
钴靶材组件的制作方法.pdf

代瑶****zy

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钴靶材组件的制作方法.pdf
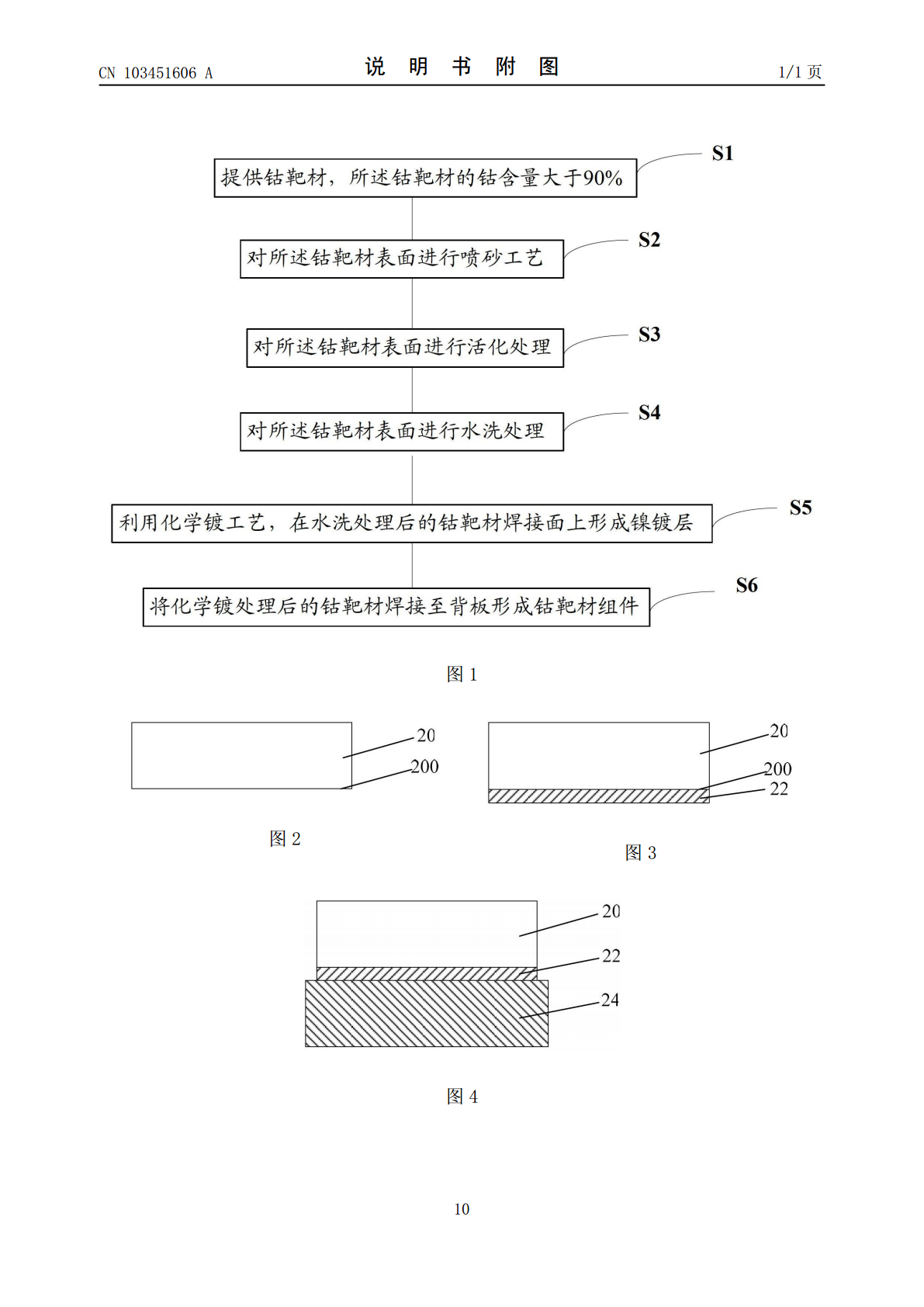
一种钴靶材组件的制作方法,所述方法包括:提供钴靶材,所述钴靶材的钴含量大于90%;利用化学镀工艺,在所述钴靶材焊接面上形成镍镀层;将化学镀处理后的钴靶材焊接至背板。采用本发明的技术方案,可以提供结合牢固度高的钴靶材组件。
靶材组件的制作方法.pdf
本发明公开了一种靶材组件的制作方法,包括步骤:提供背板、外包套、第一盖板和第二盖板;将第一盖板焊接于外包套和背板之间且三者形成容腔;向容腔内装入靶材粉末;将第二盖板焊接于外包套和背板之间且通过第二盖板盖住容腔,形成包套体;对包套体抽真空,待抽真空结束后做闭气处理,形成真空包套体;将真空包套体放入热等静压炉中,待靶材粉末烧结成型并与背板焊接后,冷却真空包套体,冷却后取出真空包套体,去除外包套、第一盖板和第二盖板,获得靶材组件。上述靶材组件的制作方法实现了靶材粉末烧结成型的同时与背板进行扩散焊接,避免了因热膨
一种靶材、靶材组件及其制作方法.pdf
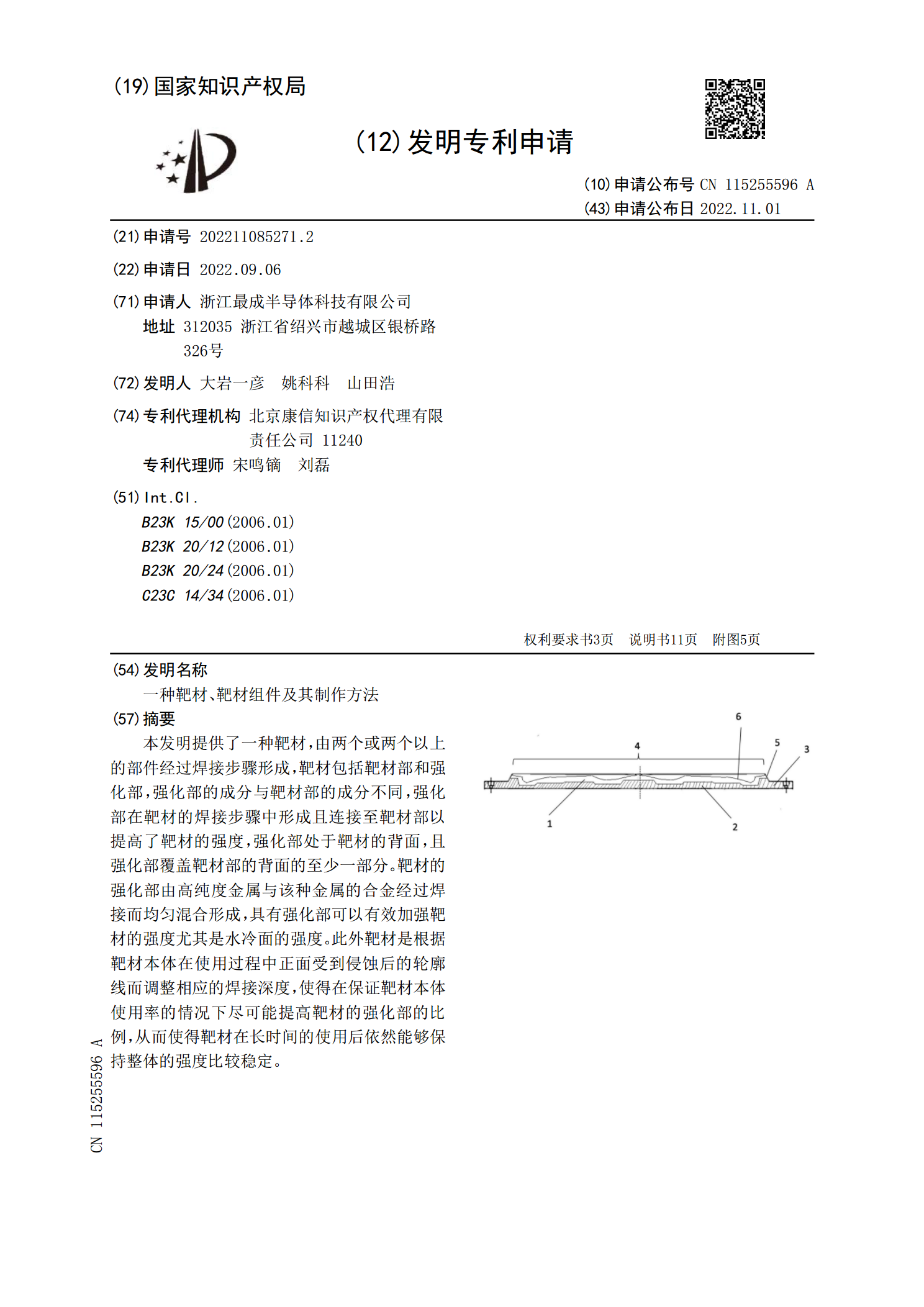
本发明提供了一种靶材,由两个或两个以上的部件经过焊接步骤形成,靶材包括靶材部和强化部,强化部的成分与靶材部的成分不同,强化部在靶材的焊接步骤中形成且连接至靶材部以提高了靶材的强度,强化部处于靶材的背面,且强化部覆盖靶材部的背面的至少一部分。靶材的强化部由高纯度金属与该种金属的合金经过焊接而均匀混合形成,具有强化部可以有效加强靶材的强度尤其是水冷面的强度。此外靶材是根据靶材本体在使用过程中正面受到侵蚀后的轮廓线而调整相应的焊接深度,使得在保证靶材本体使用率的情况下尽可能提高靶材的强化部的比例,从而使得靶材在

钴靶材的加工方法.pdf
一种钴靶材的加工方法,包括:提供钴靶材;对所述钴靶材表面进行切削;对切削后的钴靶材表面进行磨削,所述磨削采用金刚石砂轮或立方氮化硼砂轮,所述金刚石砂轮的砂轮线速为15米/秒~35米/秒、立方氮化硼砂轮的砂轮线速为20米/秒~40米/秒,磨削吃刀量为0.005~1毫米。本发明提供的钴靶材的加工方法,使得经过切削后的钴靶材表面的粗糙度进一步的降低,获得了符合溅射需求的钴靶材。

靶材的制作方法.pdf
本发明公开了一种靶材的制作方法,包括:收集废弃的靶材;提供用于制作靶材的粉末原料;将废弃的靶材及粉末原料放入模具中,然后将模具放入真空炉内,真空炉内设有压头;对真空炉进行抽真空,直至真空炉达到预设真空度;真空炉达到预设真空度之后,对真空炉进行加热直至达到预设温度,利用压头压紧废弃的靶材及粉末原料直至达到预设压强;保温保压一段时间,然后逐渐泄压、冷却,取出靶材。在高温高压的作用下,粉末原料与废弃的靶材能紧密连接并结合为一个整体,从而获得所需尺寸的靶材。可分几个阶段将真空炉逐步调整至预设温度及预设压强,使真空