
一种小直径无压头短筒体的成型装置及成型方法.pdf

猫巷****熙柔


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种小直径无压头短筒体的成型装置及成型方法.pdf
本申请公开了一种小直径无压头短筒体的成型装置及成型方法,用以解决现有技术中只能制作二分之一成型,且需要留有压头的技术问题。该装置包括压力机构和工装机构。工装机构可拆卸连接于压力机构内侧,工装机构在压力机构的带动下,能够挤压板材,使板材沿素线弯曲成弧状,至整块板材弯曲形成圆筒状;工装机构拆卸后,能够使加工成圆筒状的板材整体移出。该装置通过将工装机构可拆卸的连接于压力机构内侧,使得加工成圆筒状的板材,能够通过工装机构的拆卸端,整体脱离工装机构,有效解决了现有技术中只能制作二分之一成型,且需要留有压头的技术问题
大直径薄壁筒体成型辅助装置.pdf
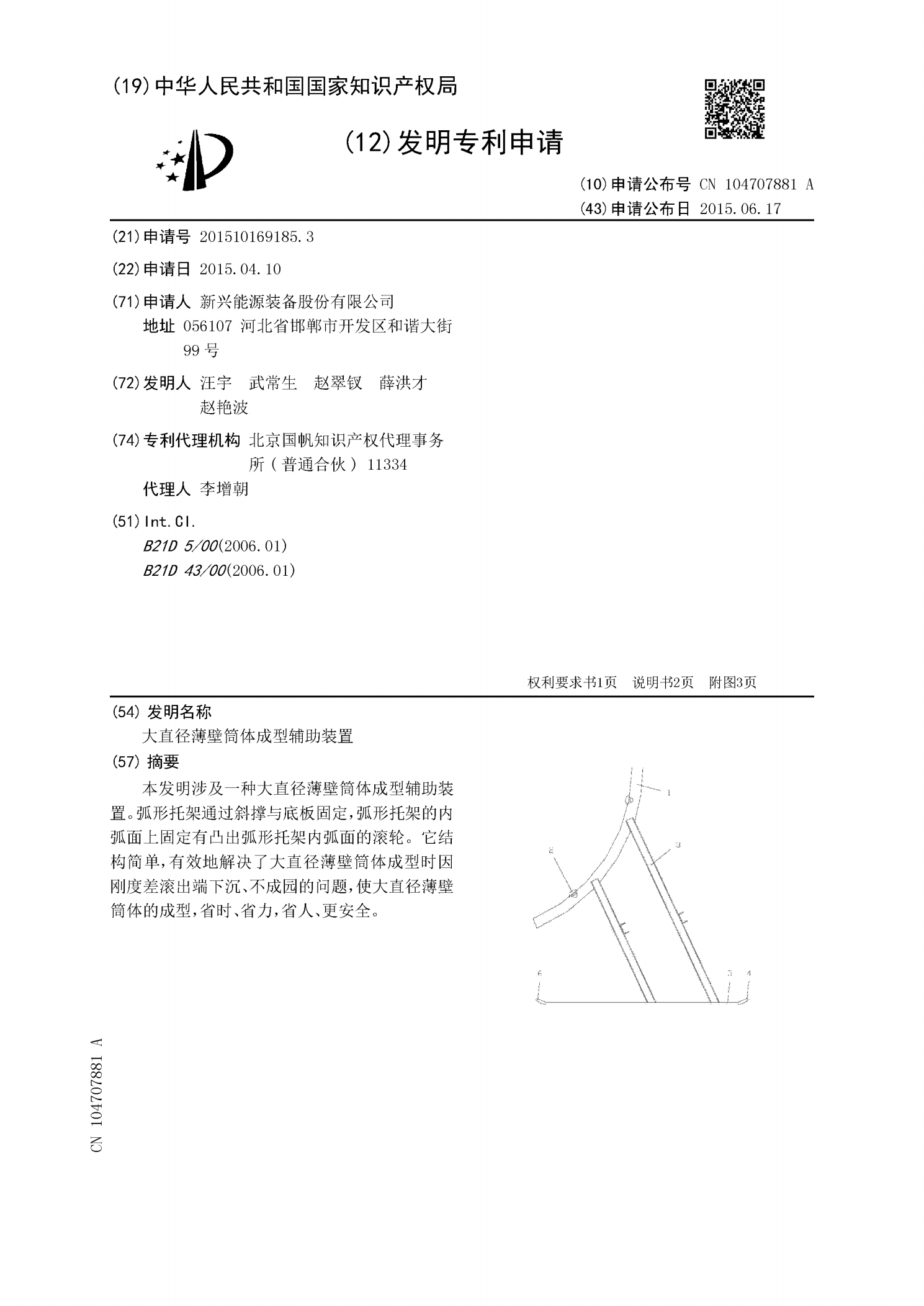
本发明涉及一种大直径薄壁筒体成型辅助装置。弧形托架通过斜撑与底板固定,弧形托架的内弧面上固定有凸出弧形托架内弧面的滚轮。它结构简单,有效地解决了大直径薄壁筒体成型时因刚度差滚出端下沉、不成园的问题,使大直径薄壁筒体的成型,省时、省力,省人、更安全。
一种大直径薄壁不锈钢筒体的成型方法.pdf
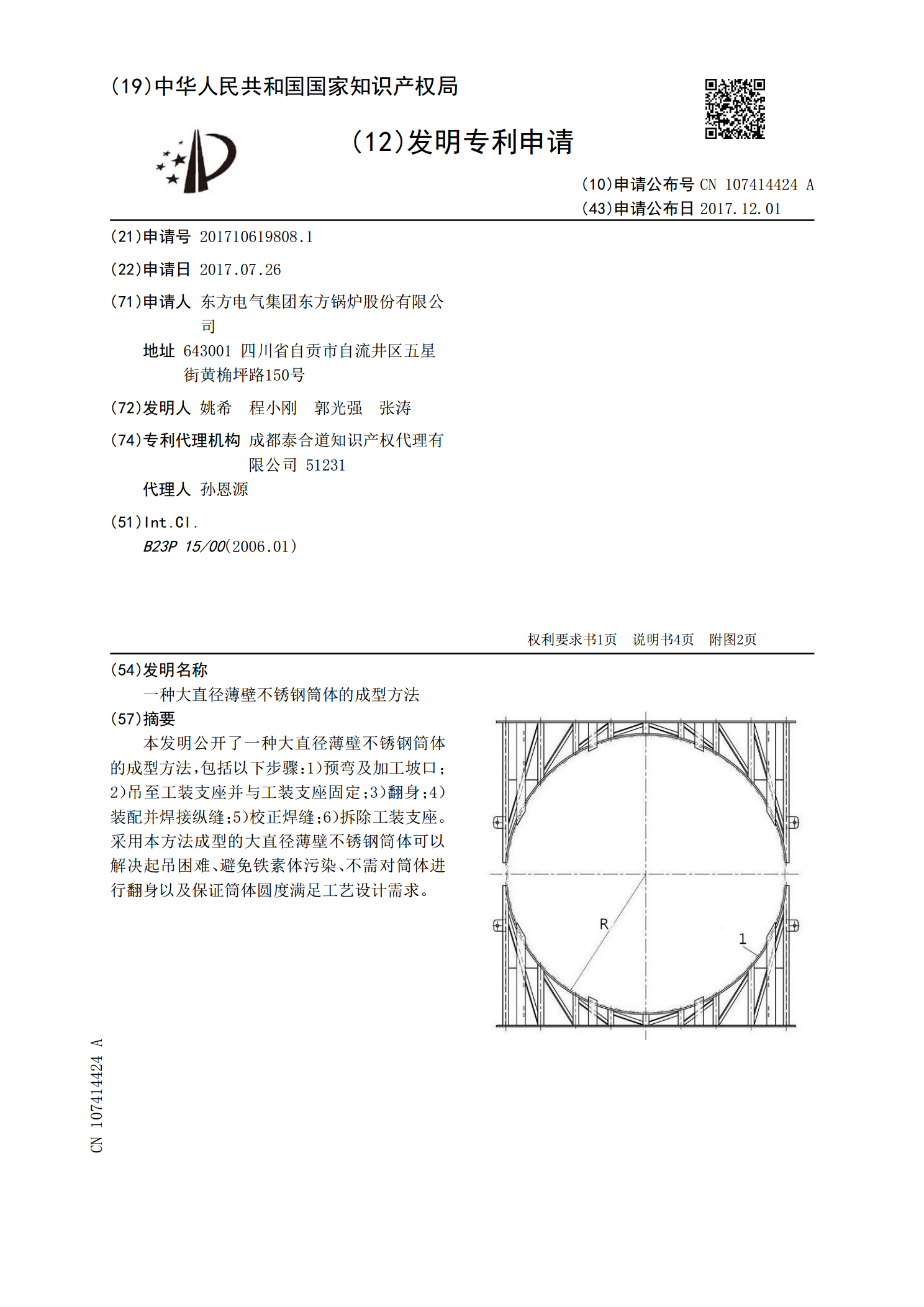
本发明公开了一种大直径薄壁不锈钢筒体的成型方法,包括以下步骤:1)预弯及加工坡口;2)吊至工装支座并与工装支座固定;3)翻身;4)装配并焊接纵缝;5)校正焊缝;6)拆除工装支座。采用本方法成型的大直径薄壁不锈钢筒体可以解决起吊困难、避免铁素体污染、不需对筒体进行翻身以及保证筒体圆度满足工艺设计需求。

单面自动焊双面成型工艺在小直径筒体上的应用.docx
单面自动焊双面成型工艺在小直径筒体上的应用随着科技的不断进步和工业化的快速发展,许多制造业所需的工艺和设备不断更新和变化。而焊接技术在制造业中占有重要的地位,因为它可以将多种材料连接到一起。近年来,随着焊接设备的智能化和自动化程度的提高,焊接技术的应用也越来越广泛。在小直径筒体上,单面自动焊双面成型工艺正逐渐被广泛应用。1.单面自动焊双面成型工艺的基本原理单面自动焊双面成型工艺是一种高效率和高质量的焊接工艺,而且可以在小直径筒体上实现双面成形。这种工艺的基本原理是将两个焊接面联合起来,并且同时进行单面焊接
一种筒体成型系统及方法.pdf
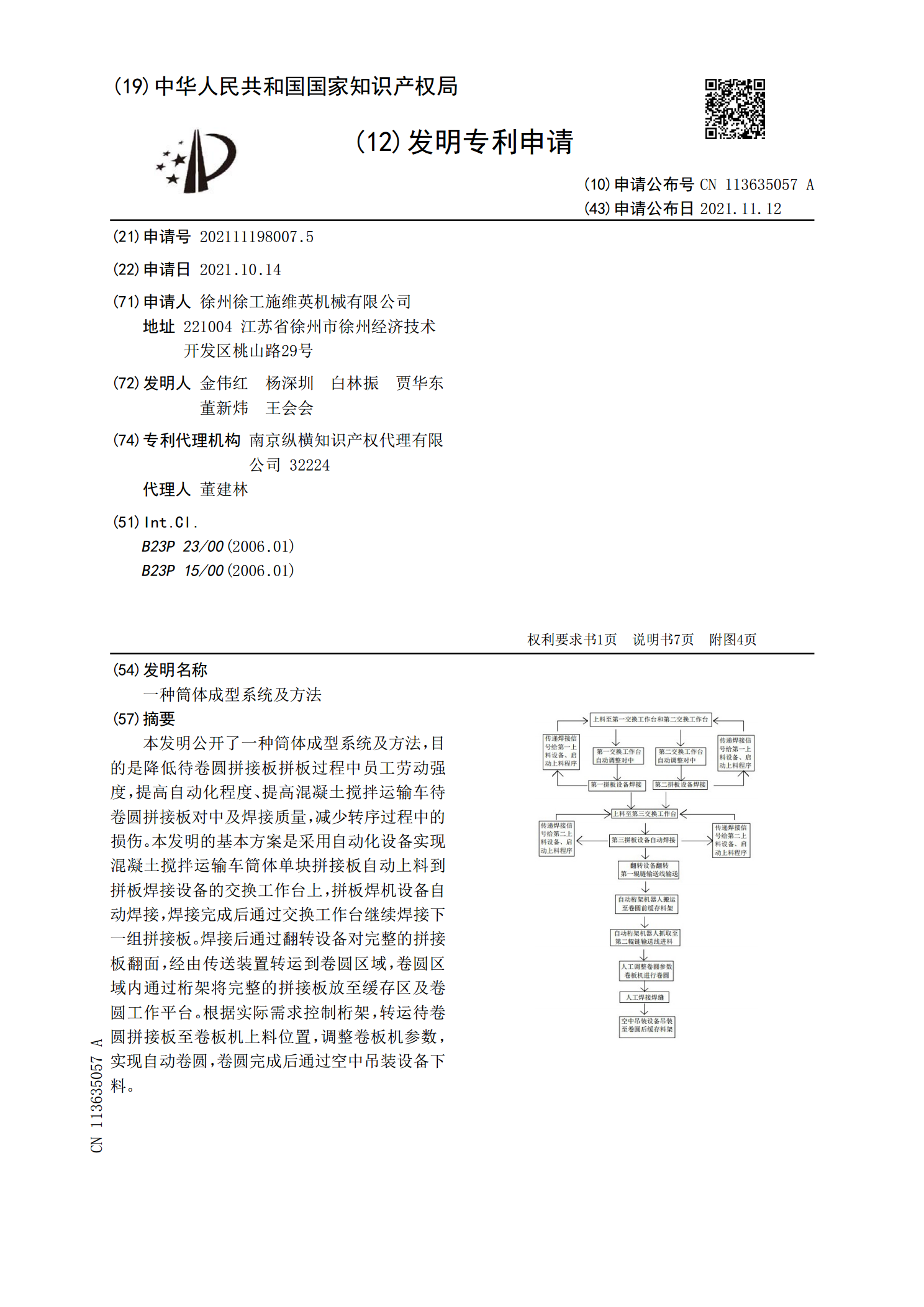
本发明公开了一种筒体成型系统及方法,目的是降低待卷圆拼接板拼板过程中员工劳动强度,提高自动化程度、提高混凝土搅拌运输车待卷圆拼接板对中及焊接质量,减少转序过程中的损伤。本发明的基本方案是采用自动化设备实现混凝土搅拌运输车筒体单块拼接板自动上料到拼板焊接设备的交换工作台上,拼板焊机设备自动焊接,焊接完成后通过交换工作台继续焊接下一组拼接板。焊接后通过翻转设备对完整的拼接板翻面,经由传送装置转运到卷圆区域,卷圆区域内通过桁架将完整的拼接板放至缓存区及卷圆工作平台。根据实际需求控制桁架,转运待卷圆拼接板至卷板机