
铝合金型材挤压工艺解析.pdf

文库****品店


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
铝合金型材挤压工艺解析.pdf
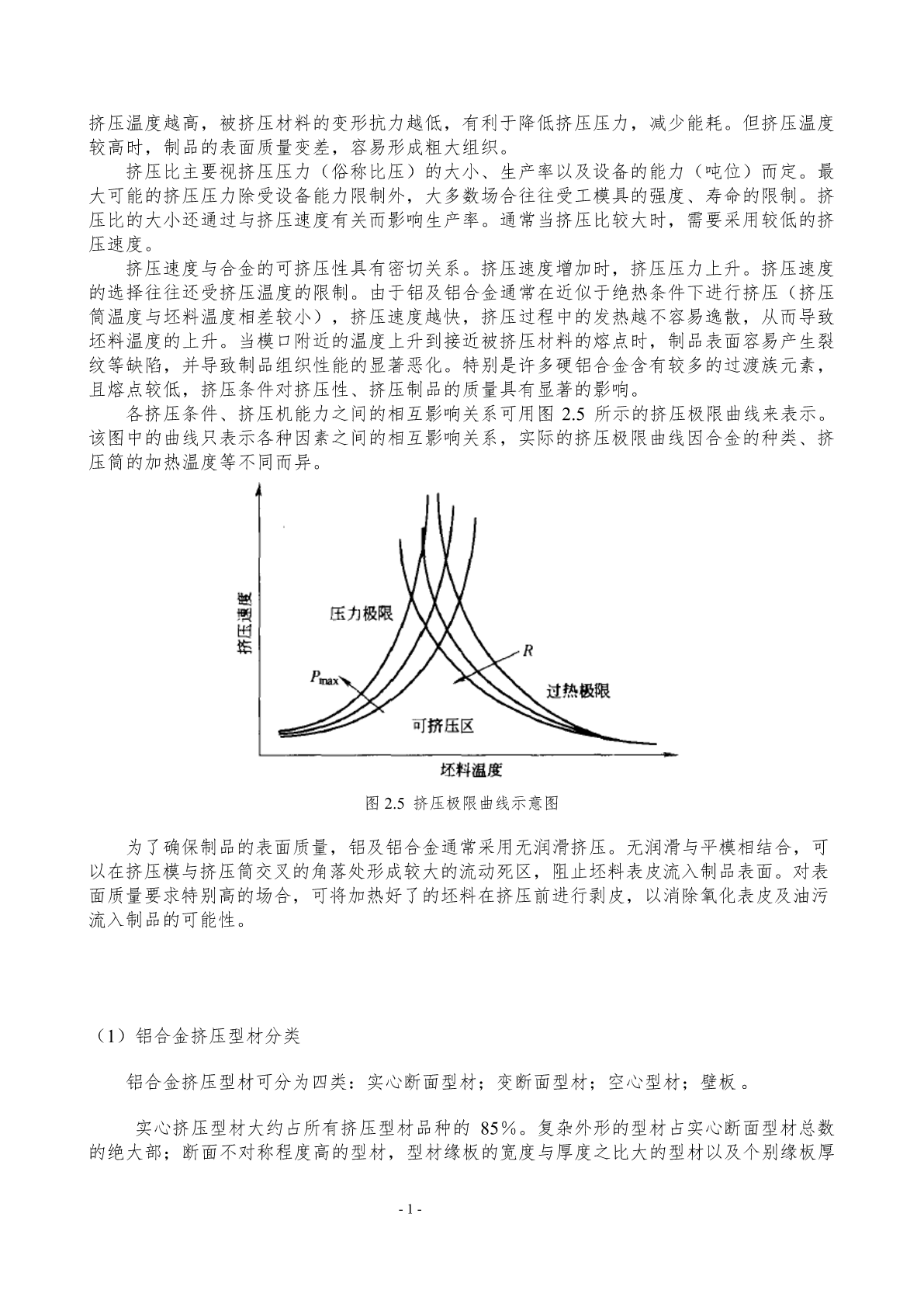
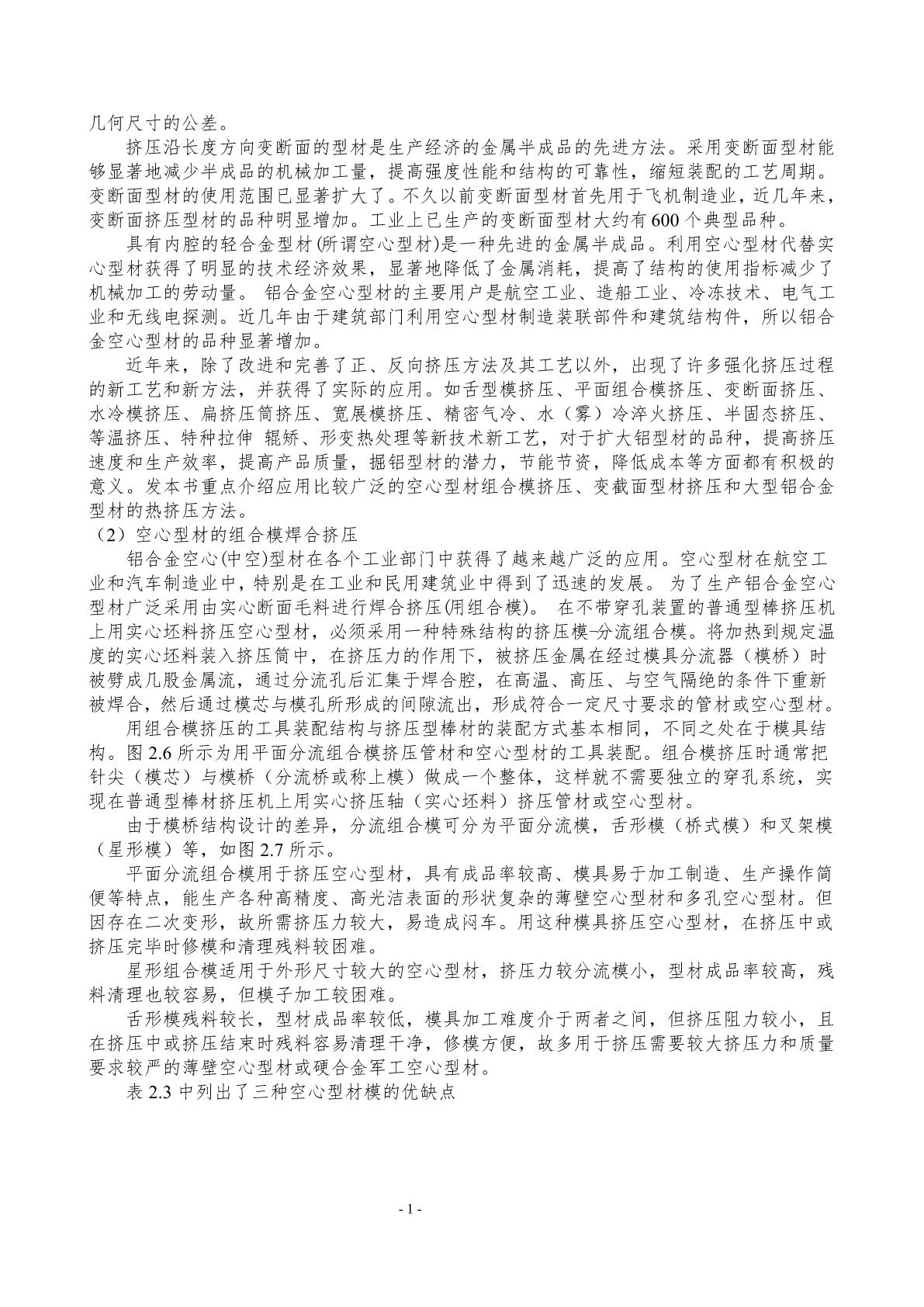
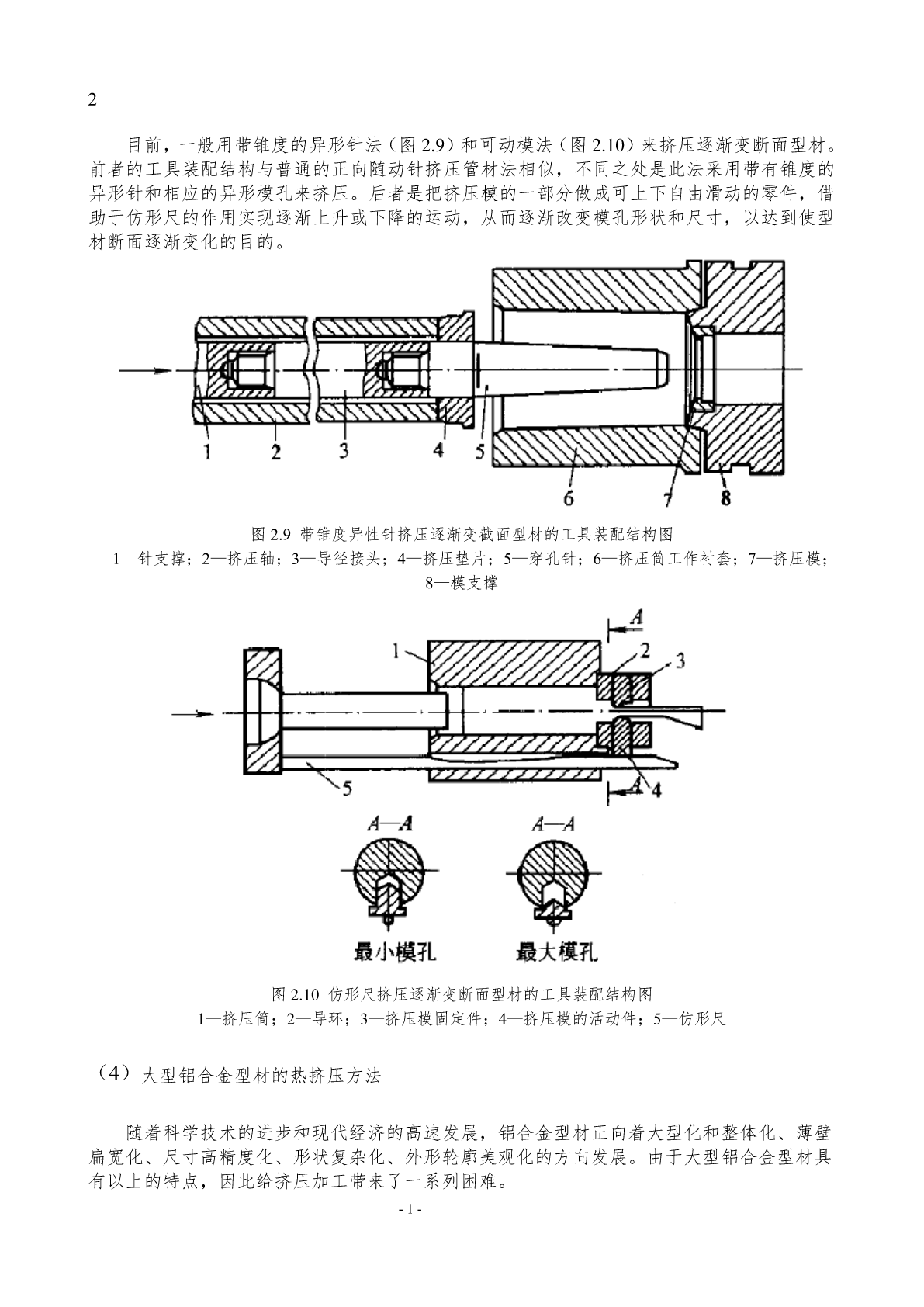
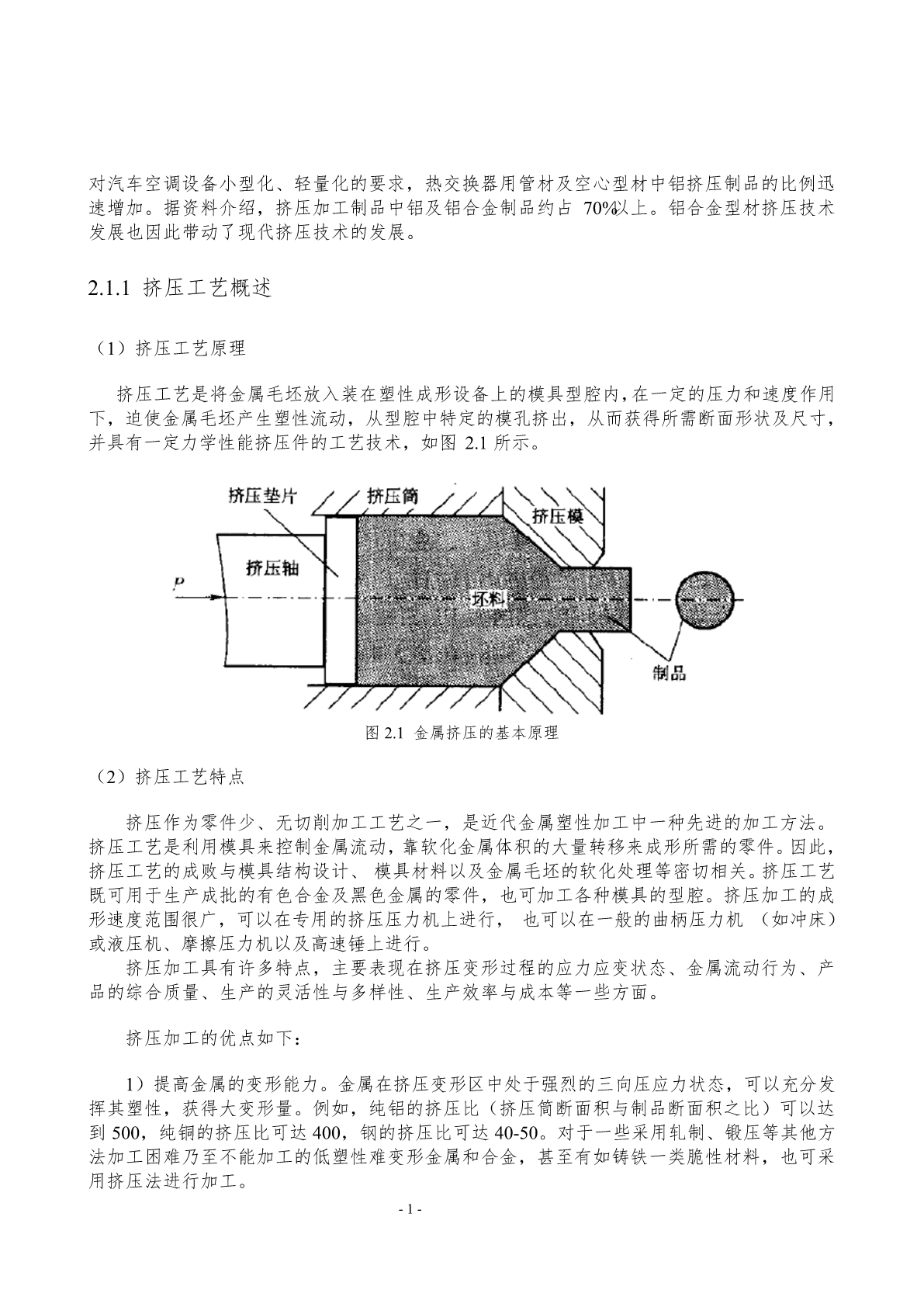
对汽车空调设备小型化、轻量化的要求,热交换器用管材及空心型材中铝挤压制品的比例迅速增加。据资料介绍,挤压加工制品中铝及铝合金制品约占70%以上。铝合金型材挤压技术发展也因此带动了现代挤压技术的发展。2.1.1挤压工艺概述(1)挤压工艺原理挤压工艺是将金属毛坯放入装在塑性成形设备上的模具型腔内,在一定的压力和速度作用下,迫使金属毛坯产生塑性流动,从型腔中特定的模孔挤出,从而获得所需断面形状及尺寸,并具有一定力学性能挤压件的工艺技术,如图2.1所示。图2.1金属挤压的基本原理(2)挤压工艺特点挤压作为零件少、

铝合金型材挤压工艺.pdf
2.1铝合金型材挤压工艺铝及铝合金型材被广泛应用于建筑、交通运输、电子、航天航空等部门。近年来,由于对汽车空调设备小型化、轻量化的要求,热交换器用管材及空心型材中铝挤压制品的比例迅速增加。据资料介绍,挤压加工制品中铝及铝合金制品约占70%以上。铝合金型材挤压技术发展也因此带动了现代挤压技术的发展。2.1.1挤压工艺概述(1)挤压工艺原理挤压工艺是将金属毛坯放入装在塑性成形设备上的模具型腔内,在一定的压力和速度作用下,迫使金属毛坯产生塑性流动,从型腔中特定的模孔挤出,从而获得所需断面形状及尺寸,并具有一定力

挤压工艺参数对挤压态新型铝合金建筑型材性能的影响.docx
挤压工艺参数对挤压态新型铝合金建筑型材性能的影响挤压工艺是一种常用的金属成形工艺,被广泛应用于制造各种铝合金建筑型材。挤压态材料的性能对于铝合金建筑型材的质量和使用寿命有着重要影响。本文旨在探讨挤压工艺参数对挤压态新型铝合金建筑型材性能的影响。挤压工艺中的参数包括挤压温度、挤压速度、挤压比例等。这些参数的变化将直接影响铝合金建筑型材的力学性能、表面质量和微观组织结构。首先,挤压温度是一个重要的工艺参数。挤压温度的选择直接影响合金的塑性变形和金属流动性。一般来说,较高的挤压温度可以提高铝合金的塑性,减小合金

建筑幕墙新型铝合金型材的挤压工艺优化.pptx
建筑幕墙新型铝合金型材的挤压工艺优化目录添加目录项标题挤压工艺优化的重要性提高生产效率降低成本提升产品质量满足市场需求建筑幕墙新型铝合金型材的特点轻量化高强度良好的耐候性能美观的外观挤压工艺优化方案优化挤压模具设计选择合适的挤压机控制挤压温度和速度改善铝材表面的处理工艺挤压工艺优化效果的评估生产效率的提升程度成本的降低程度产品质量的提升程度市场反馈情况挤压工艺优化的发展趋势智能化控制技术的应用新材料的研发和应用绿色环保生产方式的推广定制化产品的开发和生产感谢观看
挤压工艺对7046铝合金型材组织与性能的影响.pptx
,目录PartOnePartTwo挤压工艺的基本原理挤压工艺的分类挤压工艺的特点PartThree7046铝合金型材的化学成分7046铝合金型材的显微组织7046铝合金型材的力学性能PartFour挤压工艺对7046铝合金型材显微组织的影响挤压工艺对7046铝合金型材晶粒尺寸的影响挤压工艺对7046铝合金型材相组成的影响PartFive挤压工艺对7046铝合金型材力学性能的影响挤压工艺对7046铝合金型材物理性能的影响挤压工艺对7046铝合金型材耐腐蚀性能的影响PartSix挤压工艺参数的选择与优化挤压实