
数车外圆加工.ppt

kp****93

1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共41页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
数车外圆加工.ppt
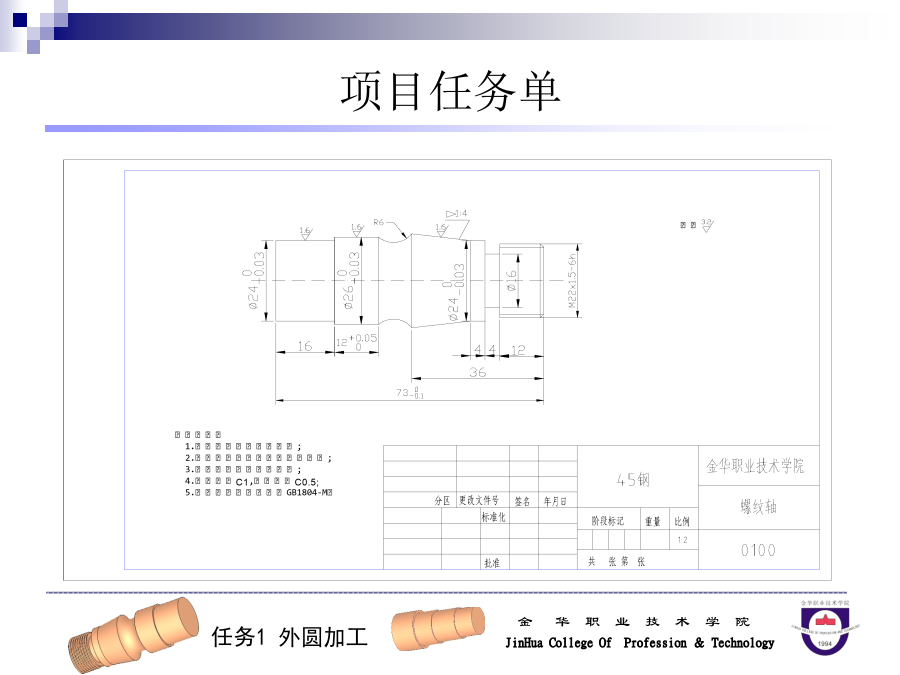
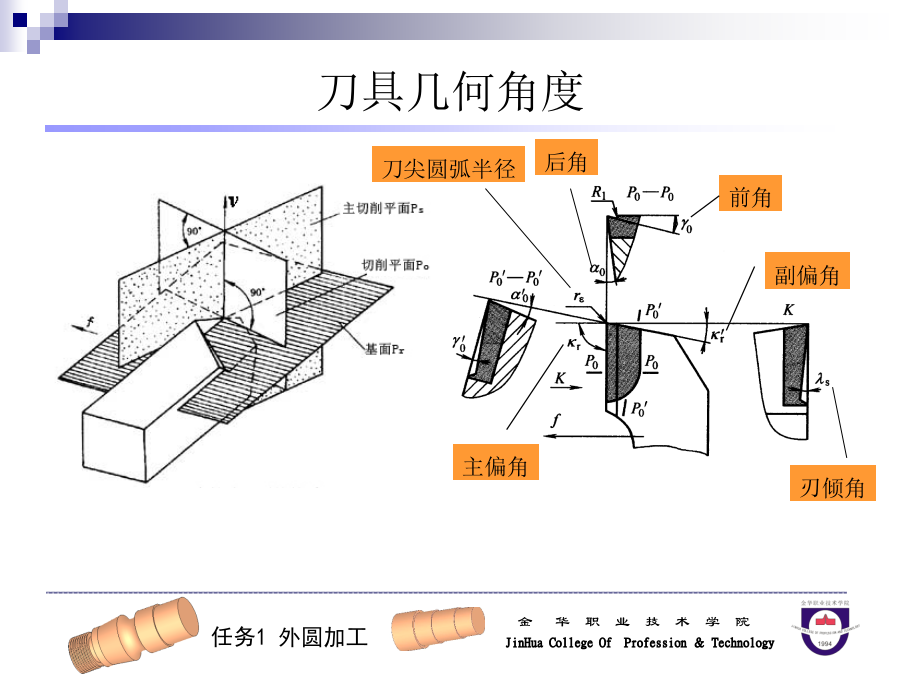
项目一螺纹轴数控车削加工任务1外圆加工项目任务单项目分解任务一分析一、装夹方式二、刀具按形状、用途分:刀具切削部分组成刀具几何角度刀具几何角度刀具几何角度刀具几何角度刀具几何角度刀具几何角度刀具几何角度外圆车刀三、走刀路线四、切削用量工件坐标系(编程坐标系)程序的结构与格式程序段格式模态指令:一旦被执行,则一直有效,直到被同组的功能注销。非模态指令:指令只在所规定的程序段中有效,程序结束时被注销,如G04等。常用指令介绍主轴转速指定指令S_单位r/min主轴旋转控制指令M03:正转M04:反转M05:停止

数车外圆循环指令.doc
数控车床编程基本指令1)外圆粗加工复合循环(G71)指令格式:G71UΔdReG71PnsQnfUΔuWΔwFfSsTt指令功能:切除棒料毛坯大部分加工余量,切削是沿平行Z轴方向进行,如图19所示。A为循环起点,A-A'-B为精加工路线。图19外圆粗加工复合循环图20端面粗加工复合循环指令说明:①Δd表示每次切削深度(半径值),无正负号;②e表示退刀量(半径值),无正负号;③ns表示精加工路线第一个程序段的顺序号;④nf表示精加工路线最后一个程序段的顺序号;⑤Δu表示X方向的精加工余量,直径值;例题:如图

钢轮车外圆专用夹具.pdf
本发明涉及钢轮车外圆专用夹具,包括两个对称设置的机架,所述每个机架的上部固定有轴,轴上设置有可旋转的滚轮架,滚轮架为圆形结构,滚轮架的外壁沿环向设置有若干个螺杆,螺杆与滚轮架之间相螺纹连接,并且螺杆均朝向滚轮架的中心,螺杆的外端设置有定位块。上述的钢轮车外圆专用夹具,其结构简单、成本低廉、使用方便,其不仅可以将钢轮的两端稳定可靠的固定,而且钢轮在该夹具上可以随着滚轮架一起旋转,大大提高了加工的效率及加工的质量。

课题三 车外圆-圆锥-压花.doc
教学设计表课程:工程训练课程单元名称:车削加工训练授课专业:机械类教师姓名:袁爱民课题名称车外圆、锥度本单元第3次课计划学时70分钟学习内容分析大多数学生在进行普通车削加工训练时,有机械制图的基础、物理学相关运动基础知识,经过车削加工训练第一次课的学习,对车床各部分如何运动、各部分的作用是什么已经有认知,但如何操作机床加工工件,如何使用正确的量具、选择合适的参数完成外圆和锥度的加工,学生并没有概念。本节课从零件的实际加工角度出发,给学生零件图,让学生分析,建立工程制造概念;然后,结合细长轴零件加工,讲解一

课题二车外圆.doc
数控车床的编程特点(1)在一个程序段中,根据图样上标注的尺寸,可以采用绝对值编程、增量值编程或二者混合编程。(2)由于被加工零件的径向尺寸在图样上和测量时,都是以直径值表示。所以直径方向用绝对值编程时,X以直径值表示,用增量值编程时,以径向实际位移量的二倍值表示,并附上方向符号(正向可以省略)。(3)为提高工件的径向尺寸精度,X向的脉冲当量取Z向的一半。(4)由于车削加工常用棒料或锻料作为毛坯,加工余量较大,所以为简化编程,数控装置常具备不同形式的固定循环,可进行多次重复循环