
一种大直径薄壁不锈钢筒体的成型方法.pdf

Ro****44

1/8
2/8

3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大直径薄壁不锈钢筒体的成型方法.pdf
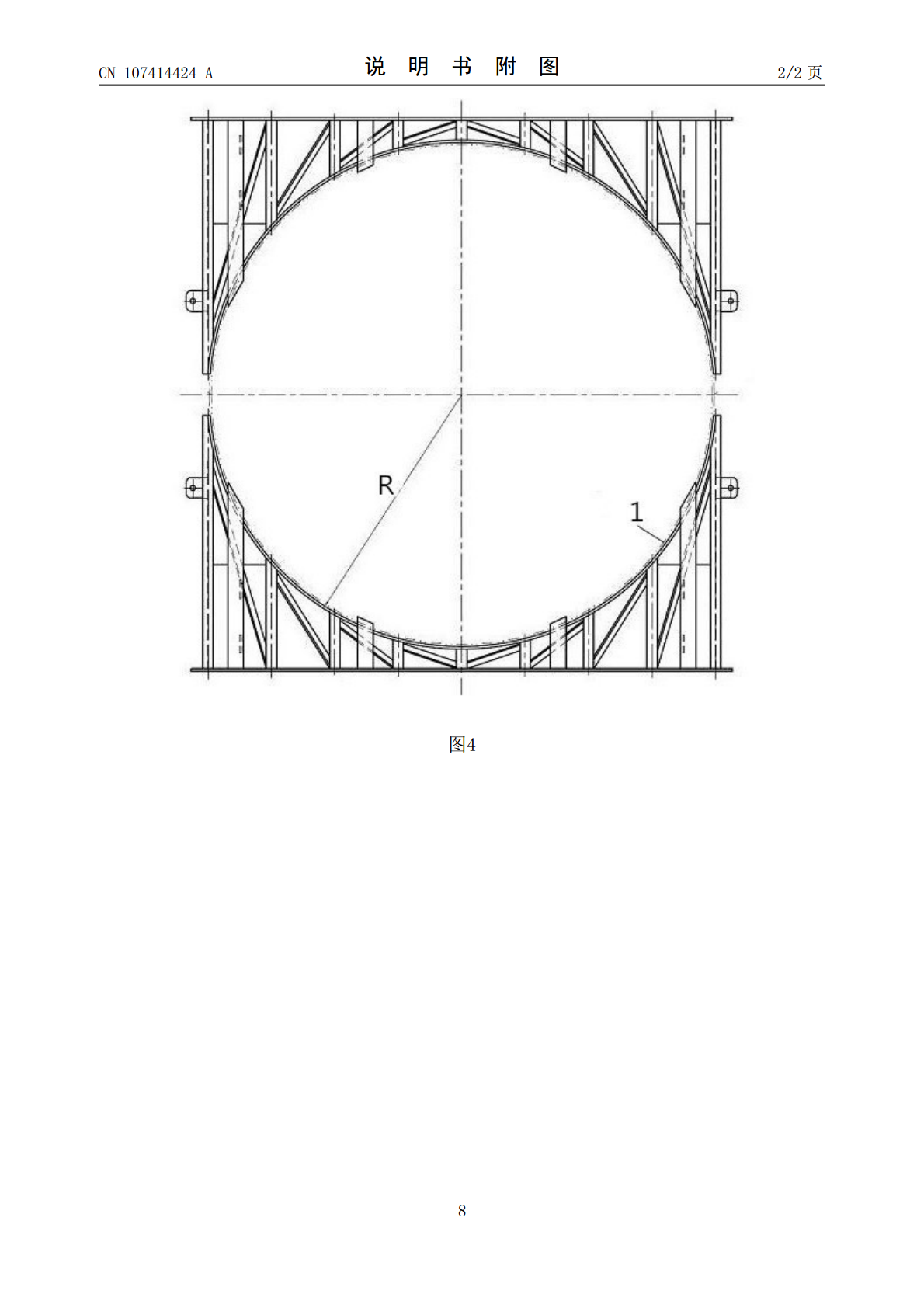
本发明公开了一种大直径薄壁不锈钢筒体的成型方法,包括以下步骤:1)预弯及加工坡口;2)吊至工装支座并与工装支座固定;3)翻身;4)装配并焊接纵缝;5)校正焊缝;6)拆除工装支座。采用本方法成型的大直径薄壁不锈钢筒体可以解决起吊困难、避免铁素体污染、不需对筒体进行翻身以及保证筒体圆度满足工艺设计需求。
大直径薄壁筒体成型辅助装置.pdf
本发明涉及一种大直径薄壁筒体成型辅助装置。弧形托架通过斜撑与底板固定,弧形托架的内弧面上固定有凸出弧形托架内弧面的滚轮。它结构简单,有效地解决了大直径薄壁筒体成型时因刚度差滚出端下沉、不成园的问题,使大直径薄壁筒体的成型,省时、省力,省人、更安全。

薄壁大直径不锈钢筒体的焊接工艺设计.docx
薄壁大直径不锈钢筒体的焊接工艺设计薄壁大直径不锈钢筒体的焊接工艺设计摘要薄壁大直径不锈钢筒体在许多工业领域中具有广泛的应用。然而,由于材料的特殊性质,焊接过程中会面临一系列的挑战。本文通过对薄壁大直径不锈钢筒体的焊接工艺设计进行讨论,提出了一种有效的焊接方案,以优化焊接质量和提高生产效率。1.引言薄壁大直径不锈钢筒体的焊接工艺设计是一个复杂的过程,涉及到材料选择、焊接方法、焊接参数等方面。薄壁结构的特点使得焊接过程中容易产生变形、应力集中等问题;而不锈钢材料的特点使得焊接过程中容易产生焊缝气孔、裂纹等问题

一种用于大直径薄壁不锈钢筒体工件环缝的TIG焊方法.pdf
本发明公开了一种用于大直径薄壁不锈钢筒体工件环缝的TIG焊方法,包括以下步骤:1.将对接环缝两侧筒节(1)的端部加工成V形内坡口,2.将加工好的坡口按照设计装配间隙d和设计错边量装配好,3.将坡口点焊固定,4.采用双面同时施焊的方式对环缝根部进行焊接,5.对环缝进行填充焊,采用本方法焊接而成的环缝,其反面成型良好,不需进行反面清根,环缝的焊接变形量也大幅减小,不仅能保证环缝在100%RT探伤时一次性合格还能满足产品的尺寸精度要求。

一种大尺寸筒体成型方法.pdf
本发明公开一种大尺寸筒体成型方法,包括:步骤1,制备内壁成型阴模;步骤2,基于内壁成型阴模采用真空灌注工艺,对内壁进行整体成型;步骤3,在保留内壁成型阴模基础上,在内壁内表面上组装内部骨架;步骤4,制备分瓣外壁成型阴模,分瓣外壁成型阴模具有分瓣外壁成型面;步骤5,基于分瓣外壁成型阴模采用真空灌注工艺,对外壁进行分瓣成型,获取对应数量的分瓣外壁;步骤6,将分瓣外壁依次安装在内部骨架上并与内壁的两端相接,脱除内壁成型阴模,得到筒体的主体结构。其通过设计与制备内壁成型阴模,使得筒体的内壁能够一次性整体成型,不仅