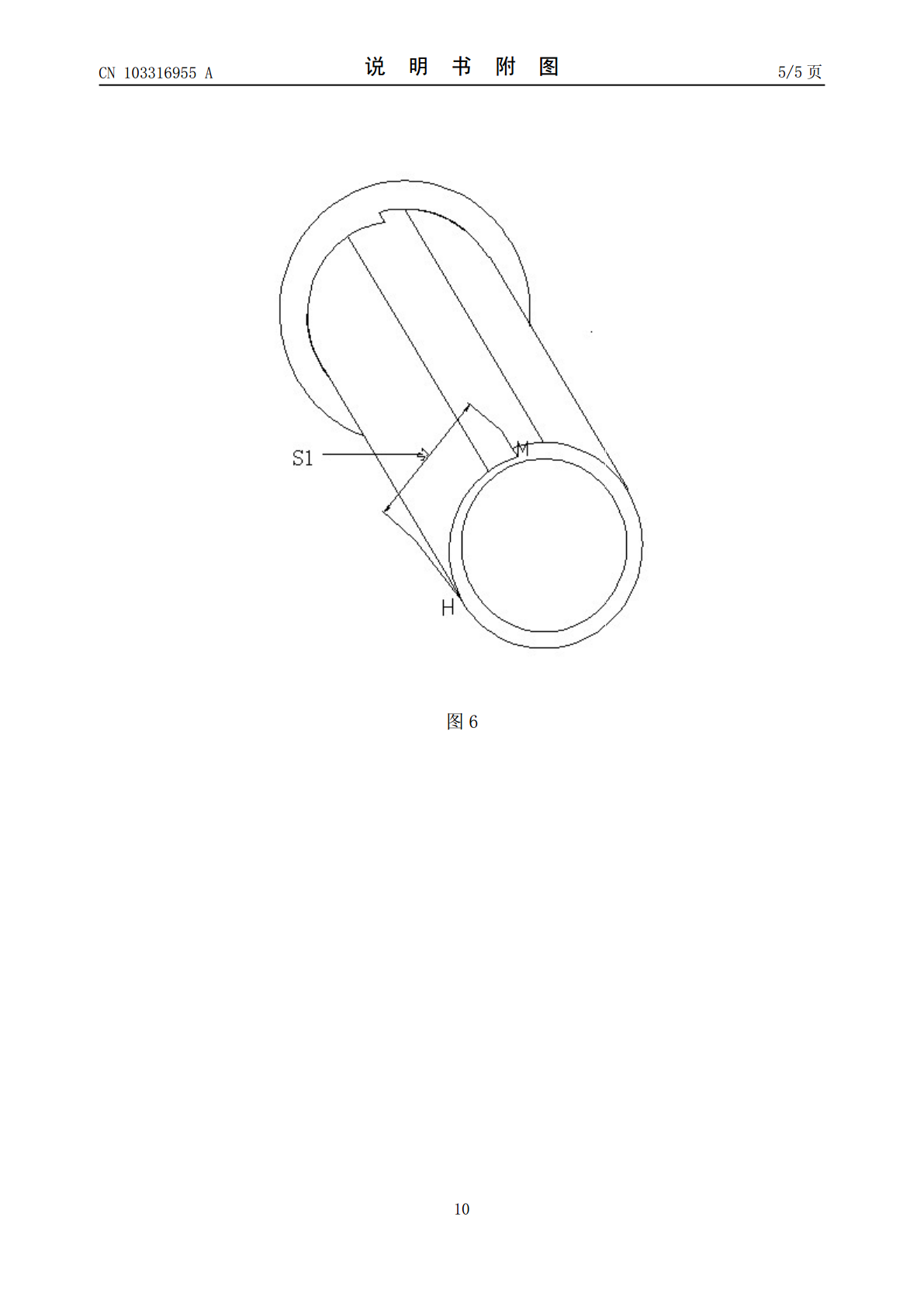
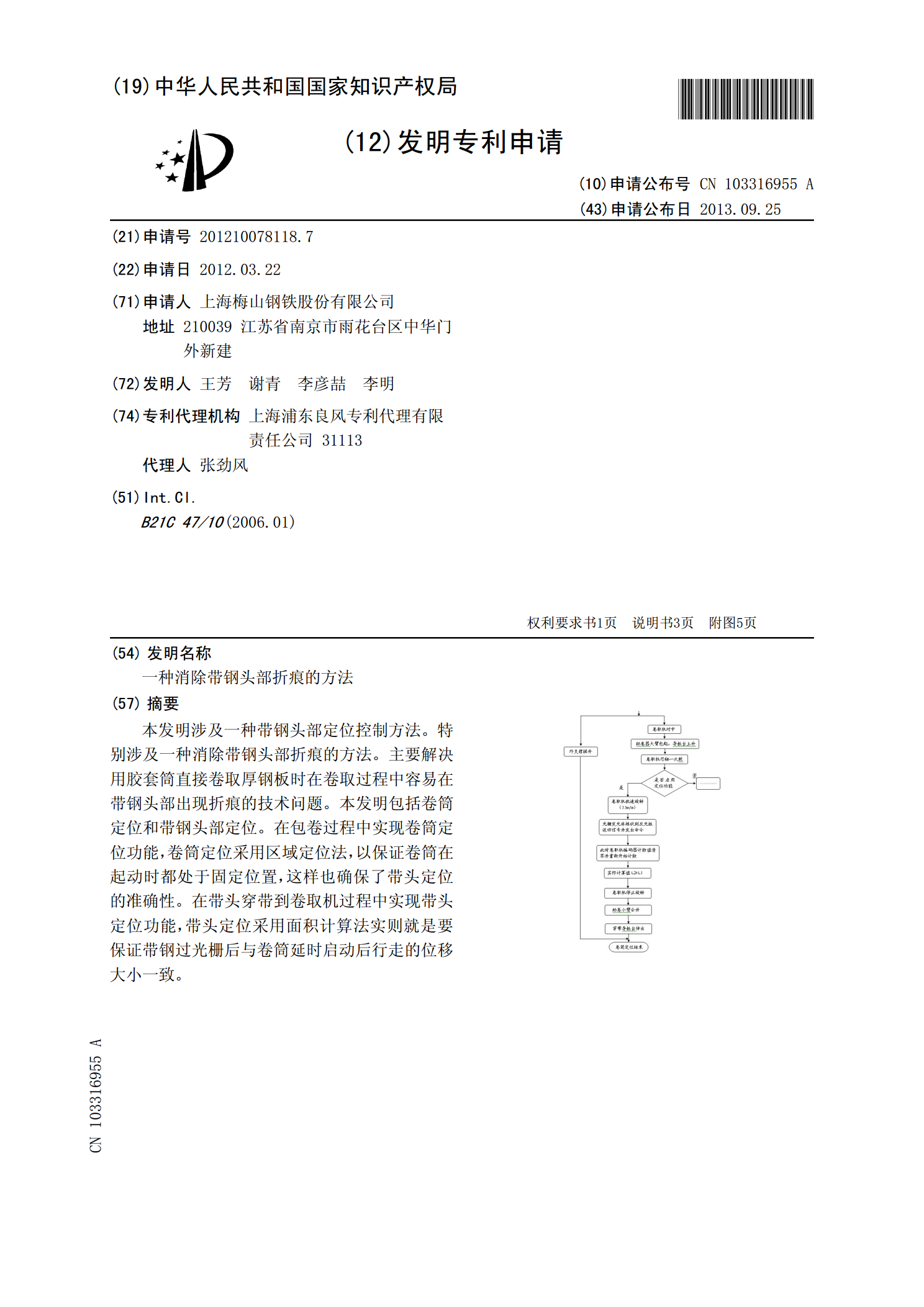
本发明涉及一种带钢头部定位控制方法。特别涉及一种消除带钢头部折痕的方法。主要解决用胶套筒直接卷取厚钢板时在卷取过程中容易在带钢头部出现折痕的技术问题。本发明包括卷筒定位和带钢头部定位。在包卷过程中实现卷筒定位功能,卷筒定位采用区域定位法,以保证卷筒在起动时都处于固定位置,这样也确保了带头定位的准确性。在带头穿带到卷取机过程中实现带头定位功能,带头定位采用面积计算法实则就是要保证带钢过光栅后与卷筒延时启动后行走的位移大小一致。
一种带钢抖动消除装置和消除方法.pdf
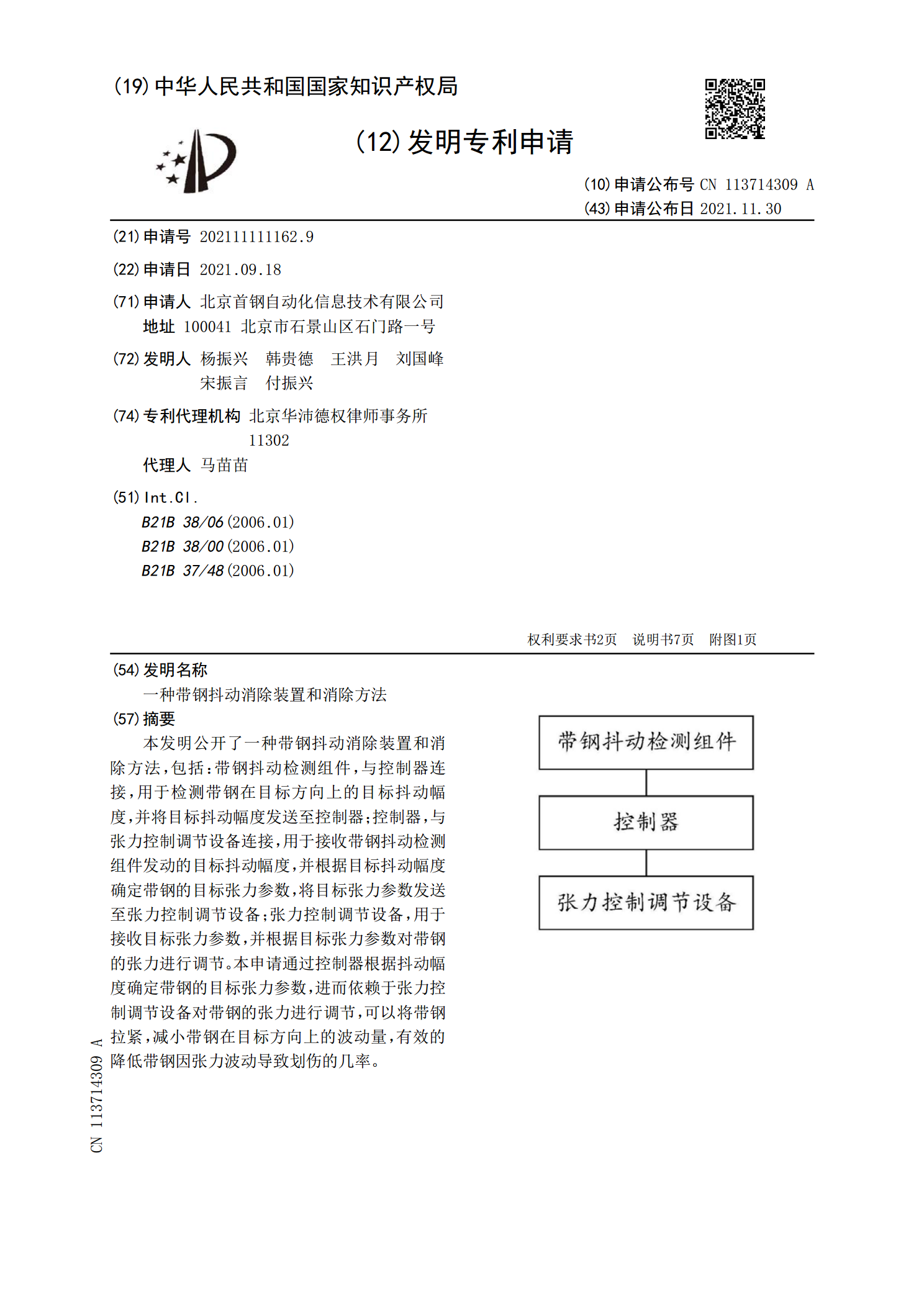
本发明公开了一种带钢抖动消除装置和消除方法,包括:带钢抖动检测组件,与控制器连接,用于检测带钢在目标方向上的目标抖动幅度,并将目标抖动幅度发送至控制器;控制器,与张力控制调节设备连接,用于接收带钢抖动检测组件发动的目标抖动幅度,并根据目标抖动幅度确定带钢的目标张力参数,将目标张力参数发送至张力控制调节设备;张力控制调节设备,用于接收目标张力参数,并根据目标张力参数对带钢的张力进行调节。本申请通过控制器根据抖动幅度确定带钢的目标张力参数,进而依赖于张力控制调节设备对带钢的张力进行调节,可以将带钢拉紧,减小带
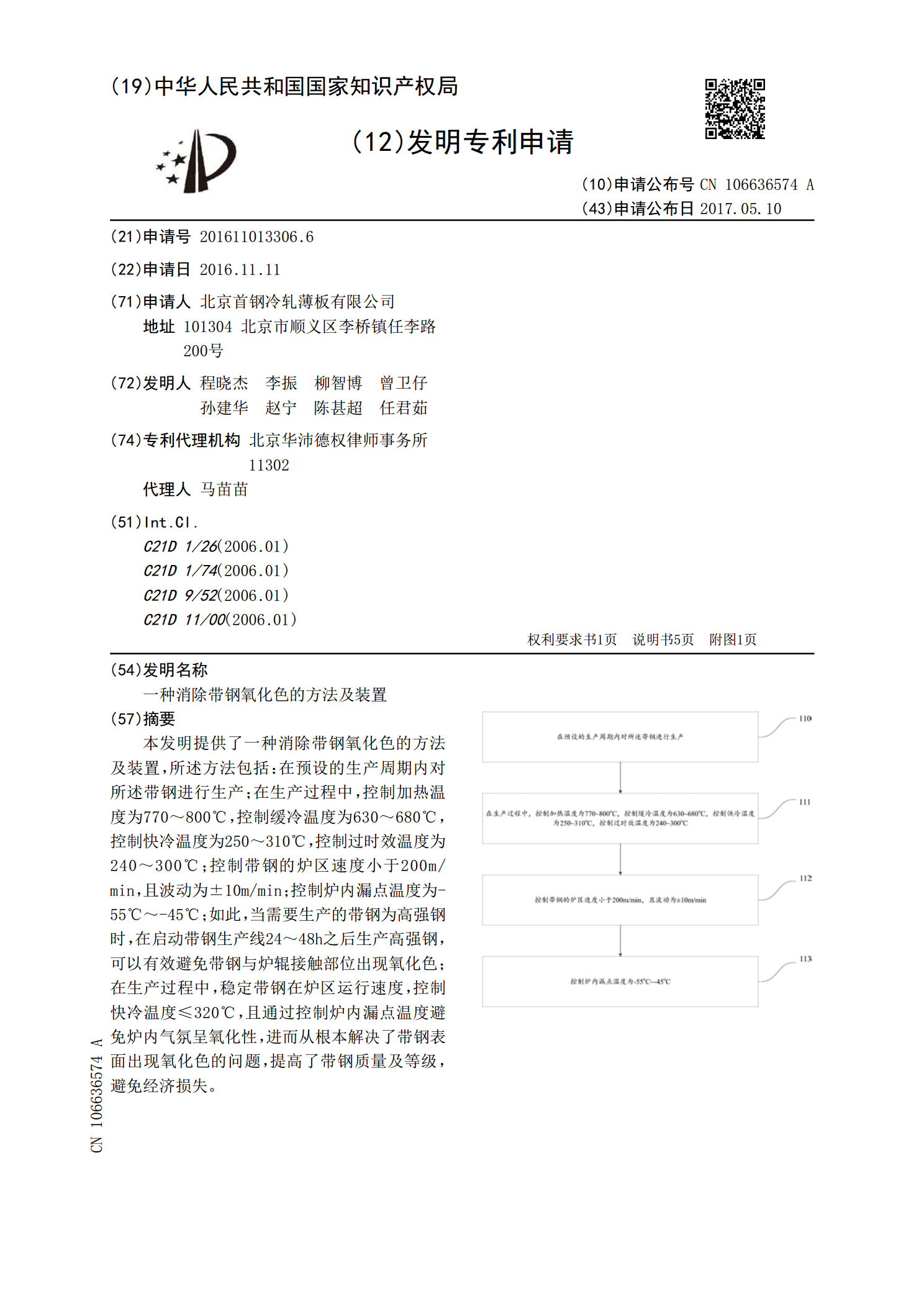
一种消除带钢氧化色的方法及装置.pdf
本发明提供了一种消除带钢氧化色的方法及装置,所述方法包括:在预设的生产周期内对所述带钢进行生产;在生产过程中,控制加热温度为770~800℃,控制缓冷温度为630~680℃,控制快冷温度为250~310℃,控制过时效温度为240~300℃;控制带钢的炉区速度小于200m/min,且波动为±10m/min;控制炉内漏点温度为‑55℃~‑45℃;如此,当需要生产的带钢为高强钢时,在启动带钢生产线24~48h之后生产高强钢,可以有效避免带钢与炉辊接触部位出现氧化色;在生产过程中,稳定带钢在炉区运行速度,控制快冷
一种消除带钢表面亮带的方法.pdf
本发明公开了一种消除带钢表面亮带的方法,属于轧钢技术领域,该方法将带钢的连铸坯放入加热炉,然后依次经粗轧和精轧后,经卷取后即得,其特征在于,粗轧步骤中,第一架粗轧机采用一道次轧制,除鳞开启双排集管,除鳞压力不低于18MPa,第二架粗轧机采用一道次、二道次、三道次和五道次,其中,奇偶道次相配合除鳞,一道次、二道次、三道次和五道次的除鳞压力均不低于18MPa;在精轧步骤中,采用六机架连续轧制,除鳞开启双排集管,除鳞压力均不低于20MPa,该方法通过热轧工艺的合理优化调整,解决了带钢表面亮带的缺陷,为热轧板卷的
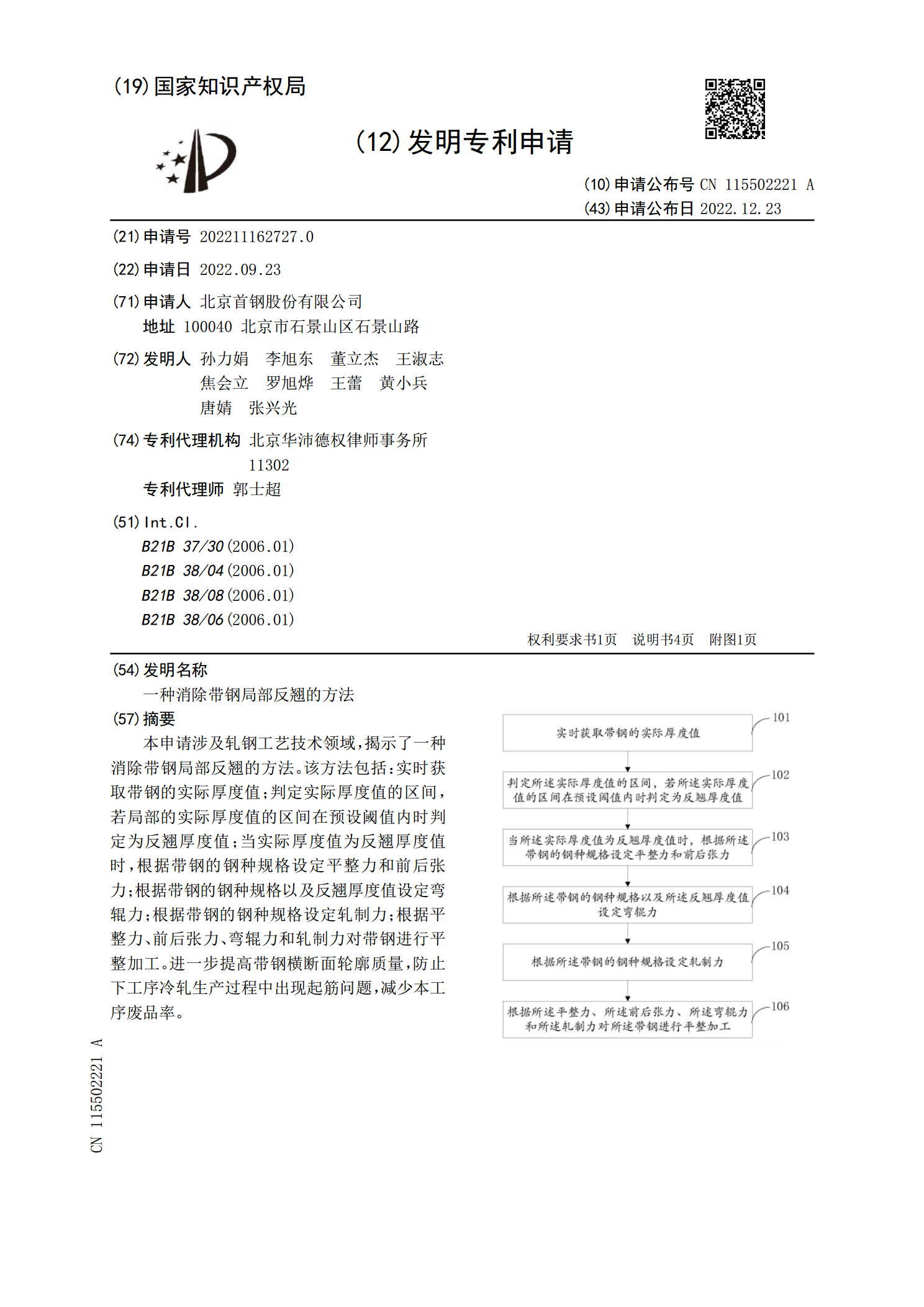
一种消除带钢局部反翘的方法.pdf
本申请涉及轧钢工艺技术领域,揭示了一种消除带钢局部反翘的方法。该方法包括:实时获取带钢的实际厚度值;判定实际厚度值的区间,若局部的实际厚度值的区间在预设阈值内时判定为反翘厚度值;当实际厚度值为反翘厚度值时,根据带钢的钢种规格设定平整力和前后张力;根据带钢的钢种规格以及反翘厚度值设定弯辊力;根据带钢的钢种规格设定轧制力;根据平整力、前后张力、弯辊力和轧制力对带钢进行平整加工。进一步提高带钢横断面轮廓质量,防止下工序冷轧生产过程中出现起筋问题,减少本工序废品率。