
一种双工位电池壳自动焊接装置及焊接方法.pdf

葫芦****io


1/10

2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种双工位电池壳自动焊接装置及焊接方法.pdf
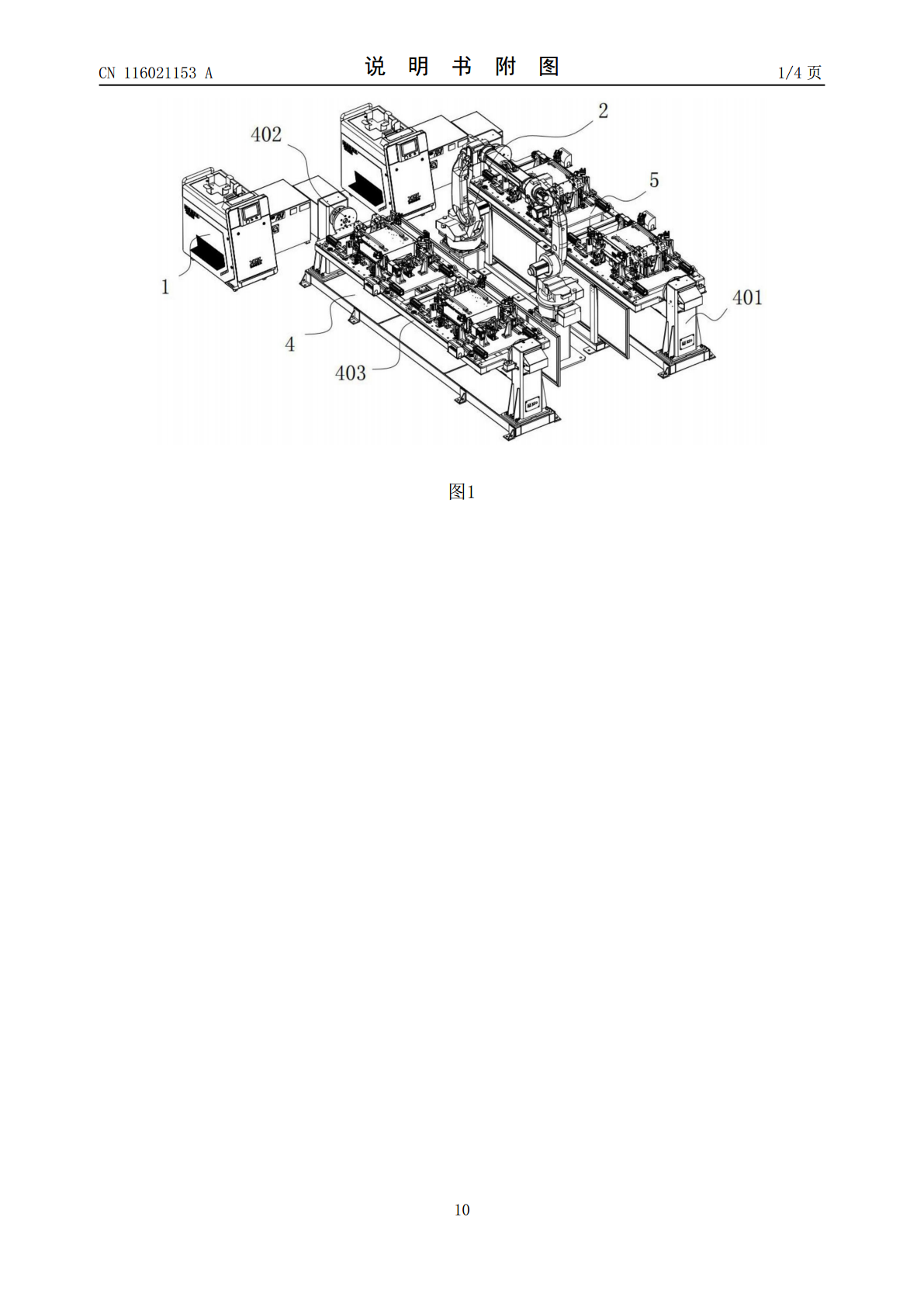
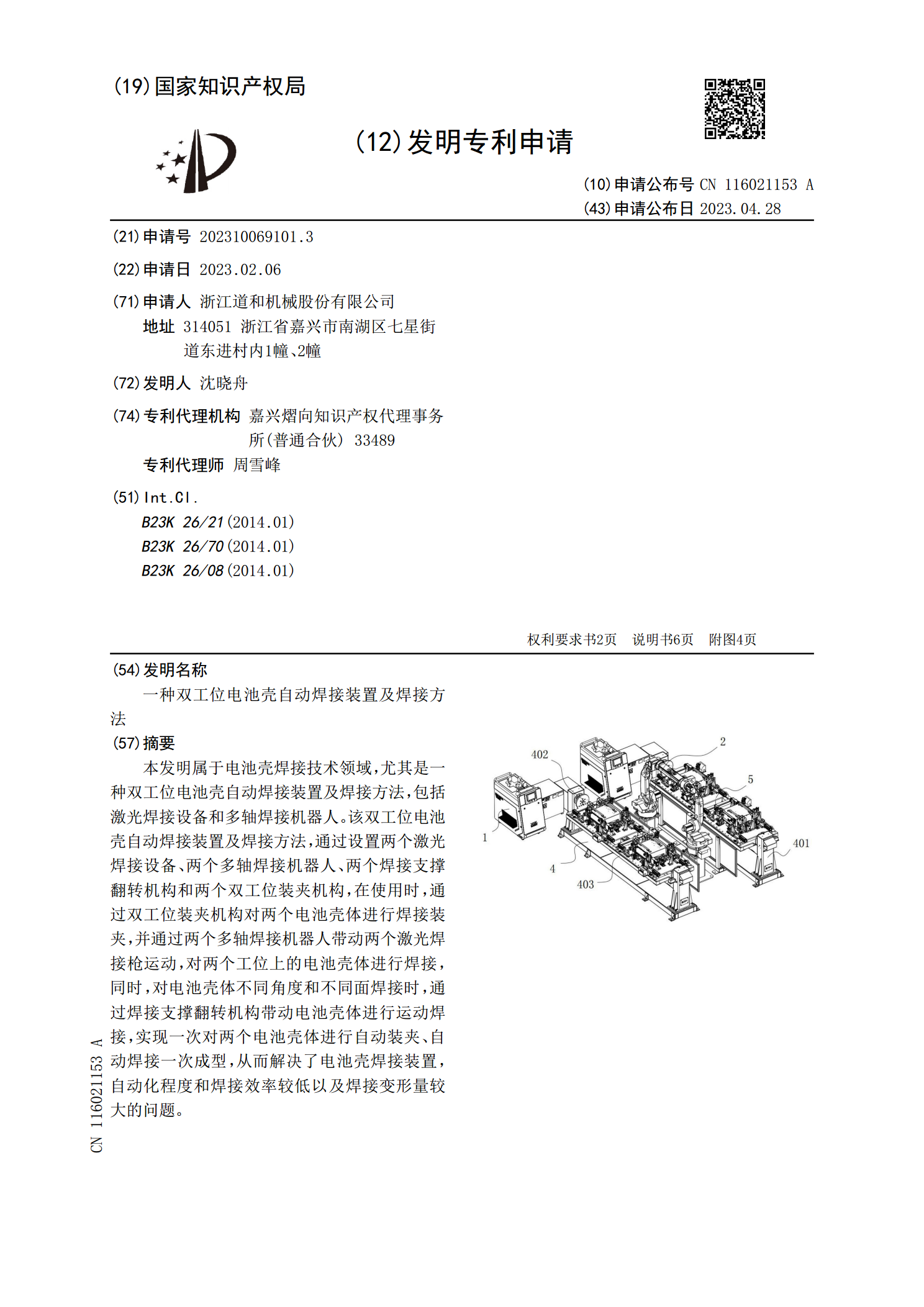
本发明属于电池壳焊接技术领域,尤其是一种双工位电池壳自动焊接装置及焊接方法,包括激光焊接设备和多轴焊接机器人。该双工位电池壳自动焊接装置及焊接方法,通过设置两个激光焊接设备、两个多轴焊接机器人、两个焊接支撑翻转机构和两个双工位装夹机构,在使用时,通过双工位装夹机构对两个电池壳体进行焊接装夹,并通过两个多轴焊接机器人带动两个激光焊接枪运动,对两个工位上的电池壳体进行焊接,同时,对电池壳体不同角度和不同面焊接时,通过焊接支撑翻转机构带动电池壳体进行运动焊接,实现一次对两个电池壳体进行自动装夹、自动焊接一次成型
一种直线式电池壳盖焊接装置及方法.pdf
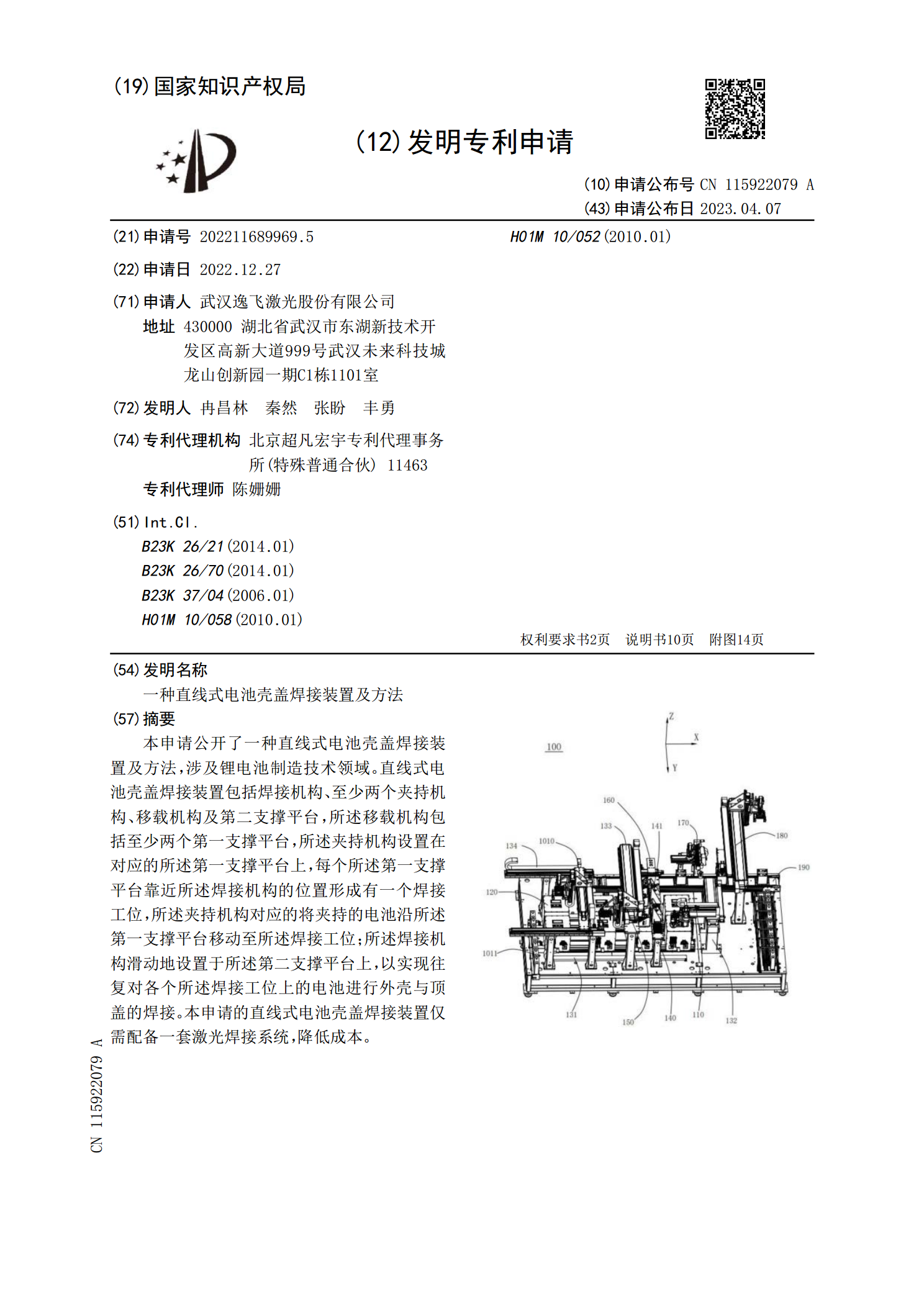
本申请公开了一种直线式电池壳盖焊接装置及方法,涉及锂电池制造技术领域。直线式电池壳盖焊接装置包括焊接机构、至少两个夹持机构、移载机构及第二支撑平台,所述移载机构包括至少两个第一支撑平台,所述夹持机构设置在对应的所述第一支撑平台上,每个所述第一支撑平台靠近所述焊接机构的位置形成有一个焊接工位,所述夹持机构对应的将夹持的电池沿所述第一支撑平台移动至所述焊接工位;所述焊接机构滑动地设置于所述第二支撑平台上,以实现往复对各个所述焊接工位上的电池进行外壳与顶盖的焊接。本申请的直线式电池壳盖焊接装置仅需配备一套激光焊
一种自动定位焊接装置及焊接方法.pdf
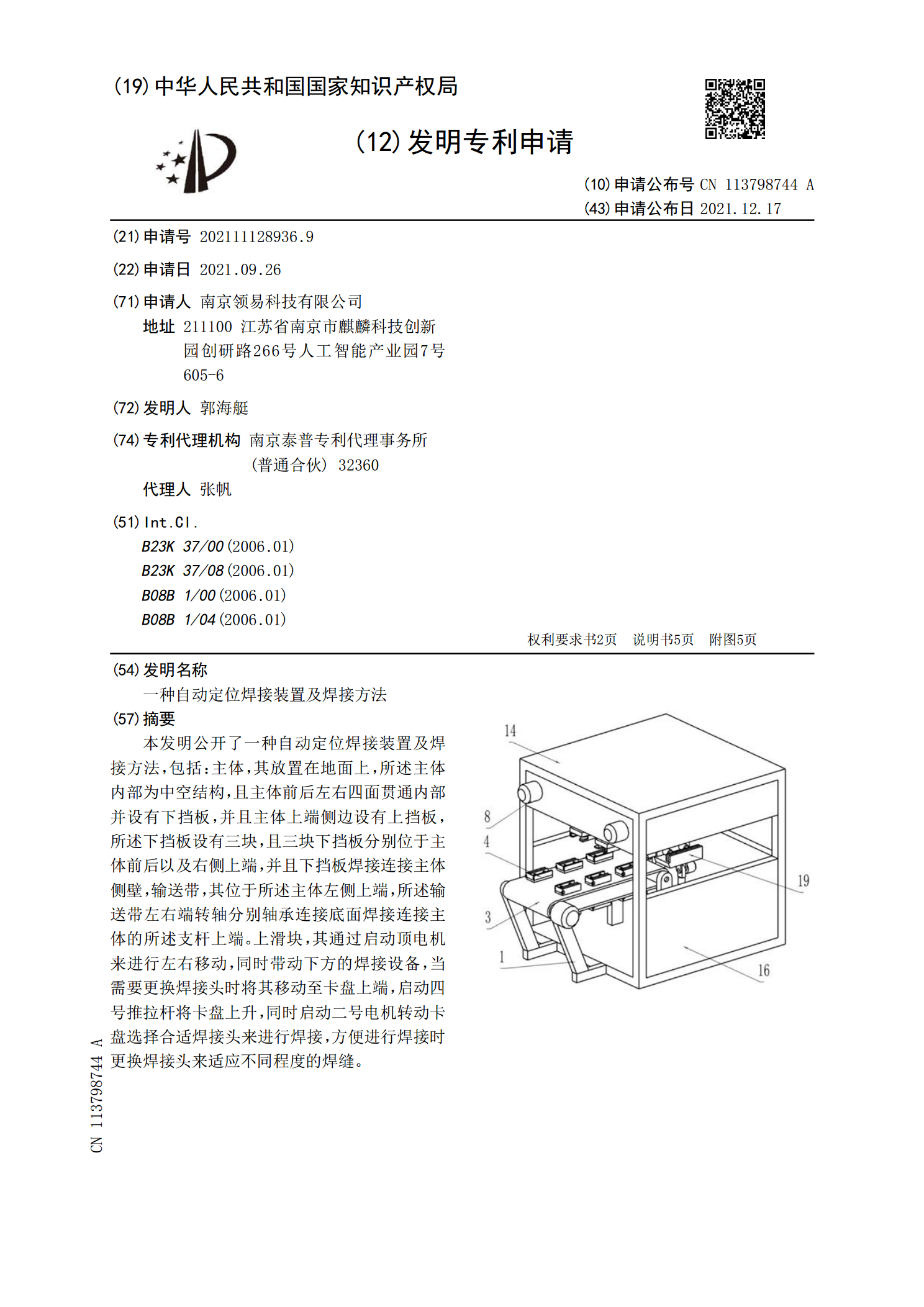
本发明公开了一种自动定位焊接装置及焊接方法,包括:主体,其放置在地面上,所述主体内部为中空结构,且主体前后左右四面贯通内部并设有下挡板,并且主体上端侧边设有上挡板,所述下挡板设有三块,且三块下挡板分别位于主体前后以及右侧上端,并且下挡板焊接连接主体侧壁,输送带,其位于所述主体左侧上端,所述输送带左右端转轴分别轴承连接底面焊接连接主体的所述支杆上端。上滑块,其通过启动顶电机来进行左右移动,同时带动下方的焊接设备,当需要更换焊接头时将其移动至卡盘上端,启动四号推拉杆将卡盘上升,同时启动二号电机转动卡盘选择合适
一种自动焊接用电池片托盘及其自动焊接方法.pdf
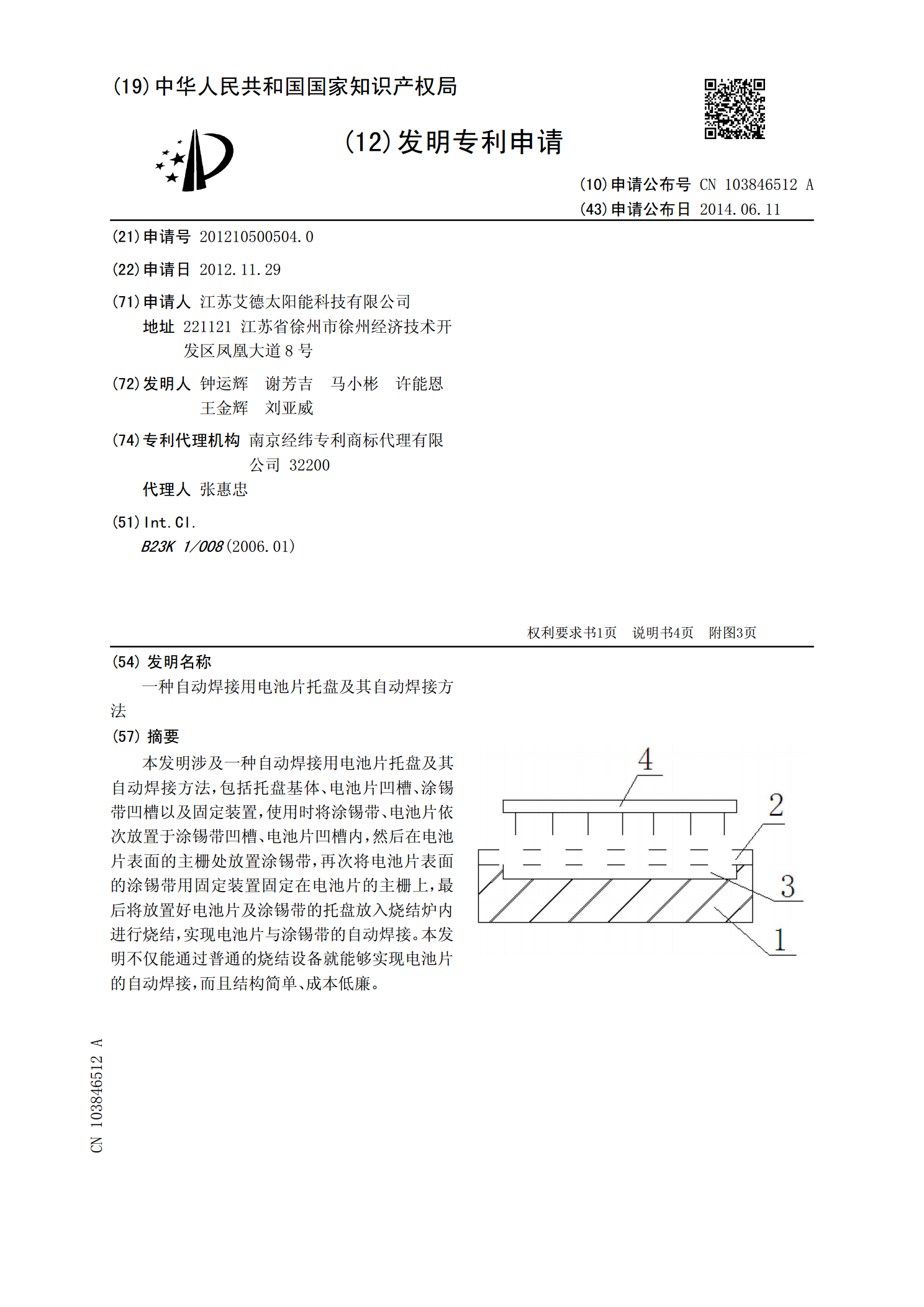
本发明涉及一种自动焊接用电池片托盘及其自动焊接方法,包括托盘基体、电池片凹槽、涂锡带凹槽以及固定装置,使用时将涂锡带、电池片依次放置于涂锡带凹槽、电池片凹槽内,然后在电池片表面的主栅处放置涂锡带,再次将电池片表面的涂锡带用固定装置固定在电池片的主栅上,最后将放置好电池片及涂锡带的托盘放入烧结炉内进行烧结,实现电池片与涂锡带的自动焊接。本发明不仅能通过普通的烧结设备就能够实现电池片的自动焊接,而且结构简单、成本低廉。
一种自动化焊接装置及焊接方法.pdf
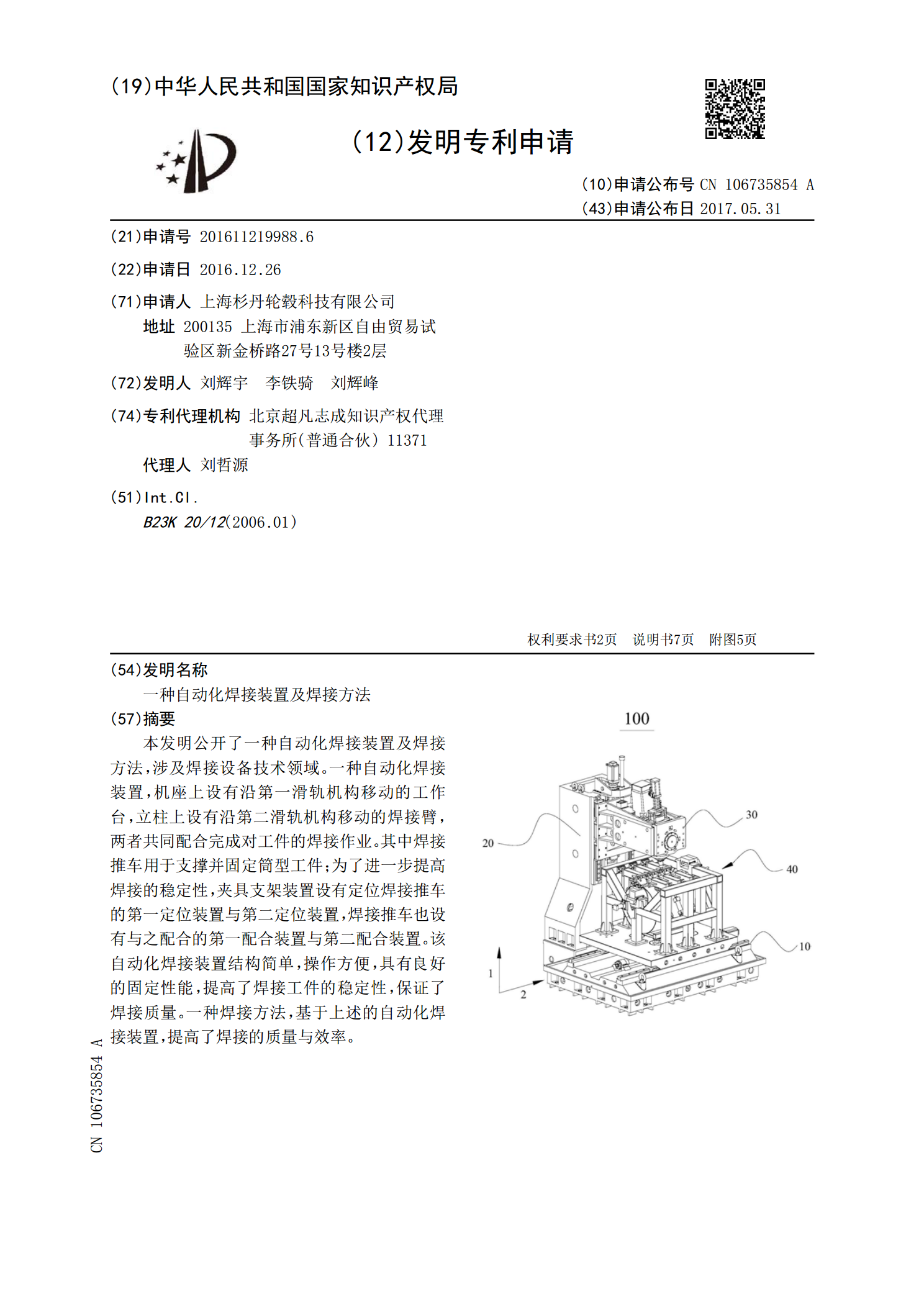
本发明公开了一种自动化焊接装置及焊接方法,涉及焊接设备技术领域。一种自动化焊接装置,机座上设有沿第一滑轨机构移动的工作台,立柱上设有沿第二滑轨机构移动的焊接臂,两者共同配合完成对工件的焊接作业。其中焊接推车用于支撑并固定筒型工件;为了进一步提高焊接的稳定性,夹具支架装置设有定位焊接推车的第一定位装置与第二定位装置,焊接推车也设有与之配合的第一配合装置与第二配合装置。该自动化焊接装置结构简单,操作方便,具有良好的固定性能,提高了焊接工件的稳定性,保证了焊接质量。一种焊接方法,基于上述的自动化焊接装置,提高了