
一种筒体成型系统及方法.pdf

又珊****ck

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种筒体成型系统及方法.pdf
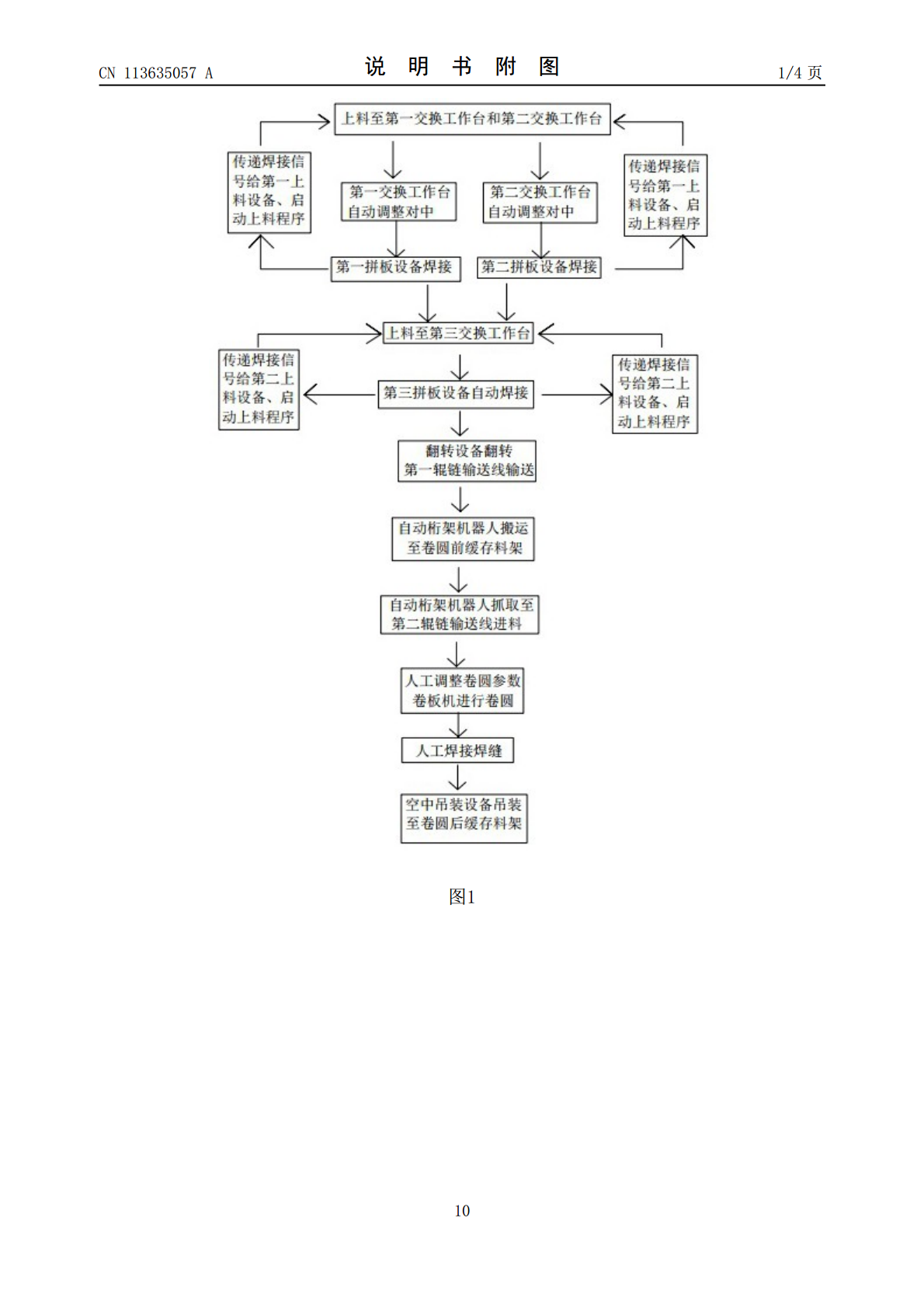
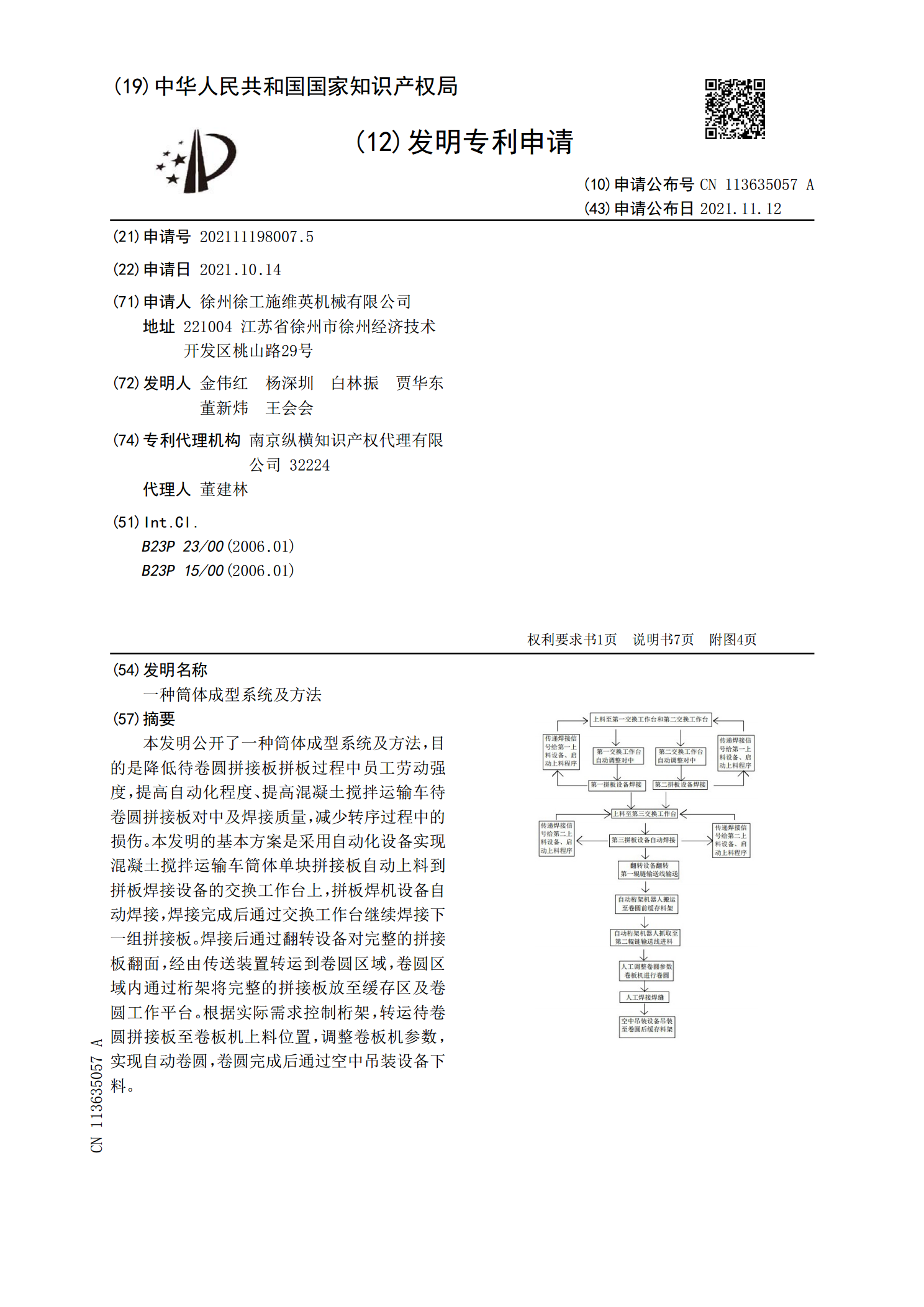
本发明公开了一种筒体成型系统及方法,目的是降低待卷圆拼接板拼板过程中员工劳动强度,提高自动化程度、提高混凝土搅拌运输车待卷圆拼接板对中及焊接质量,减少转序过程中的损伤。本发明的基本方案是采用自动化设备实现混凝土搅拌运输车筒体单块拼接板自动上料到拼板焊接设备的交换工作台上,拼板焊机设备自动焊接,焊接完成后通过交换工作台继续焊接下一组拼接板。焊接后通过翻转设备对完整的拼接板翻面,经由传送装置转运到卷圆区域,卷圆区域内通过桁架将完整的拼接板放至缓存区及卷圆工作平台。根据实际需求控制桁架,转运待卷圆拼接板至卷板机

一种大尺寸筒体成型方法.pdf
本发明公开一种大尺寸筒体成型方法,包括:步骤1,制备内壁成型阴模;步骤2,基于内壁成型阴模采用真空灌注工艺,对内壁进行整体成型;步骤3,在保留内壁成型阴模基础上,在内壁内表面上组装内部骨架;步骤4,制备分瓣外壁成型阴模,分瓣外壁成型阴模具有分瓣外壁成型面;步骤5,基于分瓣外壁成型阴模采用真空灌注工艺,对外壁进行分瓣成型,获取对应数量的分瓣外壁;步骤6,将分瓣外壁依次安装在内部骨架上并与内壁的两端相接,脱除内壁成型阴模,得到筒体的主体结构。其通过设计与制备内壁成型阴模,使得筒体的内壁能够一次性整体成型,不仅

一种筒体波纹成型机.pdf
本发明提供一种筒体波纹成型机,包括底座,所述底座上依次设置有第一支架,第二支架,传动轴承架,齿轮和减速机,所述减速机上设置有传动电机,所述第一支架和第二支架上设置有一个上传动轴和一个下传动轴,所述上传动轴上套设有上压模具,所述下传动轴上套设有下压模具,所述底座的前后两侧对称设置有两个拖轮机架,所述拖轮机架的中部设置有两个拖轮,所述任意拖轮的一侧设置有一个挡轮,所述上压模具和下压模具的外表面上设置有波纹。本发明的有益效果是对筒体进行加工过程中,筒体不会出现卡住及筒体偏移现象,有效地避免了筒体磕碰,加工的波纹

一种小直径无压头短筒体的成型装置及成型方法.pdf
本申请公开了一种小直径无压头短筒体的成型装置及成型方法,用以解决现有技术中只能制作二分之一成型,且需要留有压头的技术问题。该装置包括压力机构和工装机构。工装机构可拆卸连接于压力机构内侧,工装机构在压力机构的带动下,能够挤压板材,使板材沿素线弯曲成弧状,至整块板材弯曲形成圆筒状;工装机构拆卸后,能够使加工成圆筒状的板材整体移出。该装置通过将工装机构可拆卸的连接于压力机构内侧,使得加工成圆筒状的板材,能够通过工装机构的拆卸端,整体脱离工装机构,有效解决了现有技术中只能制作二分之一成型,且需要留有压头的技术问题
一种大直径薄壁不锈钢筒体的成型方法.pdf
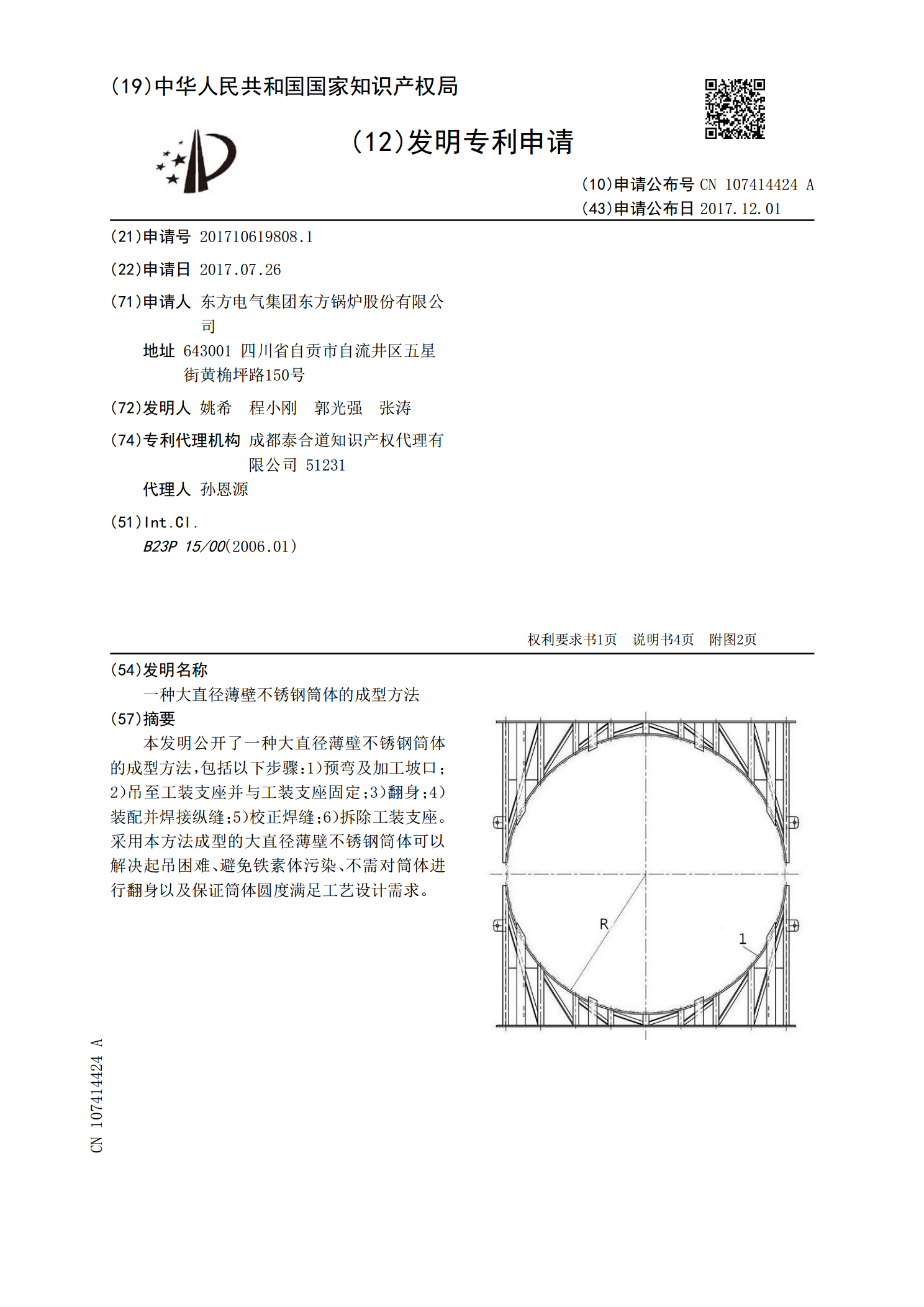
本发明公开了一种大直径薄壁不锈钢筒体的成型方法,包括以下步骤:1)预弯及加工坡口;2)吊至工装支座并与工装支座固定;3)翻身;4)装配并焊接纵缝;5)校正焊缝;6)拆除工装支座。采用本方法成型的大直径薄壁不锈钢筒体可以解决起吊困难、避免铁素体污染、不需对筒体进行翻身以及保证筒体圆度满足工艺设计需求。