
铝合金挤压工艺.pptx

kp****93

1/10
2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铝合金挤压工艺.pptx
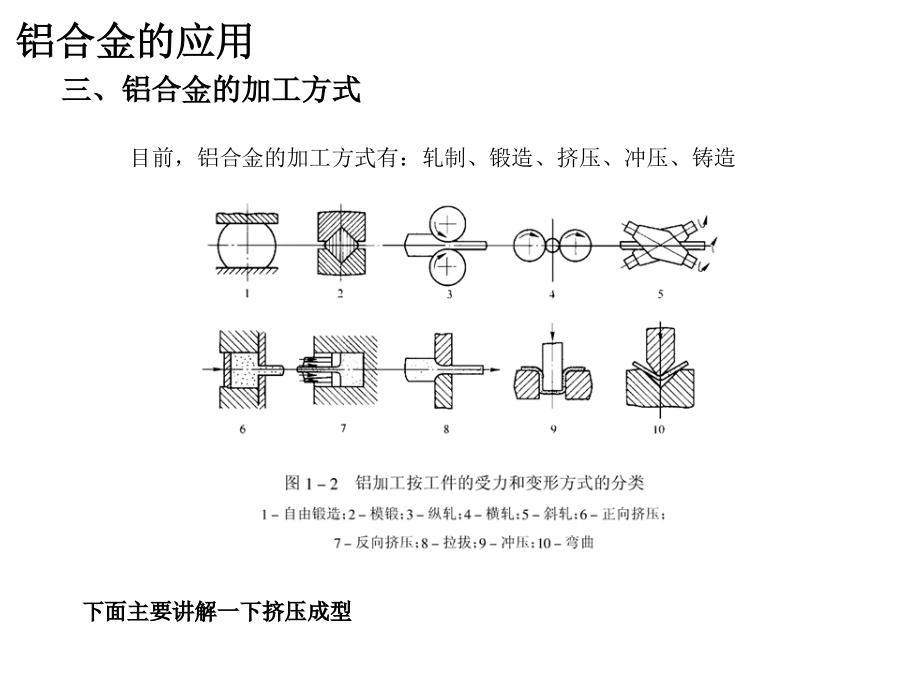
铝合金挤压主要内容一、前言铝合金的应用二、应用案例全铝车身奥迪A8是大型豪华轿车,但它的车身结构重量仅有218kg,奥迪A8铝合金框架支撑着全铝合金车身的创新技术被称为ASF(AudiSpaceFrame)——即奥迪空间框架技术,ASF车身结构有挤压的铝部件及压铸件组成,该架构支撑铝板元件;目前在市场上销售的AudiA8、TT等车型,都使用了ASF,奥迪A8车身结构重量仅为218kg,TTCoupe跑车车身结构重量仅有206kg。二、应用案例三、铝合金的加工方式四、挤压成型1.挤压加工的工艺特点2.挤压生
铝合金型材挤压工艺解析.pdf
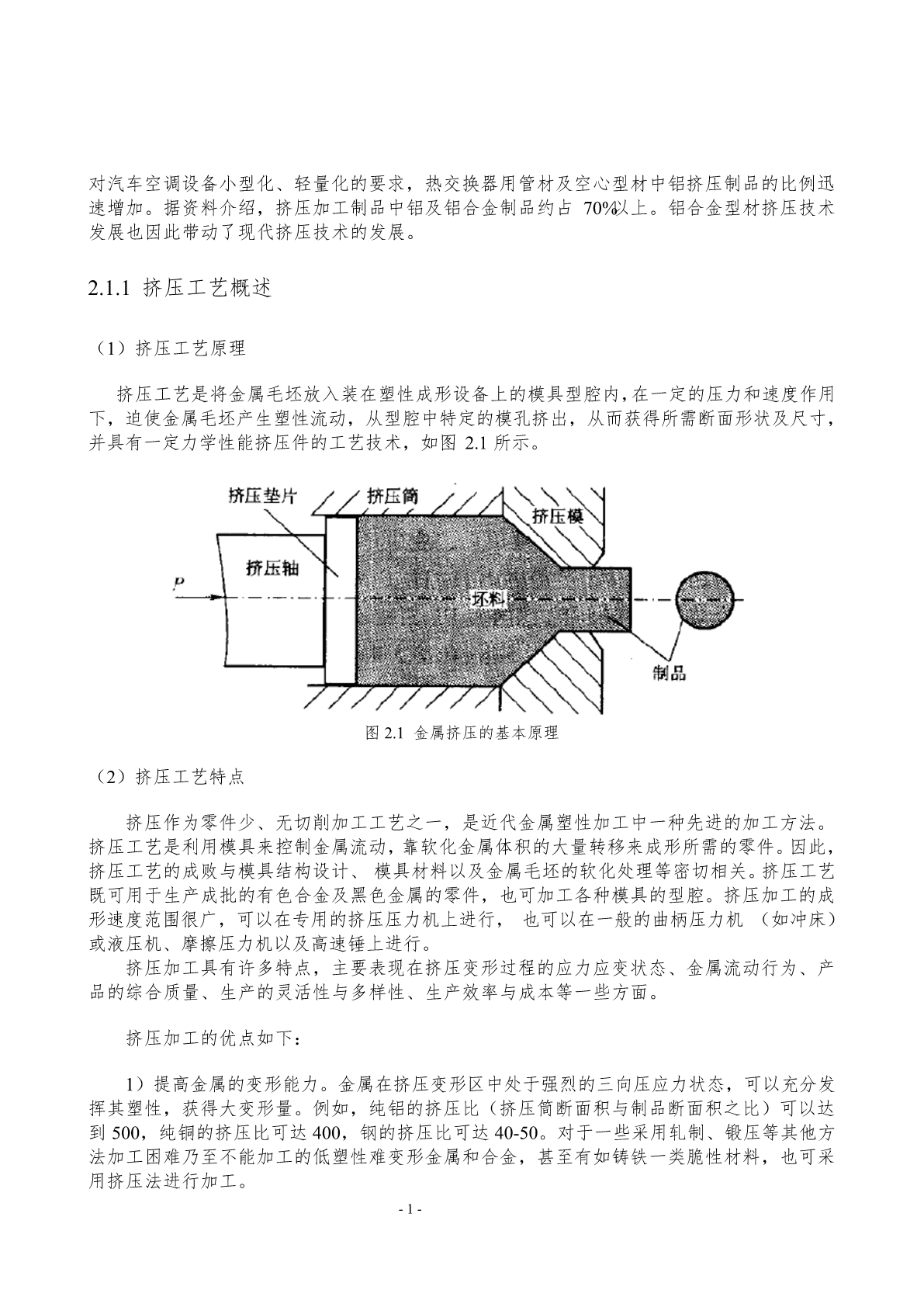
对汽车空调设备小型化、轻量化的要求,热交换器用管材及空心型材中铝挤压制品的比例迅速增加。据资料介绍,挤压加工制品中铝及铝合金制品约占70%以上。铝合金型材挤压技术发展也因此带动了现代挤压技术的发展。2.1.1挤压工艺概述(1)挤压工艺原理挤压工艺是将金属毛坯放入装在塑性成形设备上的模具型腔内,在一定的压力和速度作用下,迫使金属毛坯产生塑性流动,从型腔中特定的模孔挤出,从而获得所需断面形状及尺寸,并具有一定力学性能挤压件的工艺技术,如图2.1所示。图2.1金属挤压的基本原理(2)挤压工艺特点挤压作为零件少、

铝合金轮毂的挤压制造工艺.pdf
本发明公开一种铝合金轮毂的挤压制造工艺,包括以下步骤:铝合金轮毂浇注的温度控制在720°左右;铝合金轮毂加压压力控制在120t-150t之间;保压时间应为20-35s,应保压到完全凝固;采用空行程为140mm/s快速下行,使冲头刚接触到液面时改为慢速挤压,速度为40mm/s,直至压力升到保压压力,结晶凝固;采用凹、凸模水冷却控制方法,一般凹模取180-220°,凸模取140-180°。本发明具有克服金属铸造容易产生缩孔、缩松、机械性能低的铸造缺陷的优点。

用于挤压用铝合金杆的加工工艺.pdf
本发明公开一种用于挤压用铝合金杆的加工工艺,其特征在于:所述挤压用铝合金杆由以下质量百分比的组分组成:硅、铁、铜、其余为铝;对经过铝合金杆通过一防氧化涂覆装置进行表面处理,此防氧化涂覆装置包括底板、过线箱、油箱、高压气化装置和若干喷嘴,所述过线箱通过若干支座固定安装于底板上表面,所述油箱可移动的设置于过线箱正下方,油腔另一端与油过滤器连接,所述水过滤器与油腔侧面连接,所述油过滤器通过所述软管与油箱连接,用于接入压缩空气,所述供油部与所述软管连接,此若干过线轮分别可转动的套装于若干安装轴上。本发明通过对熔炼
一种7020铝合金型材及其挤压工艺.pdf
本发明属于铝加工制造加工领域,涉及一种7020铝合金型材及其挤压工艺,该铝合金型材的成分含量百分比为:Si≤0.15、Mg1.15~1.25、Fe≤0.25、Cu≤0.15、Mn≤0.25、Ti≤0.05、Zn:4.80~5.00、Zr:0.10~0.16、Pb:—、Cr:—,单个杂质≤0.05,合计≤0.15,其余为Al,挤压工艺包括材料检验、加热处理、挤压型材、拉伸矫直、成品锯切以及人工时效,其中人工时效的方法为先将锯切后的7020铝合金型材在时效炉内加热至105±3℃,并保温7~8h,然后进行加热至