
用于箱体零件自动焊接流水生产线的双工位焊接装置.pdf

婀娜****aj

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于箱体零件自动焊接流水生产线的双工位焊接装置.pdf
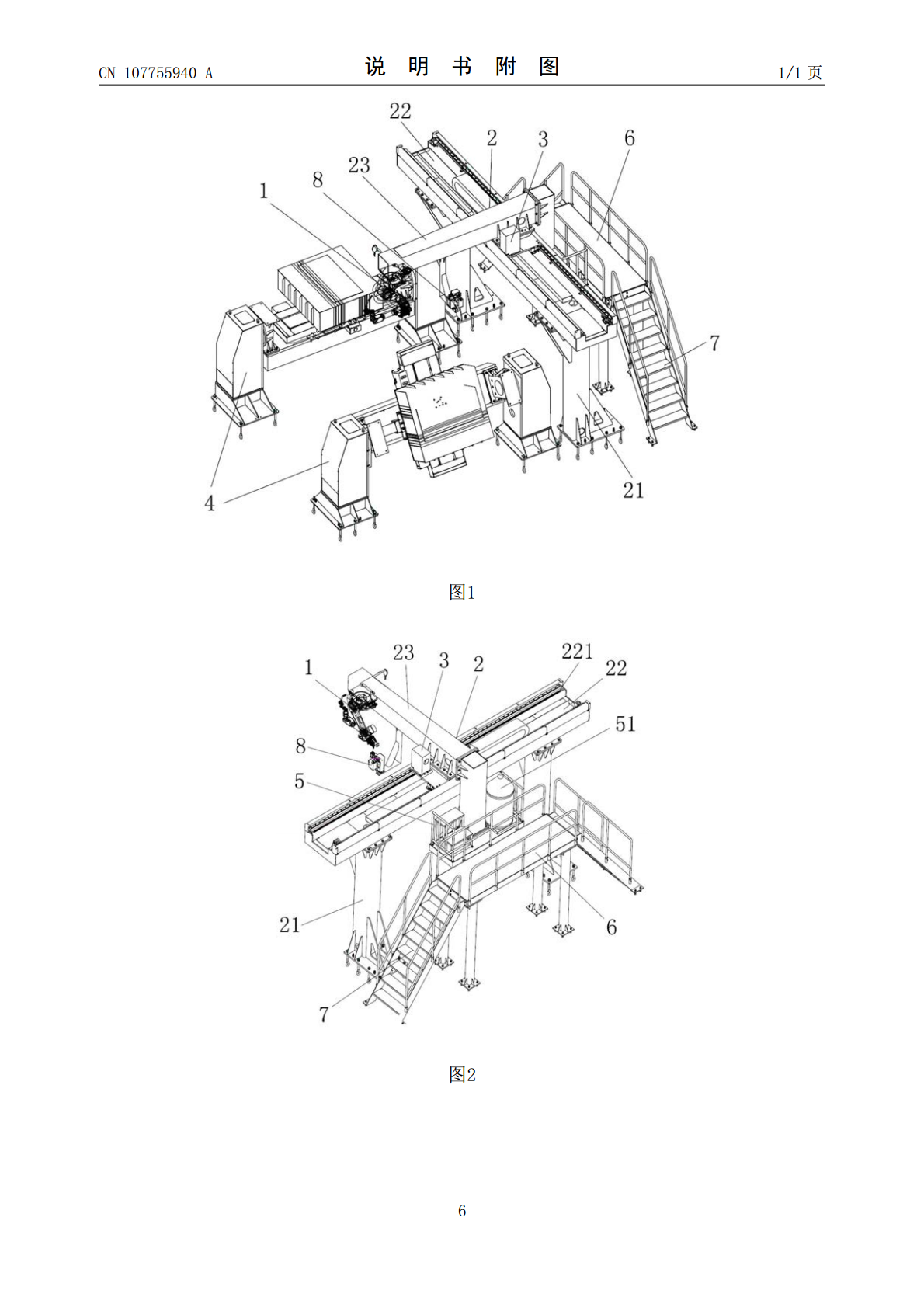
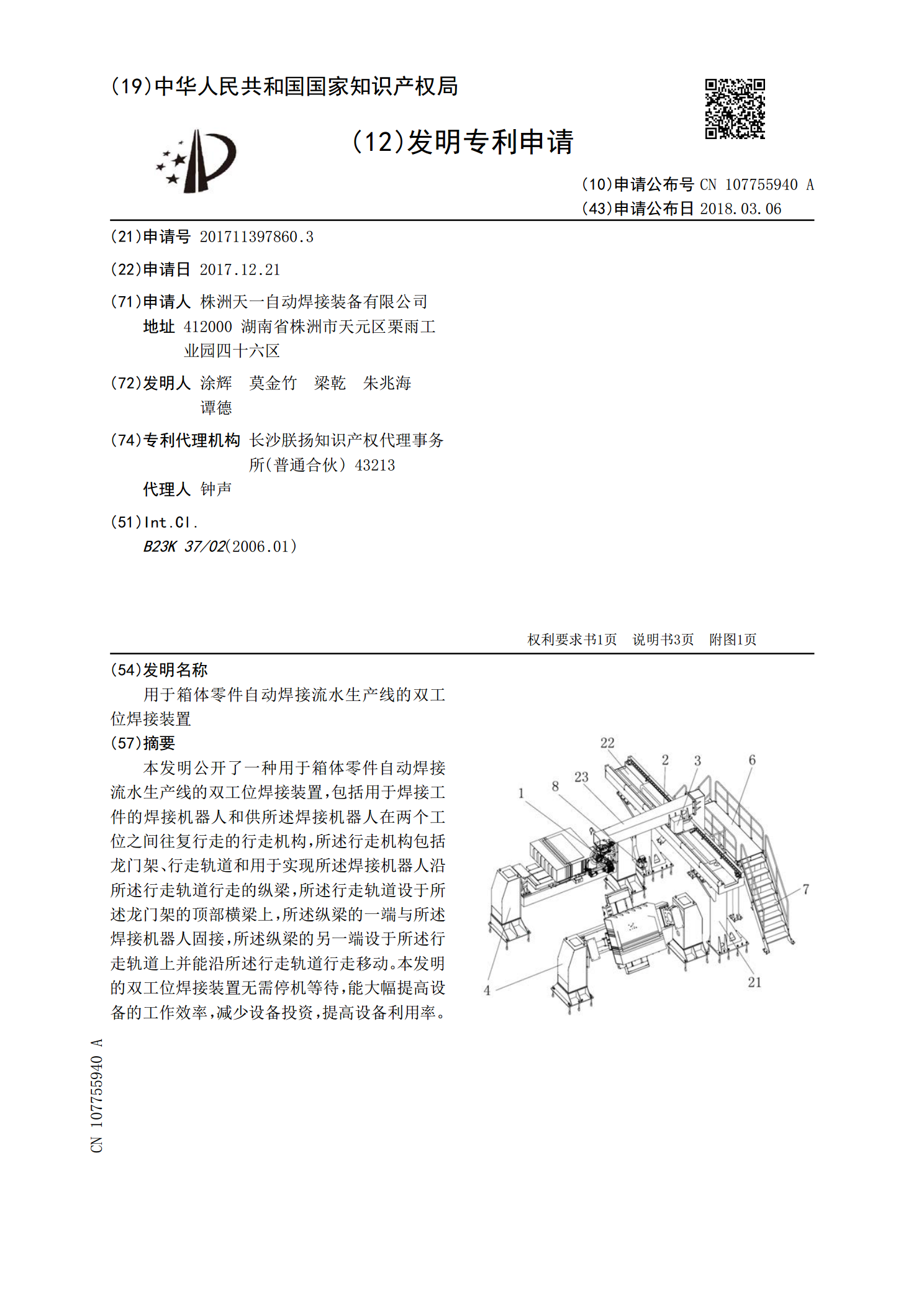
本发明公开了一种用于箱体零件自动焊接流水生产线的双工位焊接装置,包括用于焊接工件的焊接机器人和供所述焊接机器人在两个工位之间往复行走的行走机构,所述行走机构包括龙门架、行走轨道和用于实现所述焊接机器人沿所述行走轨道行走的纵梁,所述行走轨道设于所述龙门架的顶部横梁上,所述纵梁的一端与所述焊接机器人固接,所述纵梁的另一端设于所述行走轨道上并能沿所述行走轨道行走移动。本发明的双工位焊接装置无需停机等待,能大幅提高设备的工作效率,减少设备投资,提高设备利用率。
用于管道自动焊接的装置.pdf
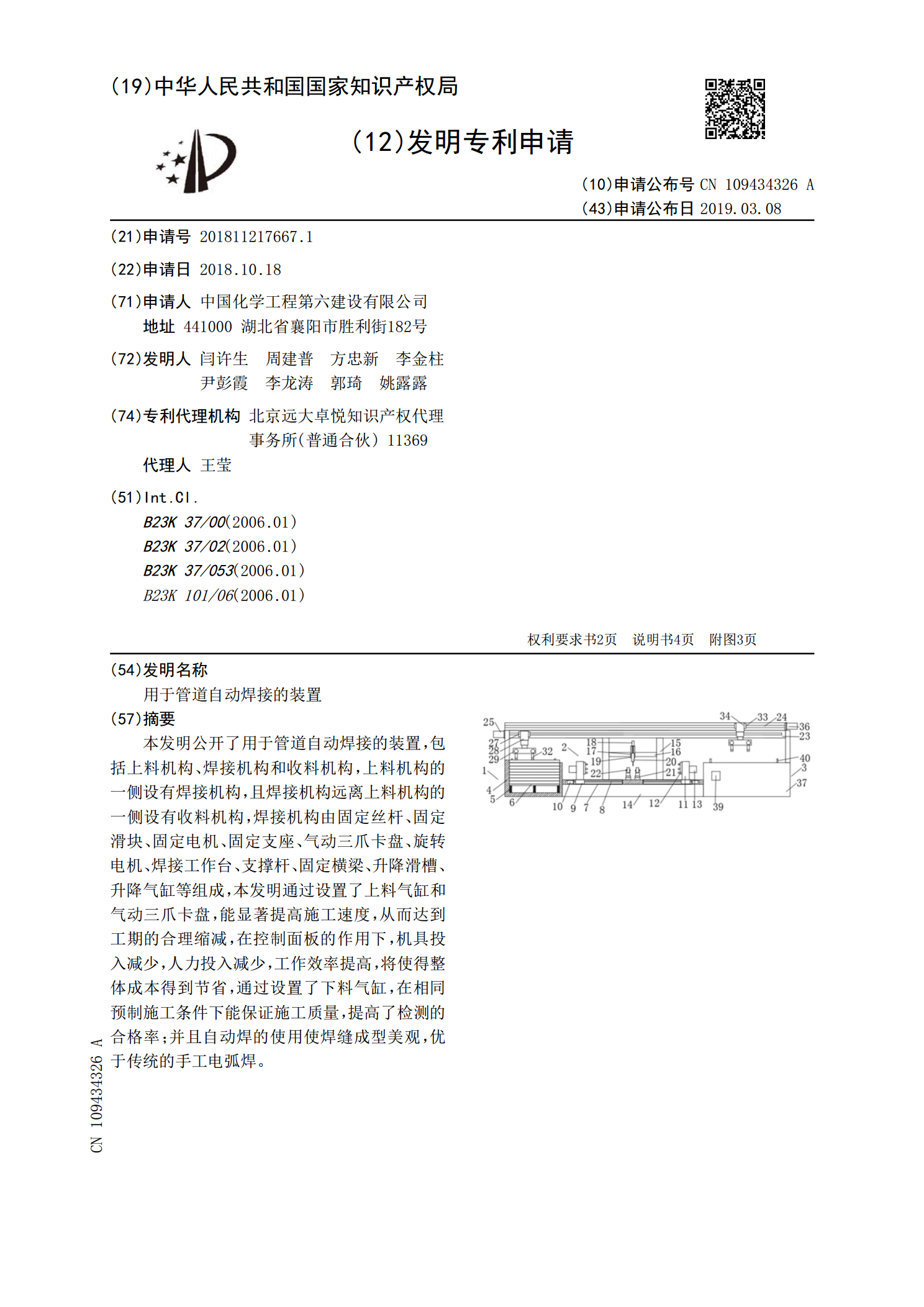
本发明公开了用于管道自动焊接的装置,包括上料机构、焊接机构和收料机构,上料机构的一侧设有焊接机构,且焊接机构远离上料机构的一侧设有收料机构,焊接机构由固定丝杆、固定滑块、固定电机、固定支座、气动三爪卡盘、旋转电机、焊接工作台、支撑杆、固定横梁、升降滑槽、升降气缸等组成,本发明通过设置了上料气缸和气动三爪卡盘,能显著提高施工速度,从而达到工期的合理缩减,在控制面板的作用下,机具投入减少,人力投入减少,工作效率提高,将使得整体成本得到节省,通过设置了下料气缸,在相同预制施工条件下能保证施工质量,提高了检测的合
一种双工位电池壳自动焊接装置及焊接方法.pdf
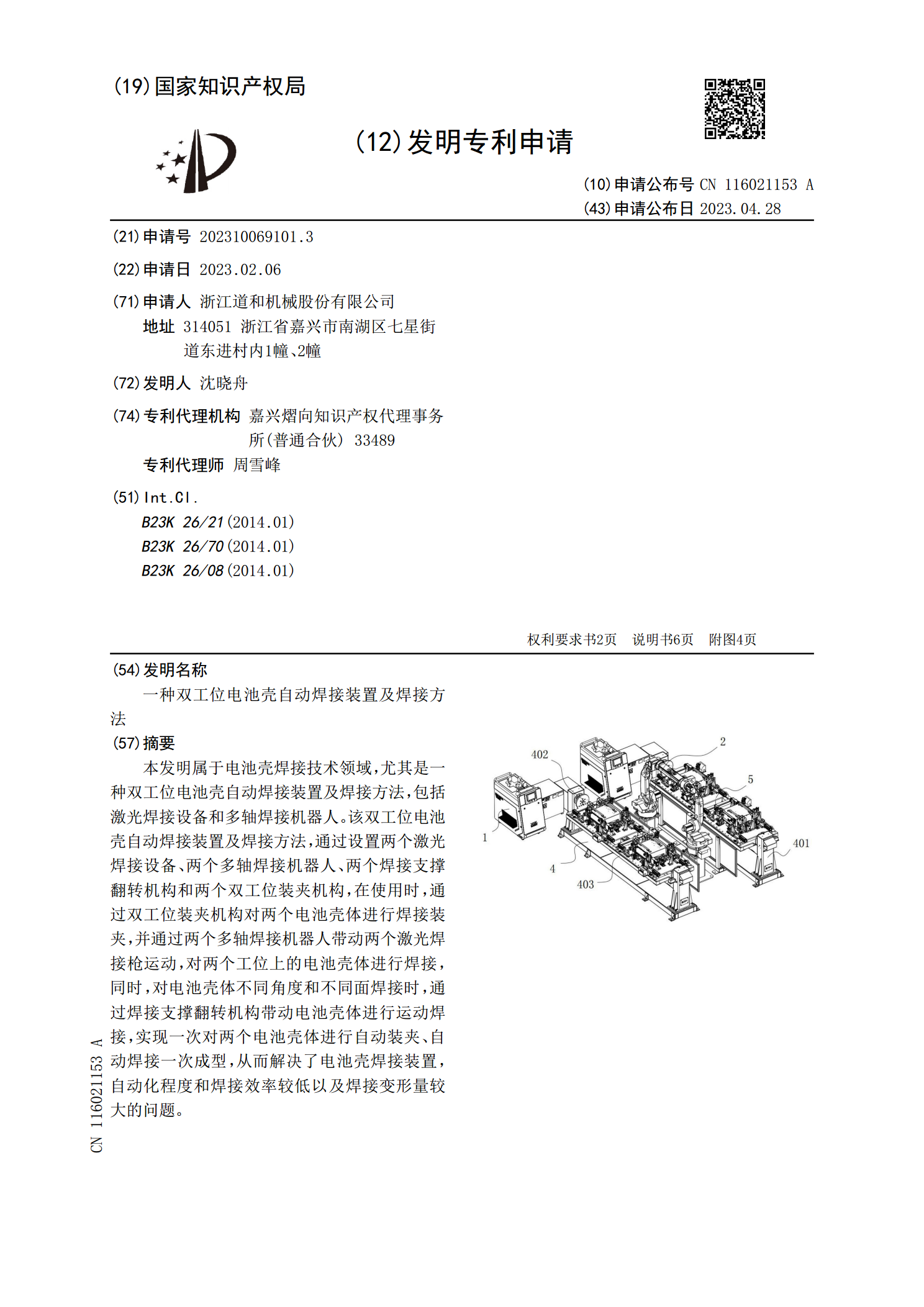
本发明属于电池壳焊接技术领域,尤其是一种双工位电池壳自动焊接装置及焊接方法,包括激光焊接设备和多轴焊接机器人。该双工位电池壳自动焊接装置及焊接方法,通过设置两个激光焊接设备、两个多轴焊接机器人、两个焊接支撑翻转机构和两个双工位装夹机构,在使用时,通过双工位装夹机构对两个电池壳体进行焊接装夹,并通过两个多轴焊接机器人带动两个激光焊接枪运动,对两个工位上的电池壳体进行焊接,同时,对电池壳体不同角度和不同面焊接时,通过焊接支撑翻转机构带动电池壳体进行运动焊接,实现一次对两个电池壳体进行自动装夹、自动焊接一次成型
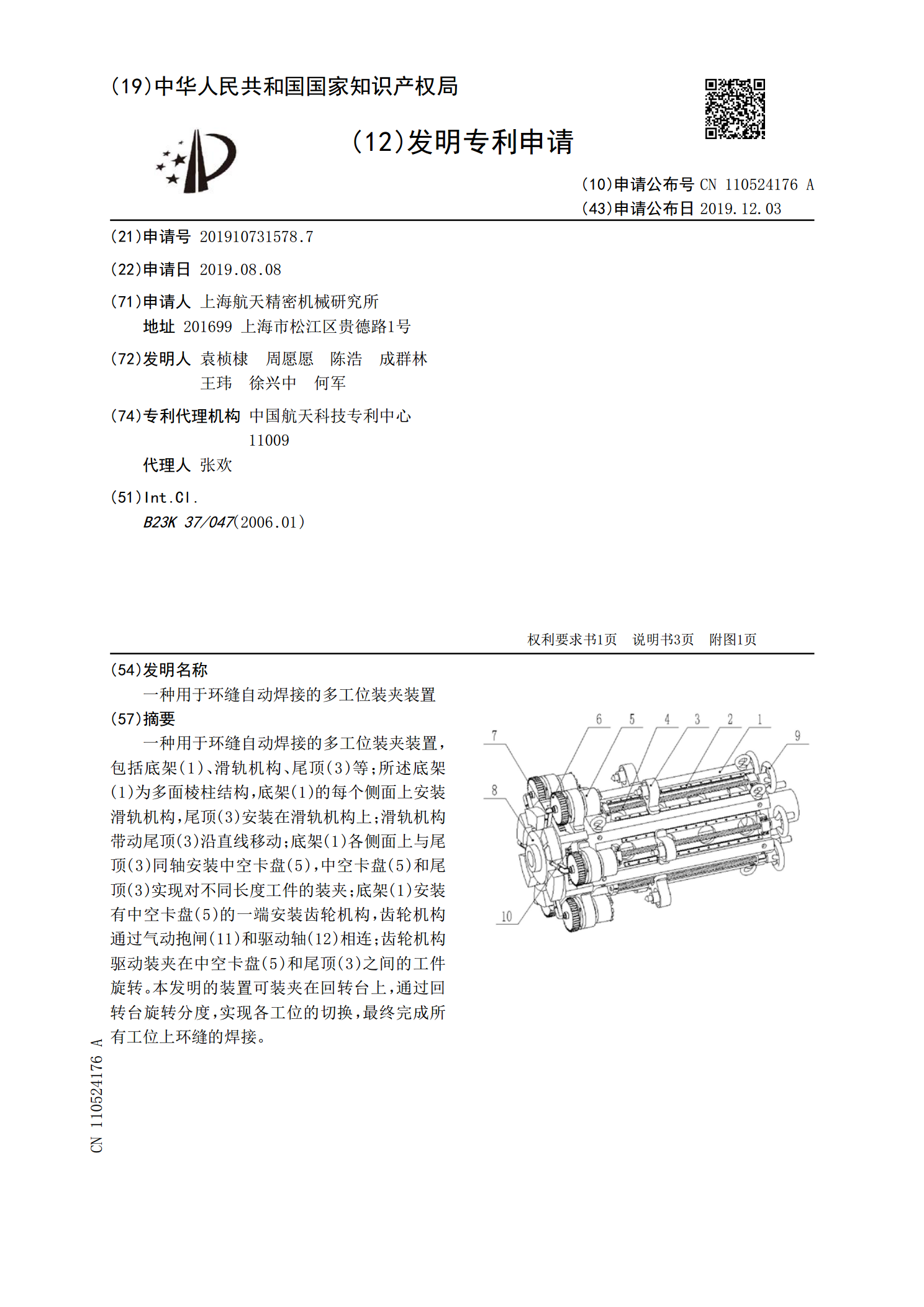
一种用于环缝自动焊接的多工位装夹装置.pdf
一种用于环缝自动焊接的多工位装夹装置,包括底架(1)、滑轨机构、尾顶(3)等;所述底架(1)为多面棱柱结构,底架(1)的每个侧面上安装滑轨机构,尾顶(3)安装在滑轨机构上;滑轨机构带动尾顶(3)沿直线移动;底架(1)各侧面上与尾顶(3)同轴安装中空卡盘(5),中空卡盘(5)和尾顶(3)实现对不同长度工件的装夹;底架(1)安装有中空卡盘(5)的一端安装齿轮机构,齿轮机构通过气动抱闸(11)和驱动轴(12)相连;齿轮机构驱动装夹在中空卡盘(5)和尾顶(3)之间的工件旋转。本发明的装置可装夹在回转台上,通过回转
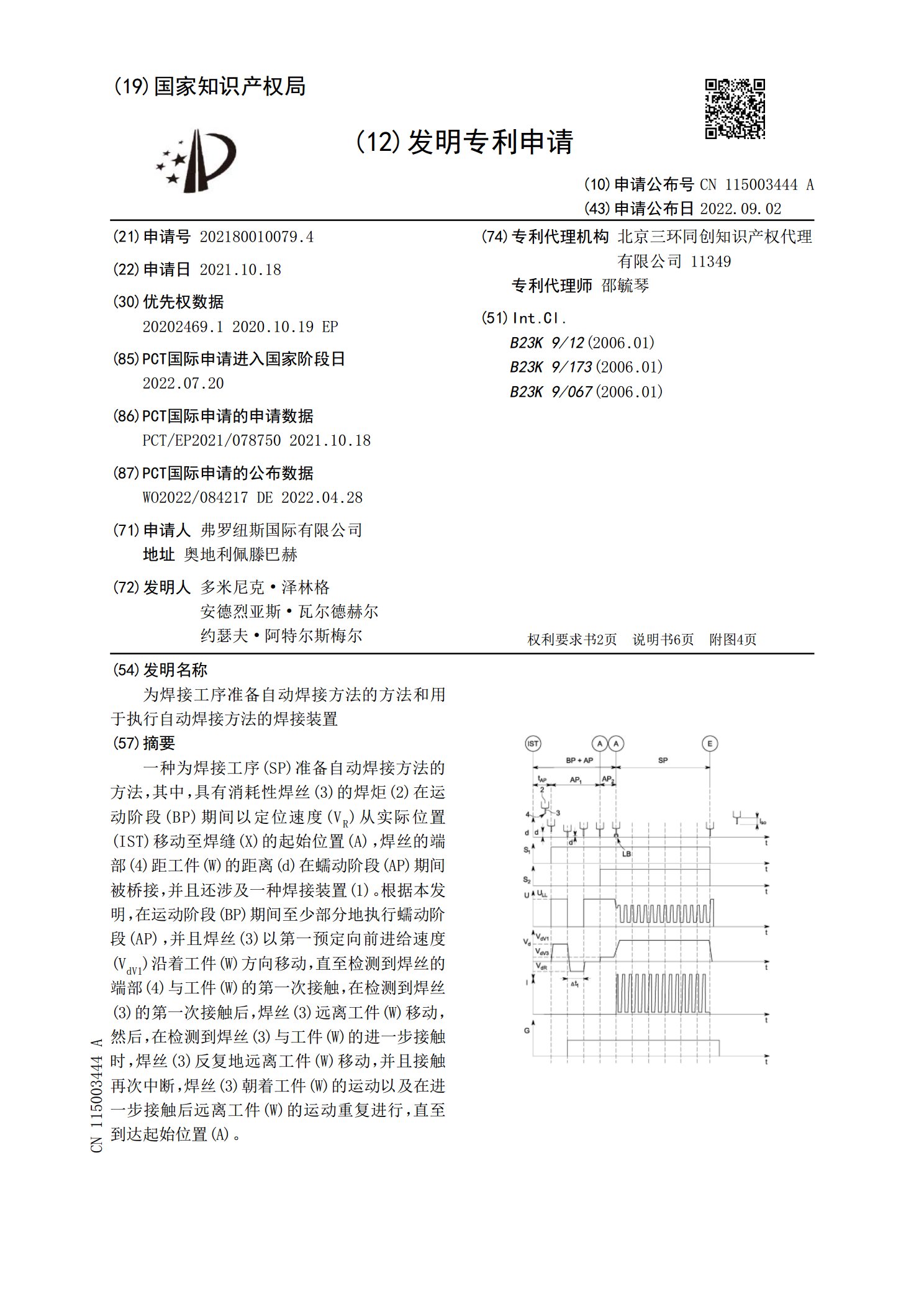
为焊接工序准备自动焊接方法的方法和用于执行自动焊接方法的焊接装置.pdf
一种为焊接工序(SP)准备自动焊接方法的方法,其中,具有消耗性焊丝(3)的焊炬(2)在运动阶段(BP)期间以定位速度(V<base:Sub>R</base:Sub>)从实际位置(IST)移动至焊缝(X)的起始位置(A),焊丝的端部(4)距工件(W)的距离(d)在蠕动阶段(AP)期间被桥接,并且还涉及一种焊接装置(1)。根据本发明,在运动阶段(BP)期间至少部分地执行蠕动阶段(AP),并且焊丝(3)以第一预定向前进给速度(V<base:Sub>dV1</base:Sub>)沿着工件(W)方向移动,直至检测到