
一种强力剐齿加工工件位姿误差测量的方法.pdf

骊英****bb

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种强力剐齿加工工件位姿误差测量的方法.pdf
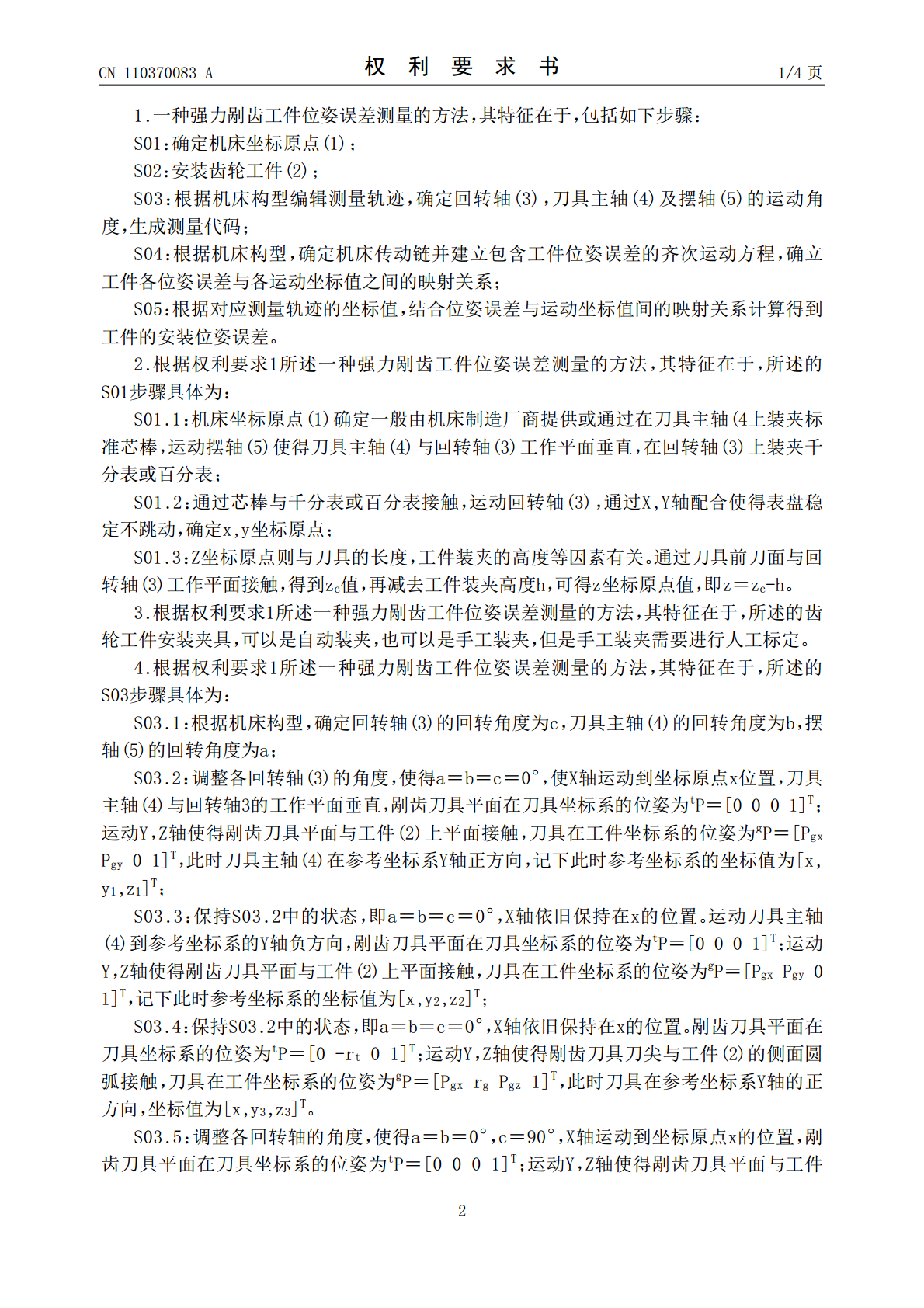
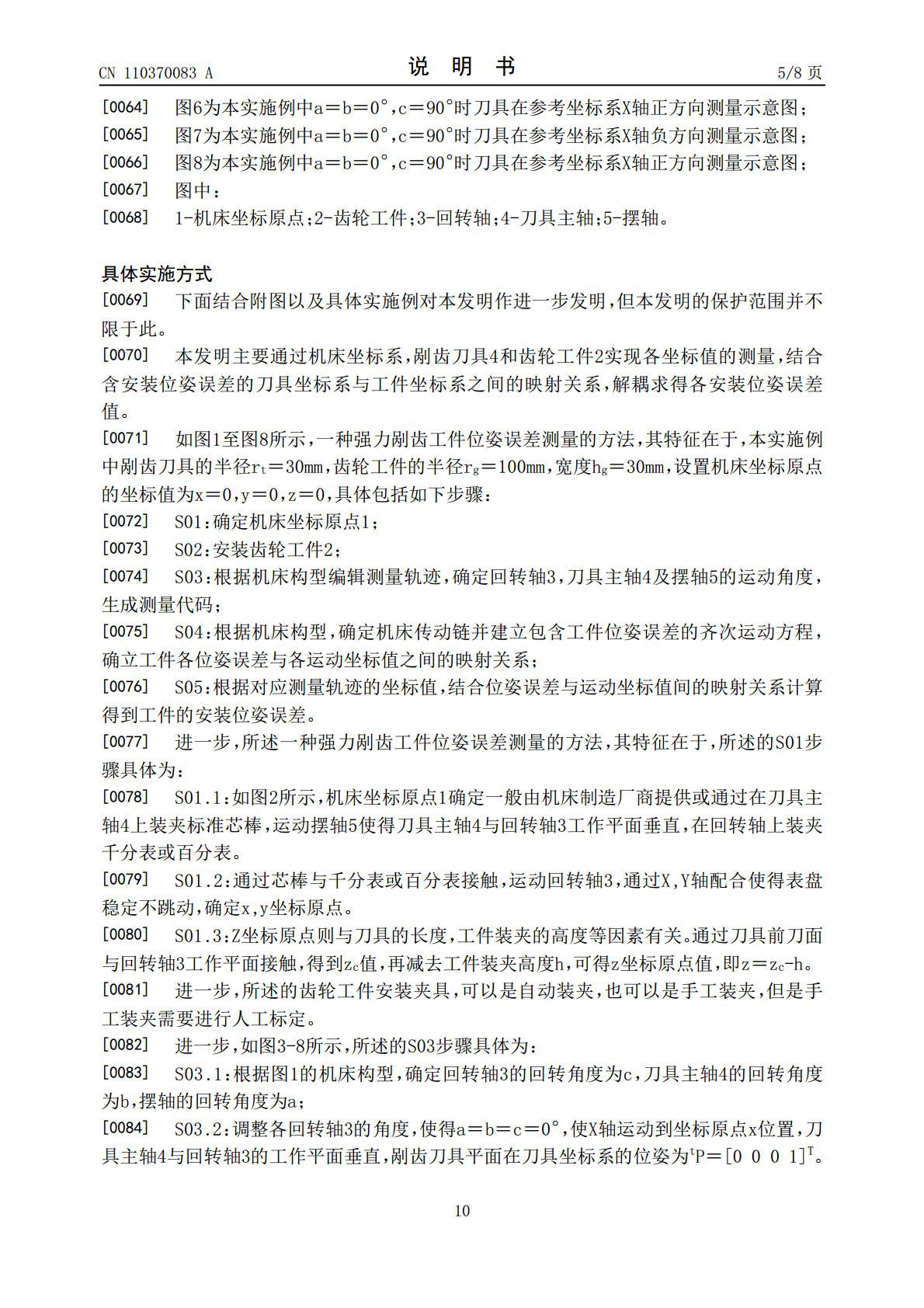
本发明涉及一种工件位姿误差测量及标定技术领域,具体涉及一种强力剐齿加工工件位姿误差测量的方法。其包括如下步骤:S01:确定机床原点坐标;S02:安装齿轮工件;S03:根据机床构型编辑测量轨迹,生成测量代码;S04:建立包含工件位姿误差的齐次运动方程,确立工件各位姿误差与各运动坐标值之间的映射关系;S05:根据对应测量轨迹的坐标值,结合位姿误差与运动坐标值间的映射关系计算得到工件的安装位姿误差。本发明为剐齿加工工件位姿误差的测量提供一种简易、高效的方法。

无理论齿形误差直齿剐齿刀设计方法.pdf
本发明公开了一种无理论齿形误差直齿剐齿刀的设计方法,基于曲面共轭原理,通过被加工零件与共轭轮、共轭轮与剐齿刀之间的关系,获得剐齿刀齿数、齿高以及齿顶圆半径;从刀具设计、制造,以及刃磨工艺性考虑,选定前刀面和顶后刀面,获得顶刃;通过无理论齿形误差设计,得到主刃和主后刀面;根据实际切削速度,定义主刃上的工作角度,包括工作前角和工作后角;为了便于图纸表达与检测,在刀具轴截面中定义顶刃前、后角;借助微观等效思想,获得工作前、后角与顶刃前、后角的关系;依据工作前、后角能够保证刀具处于良好的切削状态且具有足够强度的原
一种工件位姿检测系统及方法.pdf
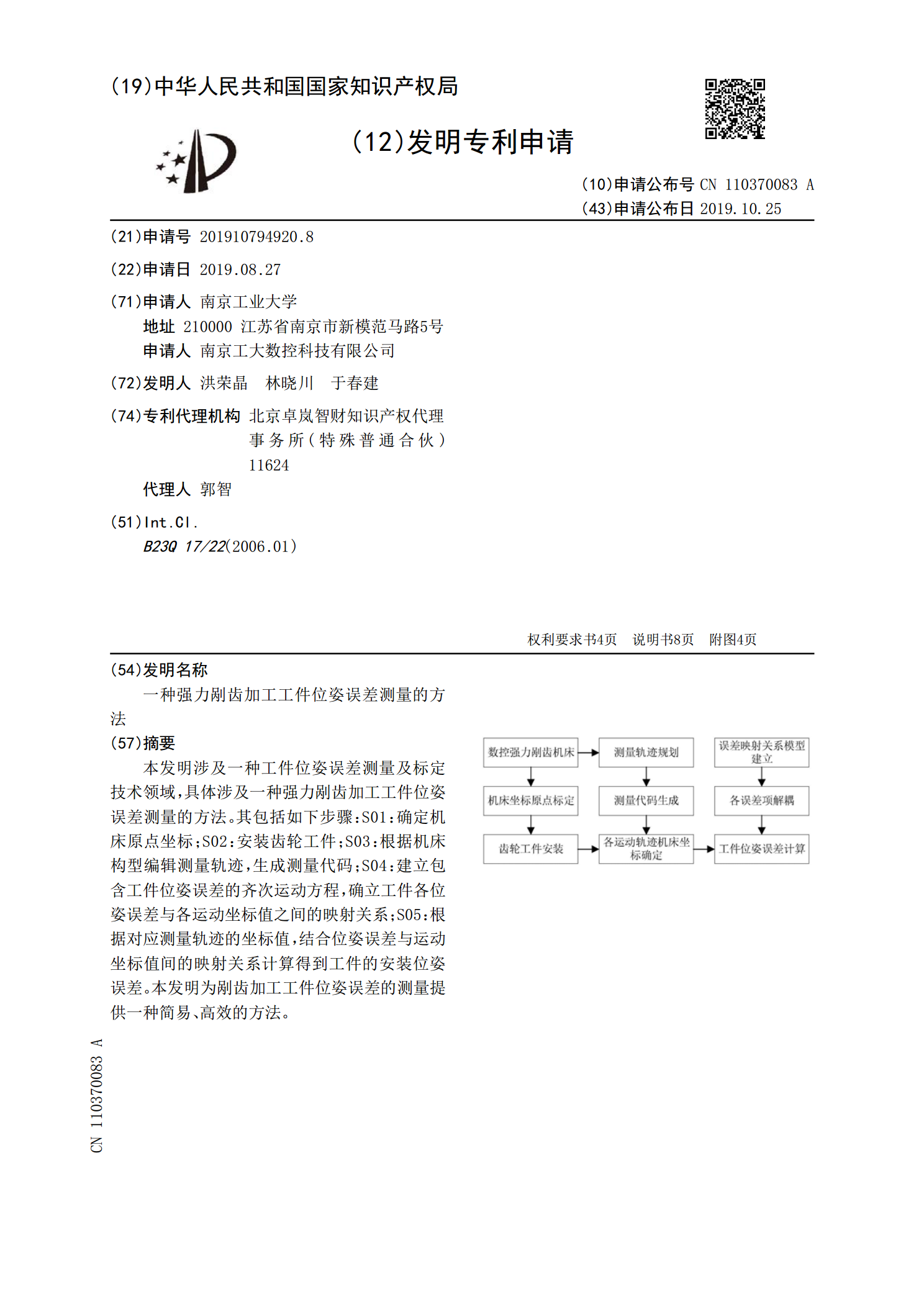
本发明涉及自动喷涂技术领域,具体为一种工件位姿检测纠正系统及方法。一种工件位姿检测纠正系统,包括挂钩位置检测机构,第一工件位姿纠正机构,工件位置检测机构,第二工件位姿纠正机构,以及与所述挂钩位置检测机构、第一工件位姿纠正机构、工件位置检测机构、第二工件位姿纠正机构连接的控制器。本发明的工件位姿检测纠正系统及方法能够通过挂钩位置检测机构确定工件是否进入工件位姿纠正工位,能够通过第一工件位姿纠正机构纠正工件发生的转动偏斜,能够通过工件位置检测机构确定工件是否发生左右偏斜,能够通过第二工件位姿纠正机构纠正工件发

圆柱齿轮剐齿加工方法.pdf
本发明公开了一种圆柱齿轮剐齿加工方法。工件与刀具的各自转速分别为n1和n2,n1与n2之比等于刀具齿数与工件齿数之比,刀具相当于一个与工件啮合的齿轮。加工时使工件与刀具两主轴的轴线呈轴交角α,α角为工件齿向螺旋角β与刀具齿向螺旋角γ的代数和。刀具的刃形设计成与工件齿形共轭形状,用多轴运动控制器控制工件和刀具的旋转;刀具的轴向进给径向进给。在切削点处,切削速度V随切削点在刀刃上变化而改变,形成剐削作用完成工件轮齿表面的切削成形。在无退刀槽条件下可完成非贯通渐开线内齿的加工,是现有齿轮加工技术无法做到的,本发
一种机械臂末端位姿误差测量方法及系统.pdf
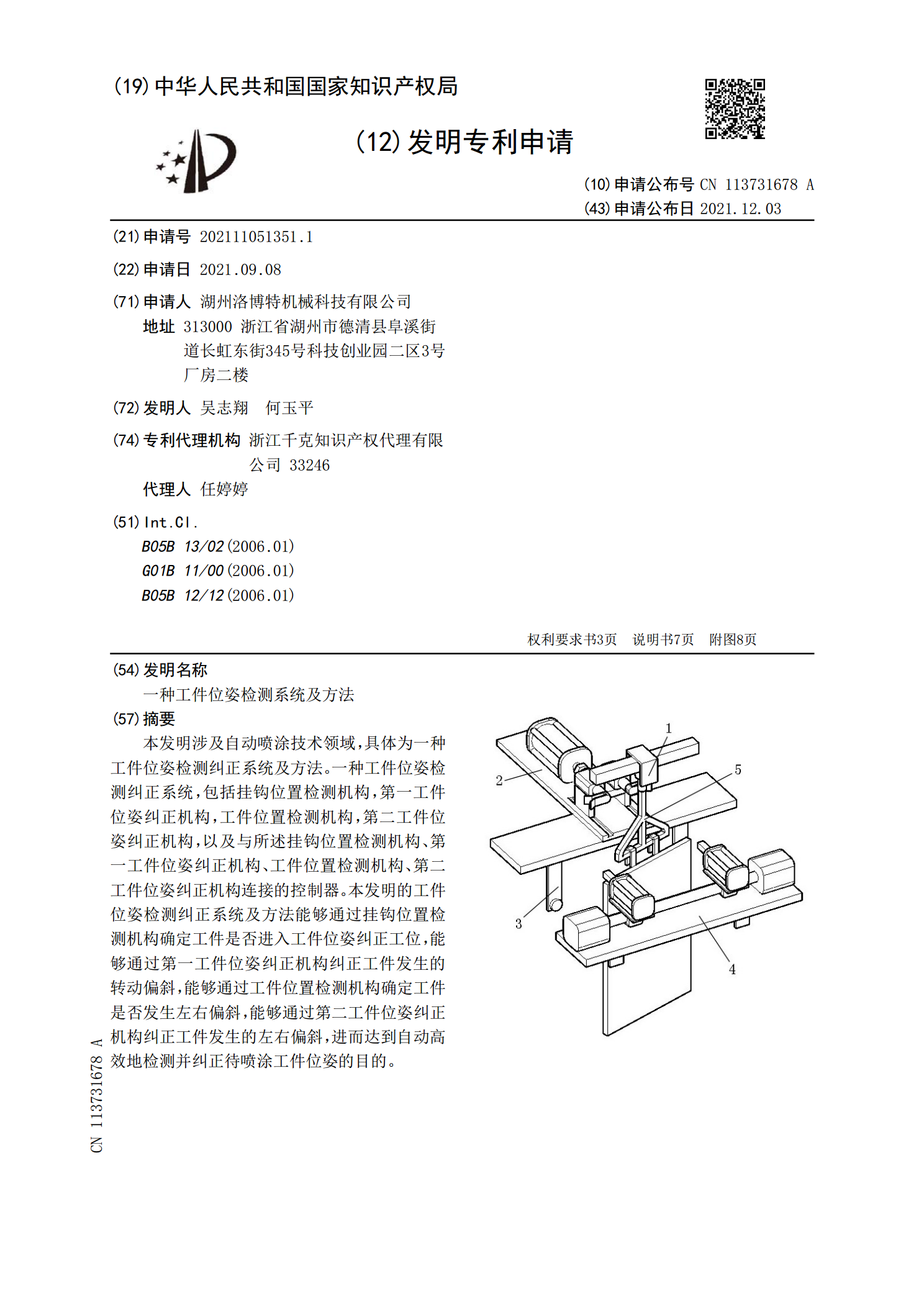
本发明公开了一种机械臂末端位姿误差测量方法及系统,所述系统包括测量靶标装置、机械臂、条纹投影三维扫描装置和处理器;所述测量靶标装置包括底座、多个标准球及多个支撑杆组成,每个支撑杆的一端固定在底座上,另一端用于固定一个标准球,所述多个支撑杆成环形分布,所述测量靶标装置安装于机械臂末端。通过无外部影响时提前获取机械臂末端的标准位姿,直接和实际工作中的机械臂末端的实际位姿进行比较,快速测量位姿误差;另外,获取大量基准球表面三维点云数据,通过三维点云数据拟合各球心位置,由于计算过程中使用了大量点云数据,少量误差较