
一种工件位姿检测系统及方法.pdf

雨巷****凝海

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种工件位姿检测系统及方法.pdf
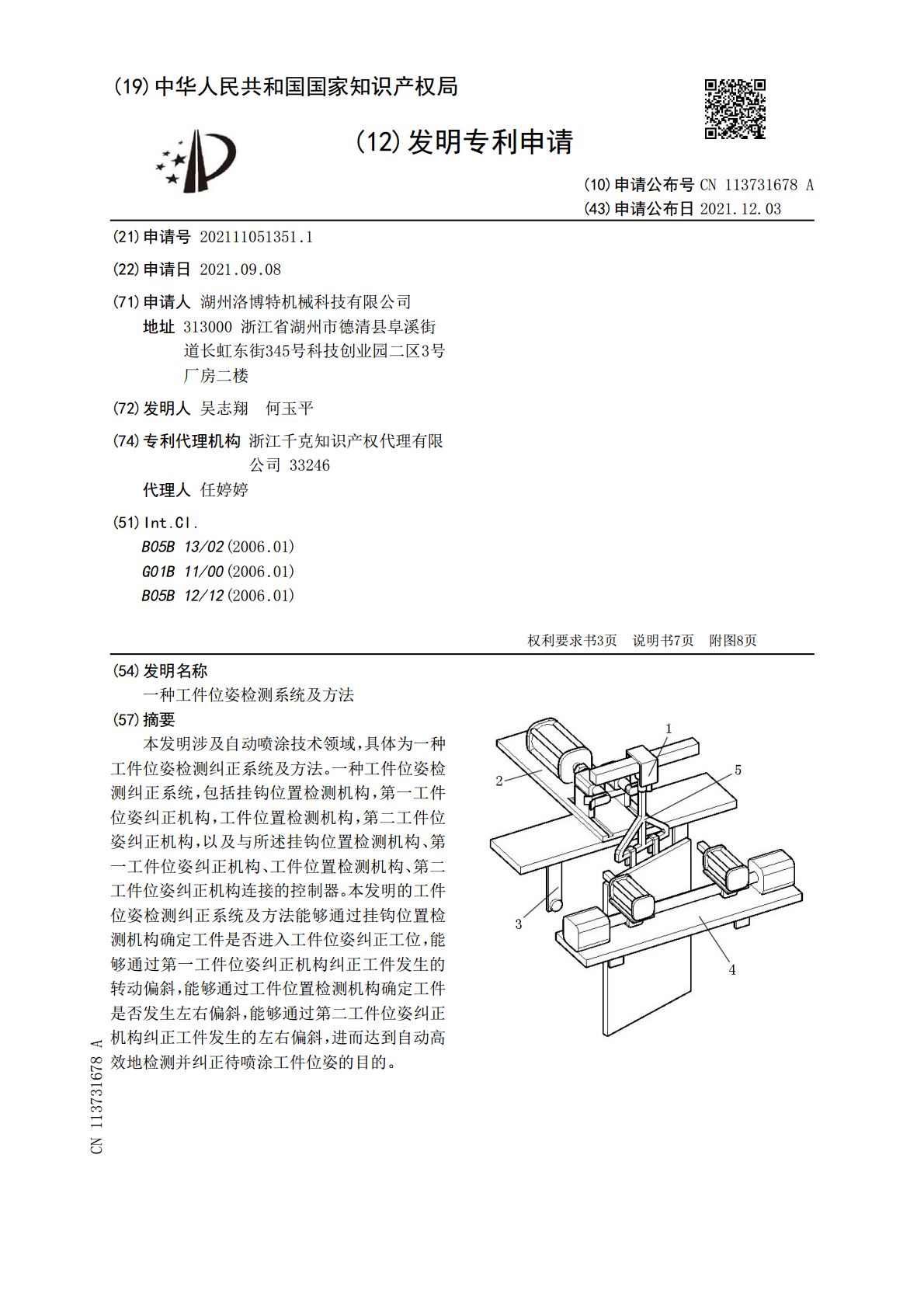
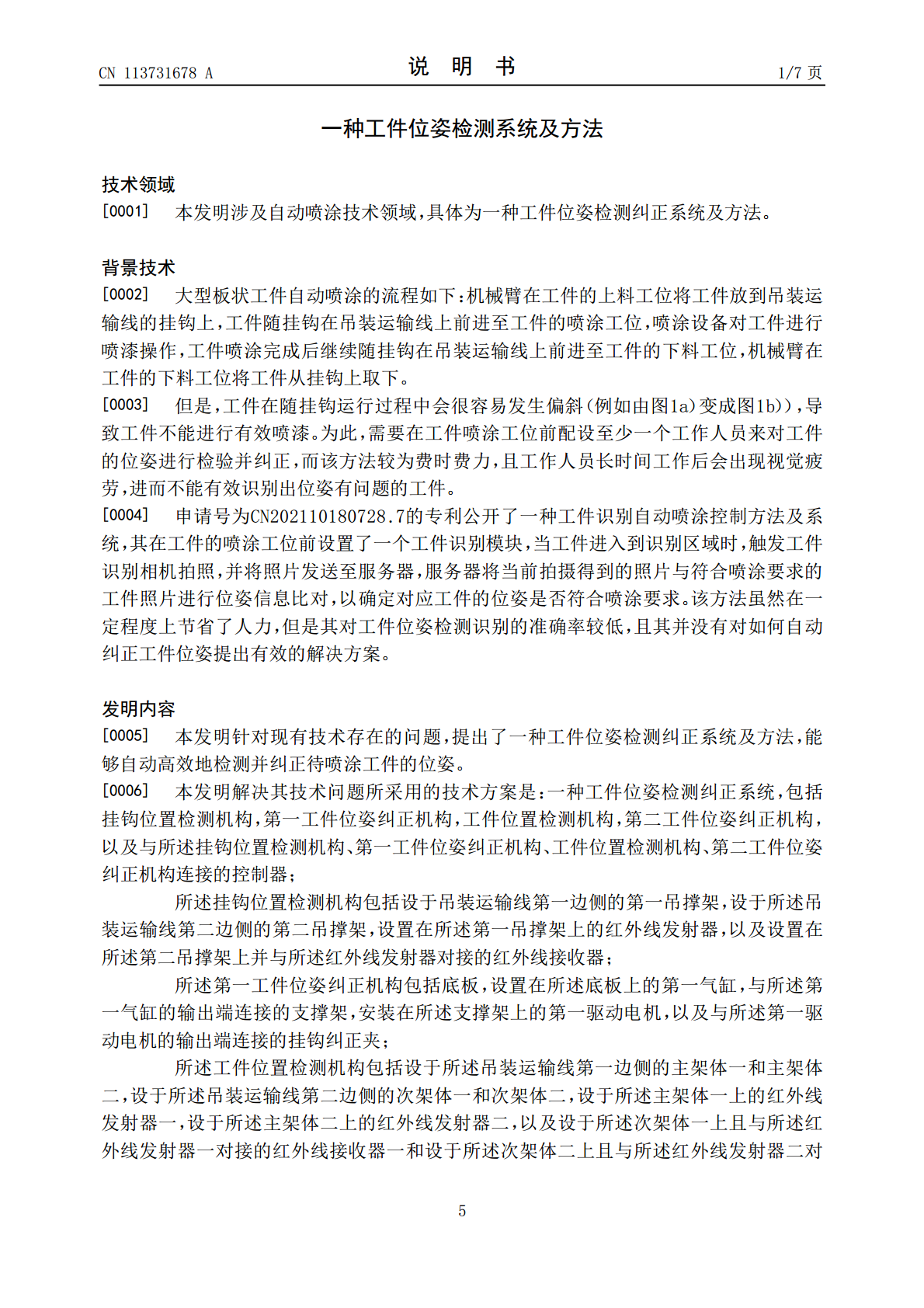
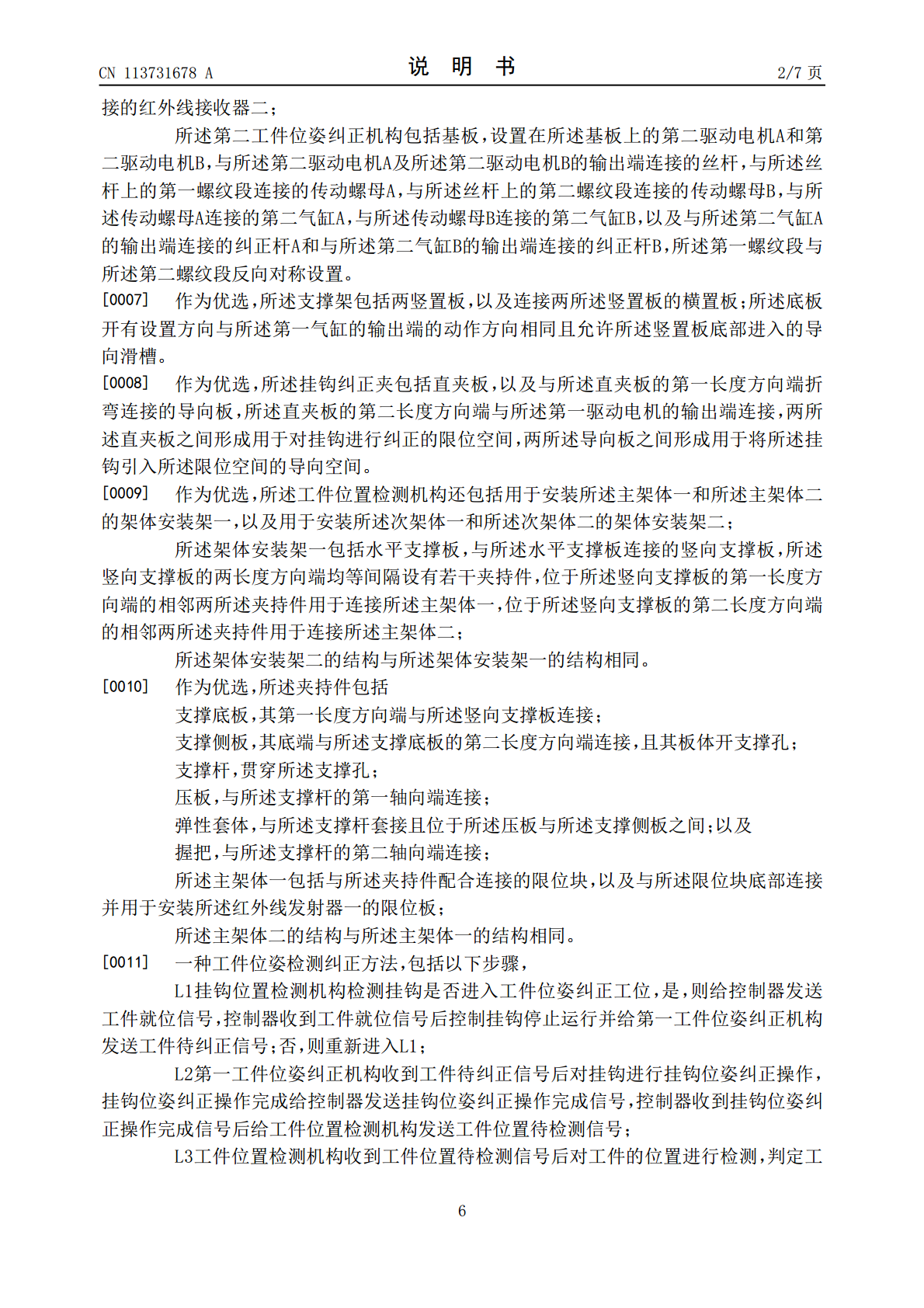
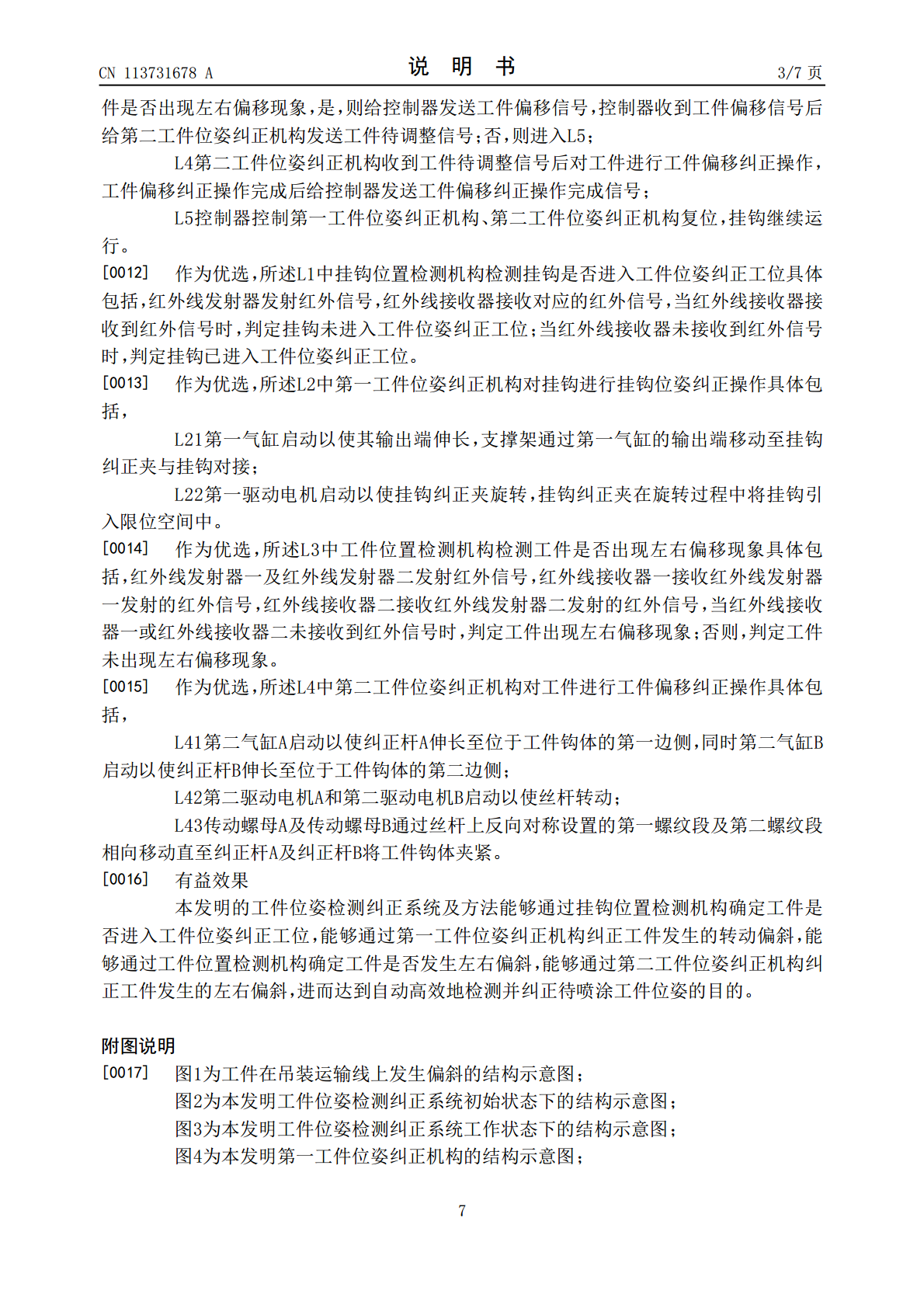
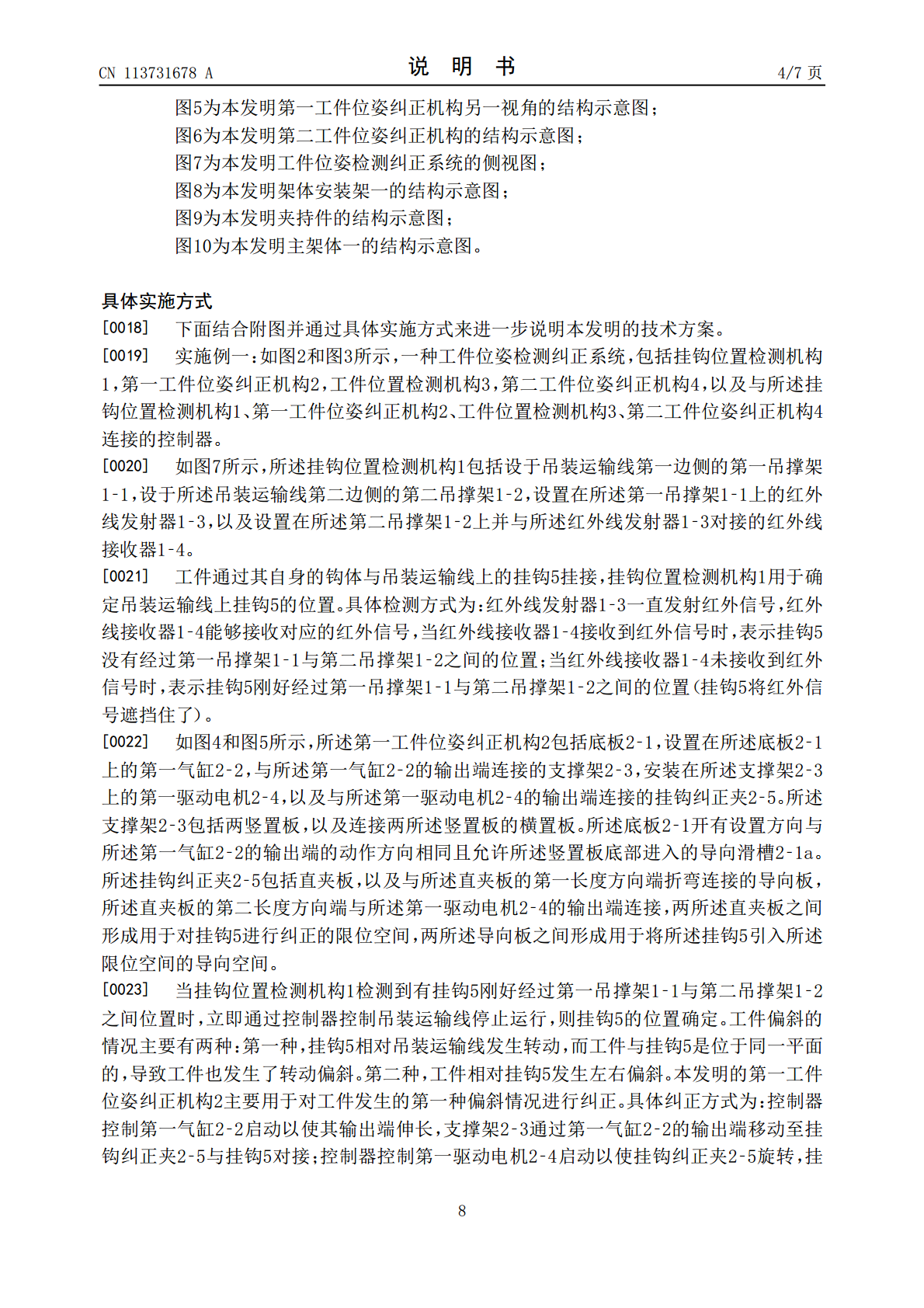
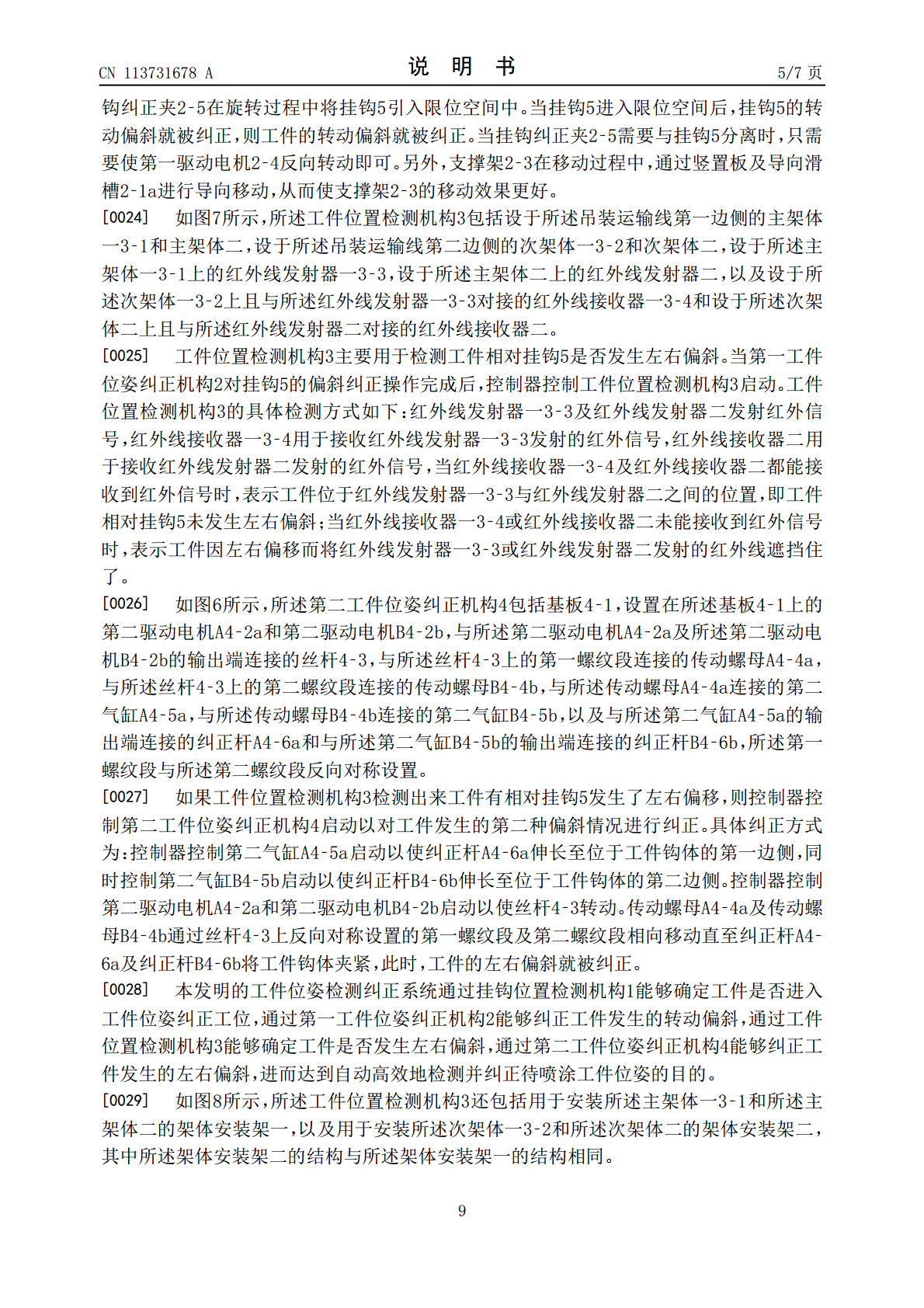
本发明涉及自动喷涂技术领域,具体为一种工件位姿检测纠正系统及方法。一种工件位姿检测纠正系统,包括挂钩位置检测机构,第一工件位姿纠正机构,工件位置检测机构,第二工件位姿纠正机构,以及与所述挂钩位置检测机构、第一工件位姿纠正机构、工件位置检测机构、第二工件位姿纠正机构连接的控制器。本发明的工件位姿检测纠正系统及方法能够通过挂钩位置检测机构确定工件是否进入工件位姿纠正工位,能够通过第一工件位姿纠正机构纠正工件发生的转动偏斜,能够通过工件位置检测机构确定工件是否发生左右偏斜,能够通过第二工件位姿纠正机构纠正工件发
一种位姿检测方法、系统及装置.pdf
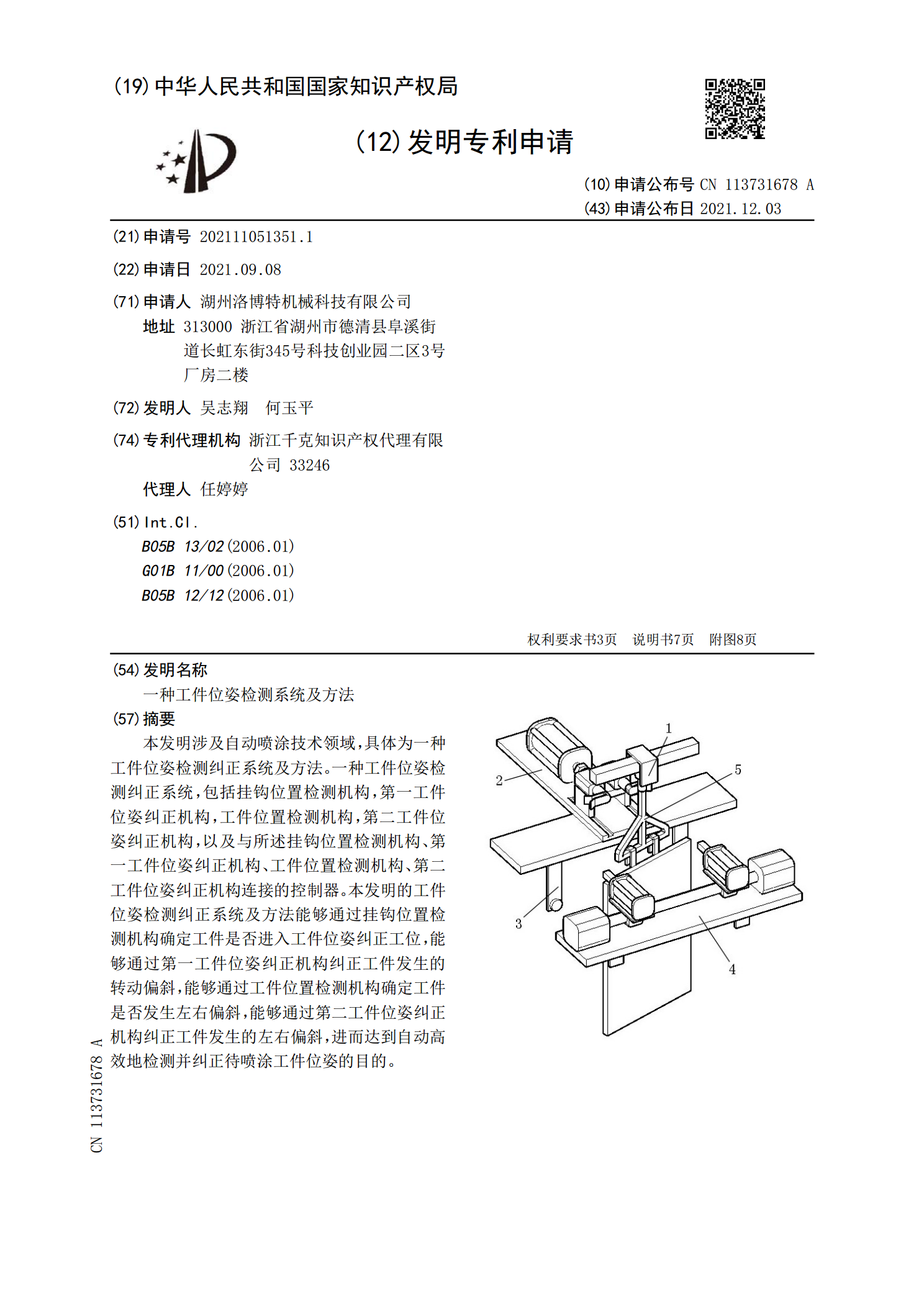
本申请公开了一种位姿检测方法,包括接收异形电子元件的图像与PCB板的图像;对所述异形电子元件的图像及所述PCB板的图像进行预处理得到目标对象;对所述目标对象进行特征筛选得到特征集;对所述特征集中的连通域进行边缘轮廓拟合,并根据边缘轮廓拟合后的连通域计算得到所述异形电子元件及所述PCB板的位姿。该位姿检测方法能够准确高效检测异形电子元件以及PCB板的位姿,为异形电子元件插装提供准确的数据基础。本申请还公开了一种位姿检测系统、装置以及计算机可读存储介质,均具有上述技术效果。
一种基于工件内外轮廓几何特征的快速位姿检测方法.pdf
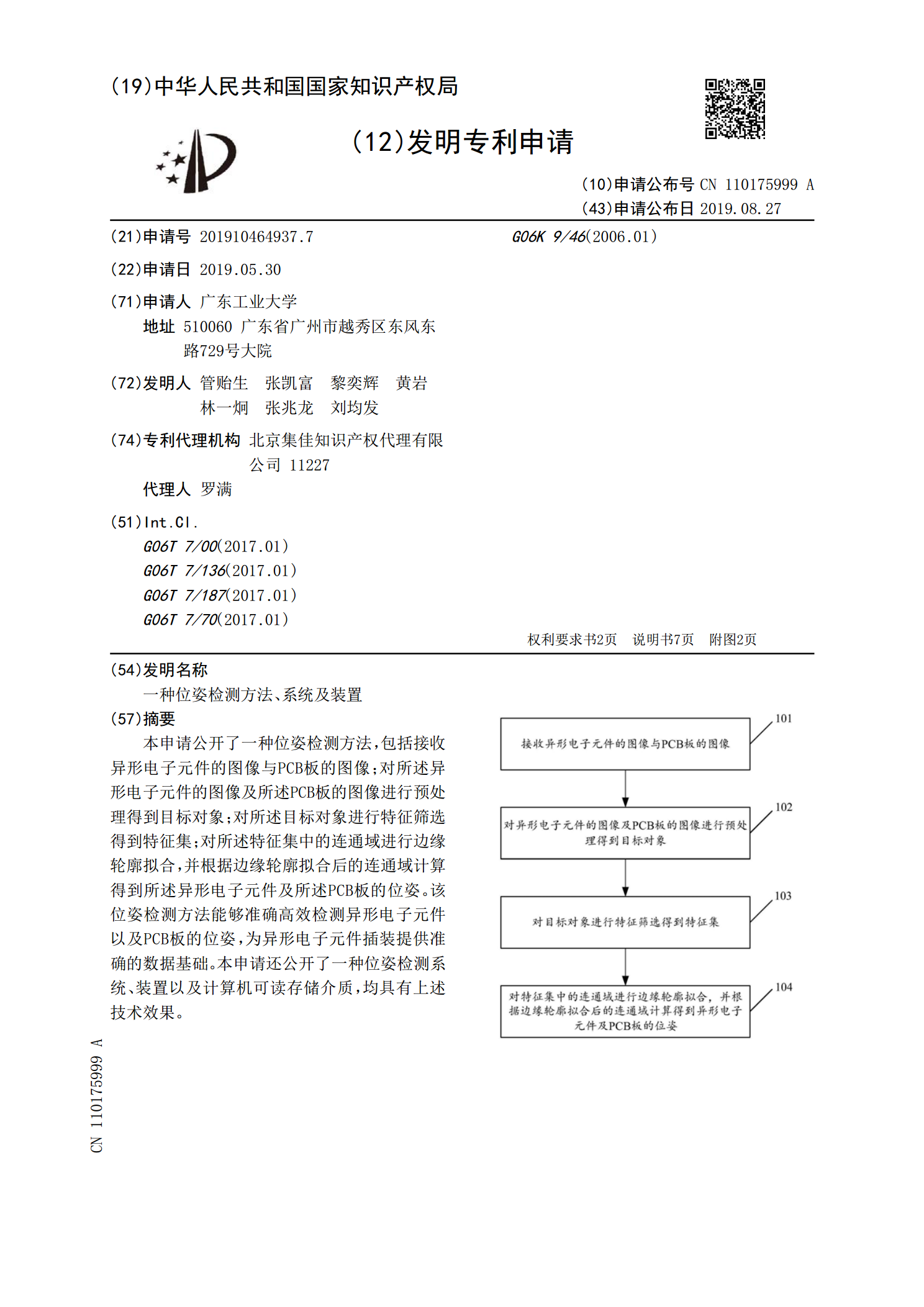
本发明公开了一种基于工件内外轮廓几何特征的快速位姿检测方法,包括如下步骤:(1)工件图像获取;(2)对获取的工件图像进行预处理操作;(3)对预处理后的工件图像进行几何特征获取;(4)根据获取的几何特征进行姿态识别。本发明通过旋转将运输时封闭状态的车厢转换为箱体内部的抽屉全部朝外的位置状态,从而在保证货物运输安全的情况下便于货物的拿取。与现有技术相比,本发明不仅检测精度较高,而且耗时较少,能够满足自动化生产的实时性要求,更好的兼顾检测速度和检测精度,并且对实际应用环境下有很好的鲁棒性。
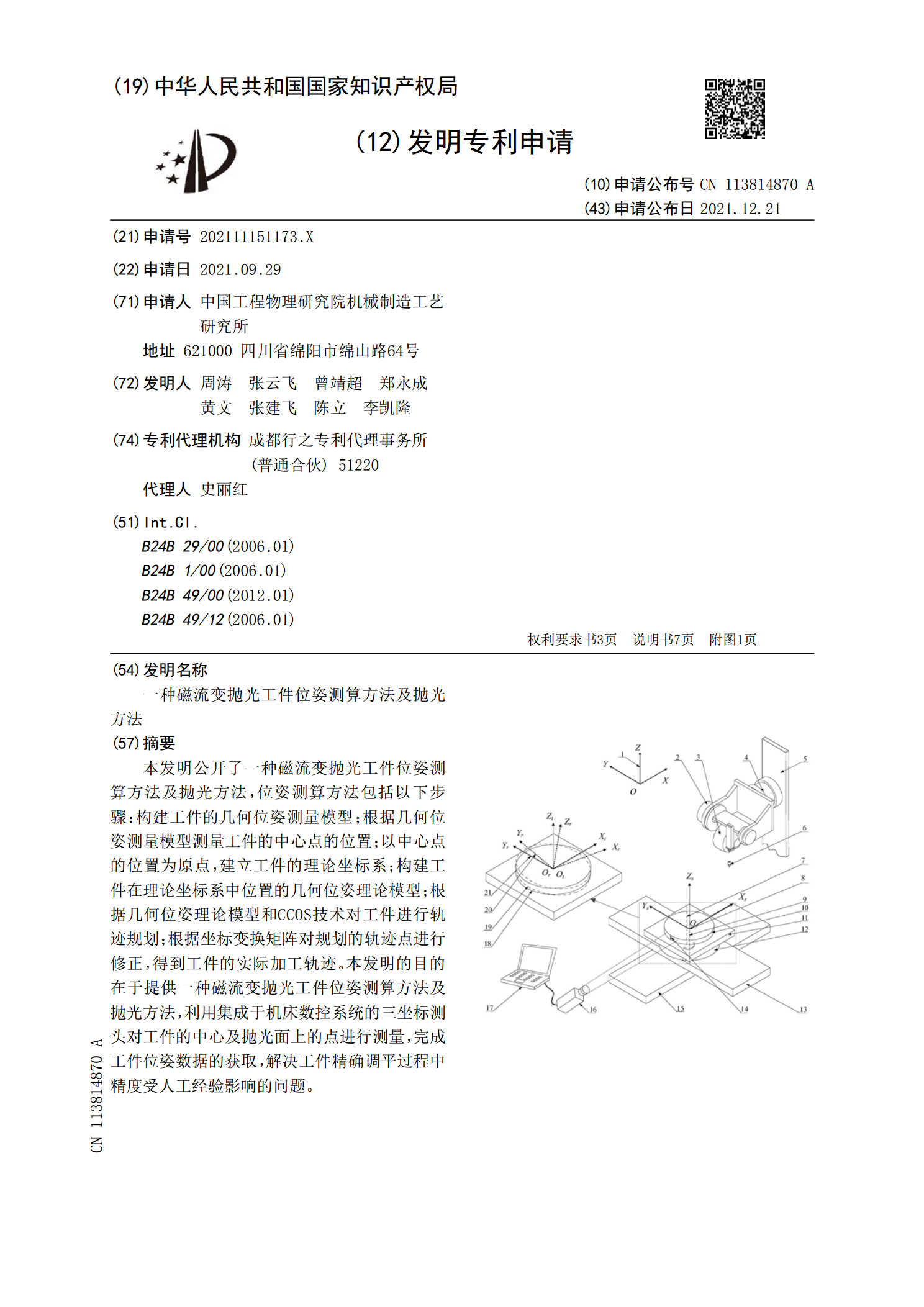
一种磁流变抛光工件位姿测算方法及抛光方法.pdf
本发明公开了一种磁流变抛光工件位姿测算方法及抛光方法,位姿测算方法包括以下步骤:构建工件的几何位姿测量模型;根据几何位姿测量模型测量工件的中心点的位置;以中心点的位置为原点,建立工件的理论坐标系;构建工件在理论坐标系中位置的几何位姿理论模型;根据几何位姿理论模型和CCOS技术对工件进行轨迹规划;根据坐标变换矩阵对规划的轨迹点进行修正,得到工件的实际加工轨迹。本发明的目的在于提供一种磁流变抛光工件位姿测算方法及抛光方法,利用集成于机床数控系统的三坐标测头对工件的中心及抛光面上的点进行测量,完成工件位姿数据的
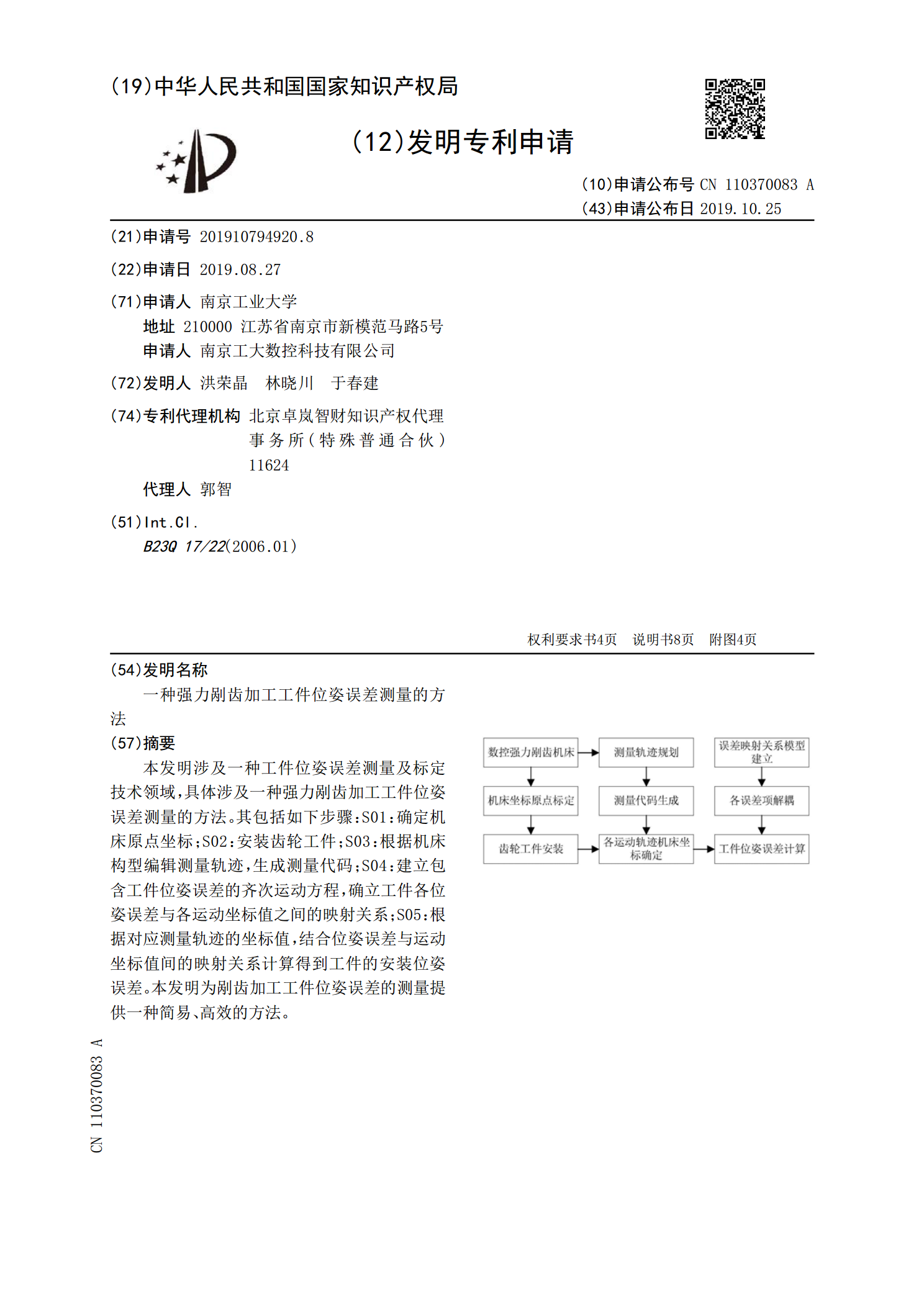
一种强力剐齿加工工件位姿误差测量的方法.pdf
本发明涉及一种工件位姿误差测量及标定技术领域,具体涉及一种强力剐齿加工工件位姿误差测量的方法。其包括如下步骤:S01:确定机床原点坐标;S02:安装齿轮工件;S03:根据机床构型编辑测量轨迹,生成测量代码;S04:建立包含工件位姿误差的齐次运动方程,确立工件各位姿误差与各运动坐标值之间的映射关系;S05:根据对应测量轨迹的坐标值,结合位姿误差与运动坐标值间的映射关系计算得到工件的安装位姿误差。本发明为剐齿加工工件位姿误差的测量提供一种简易、高效的方法。