
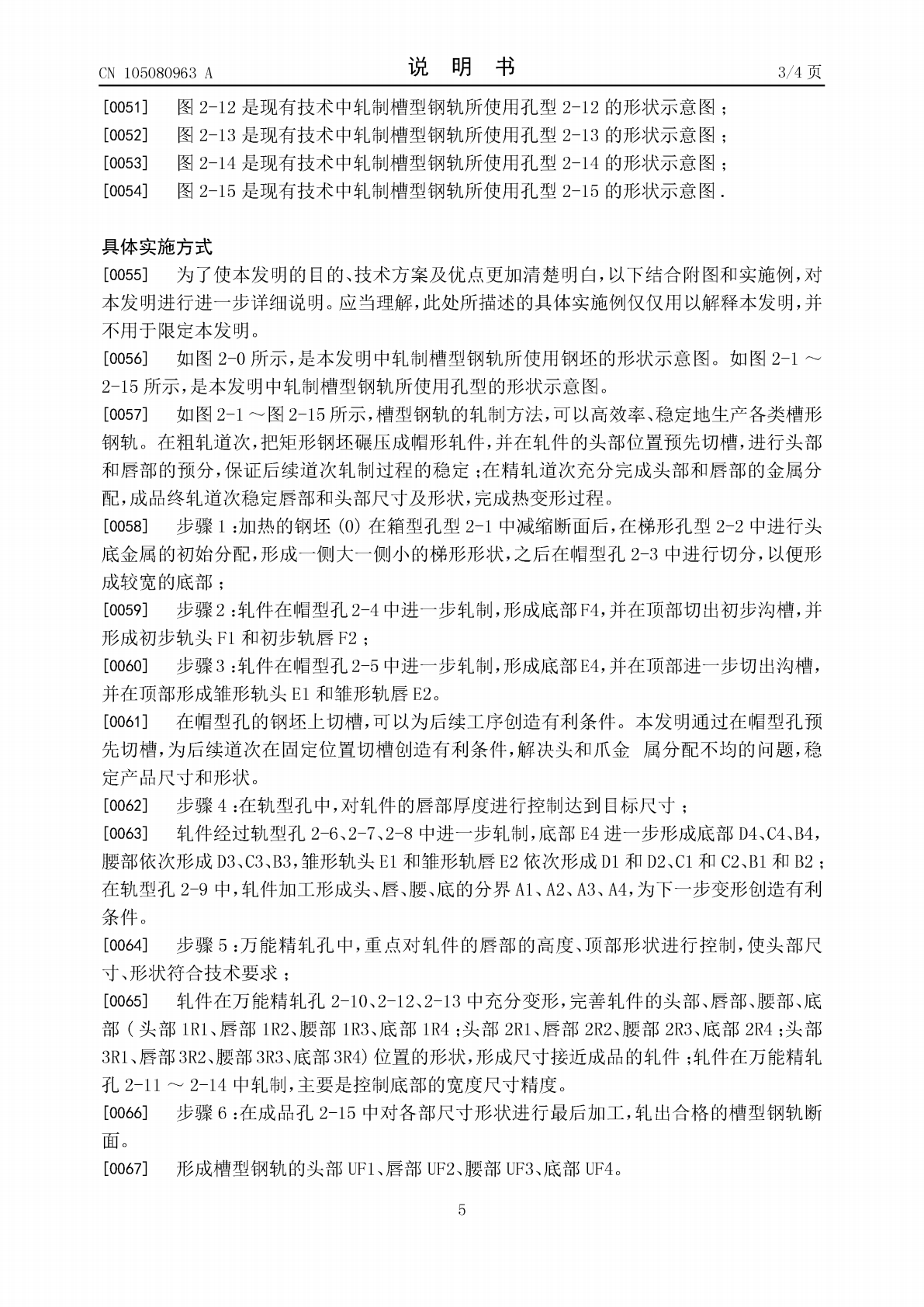
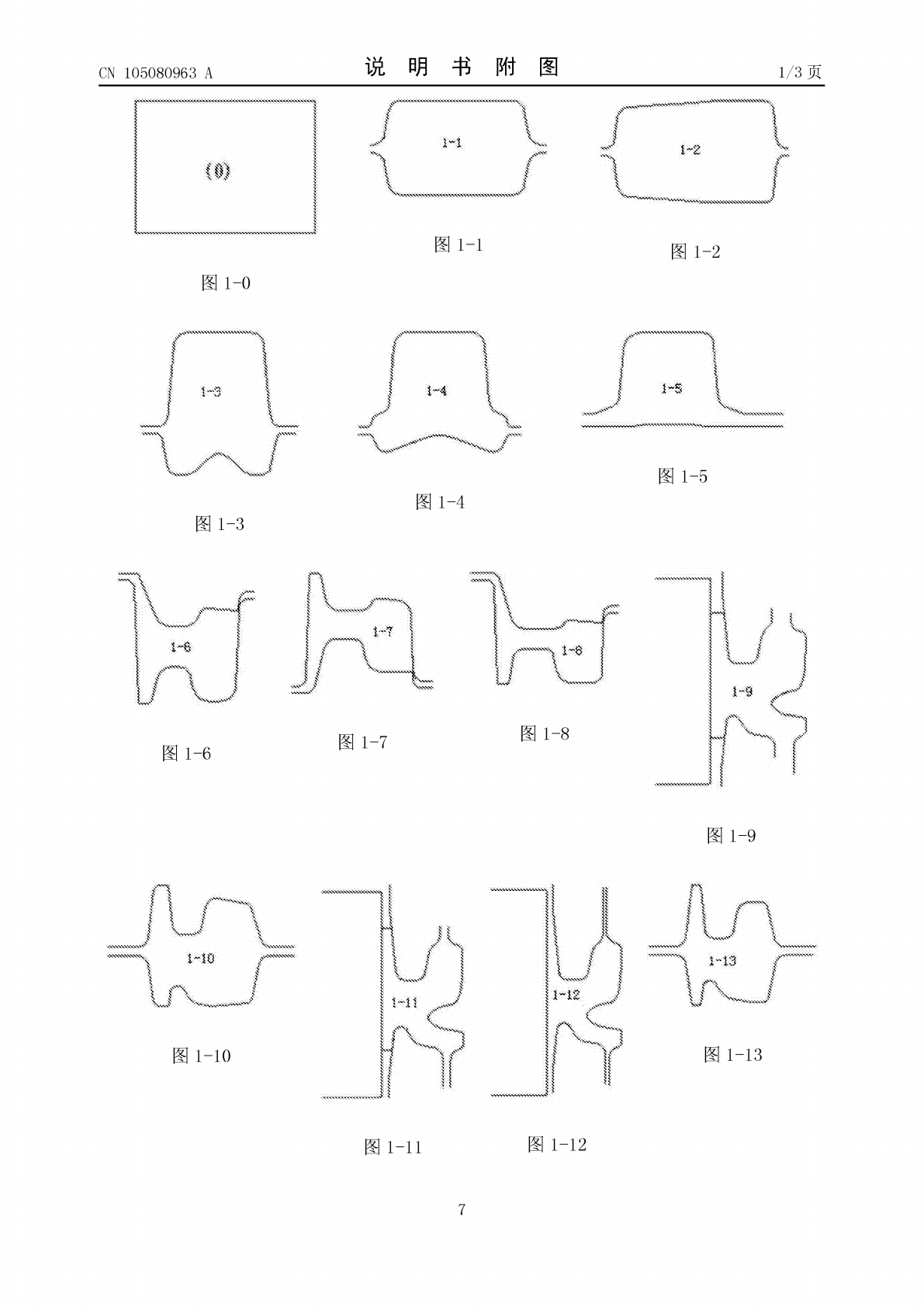
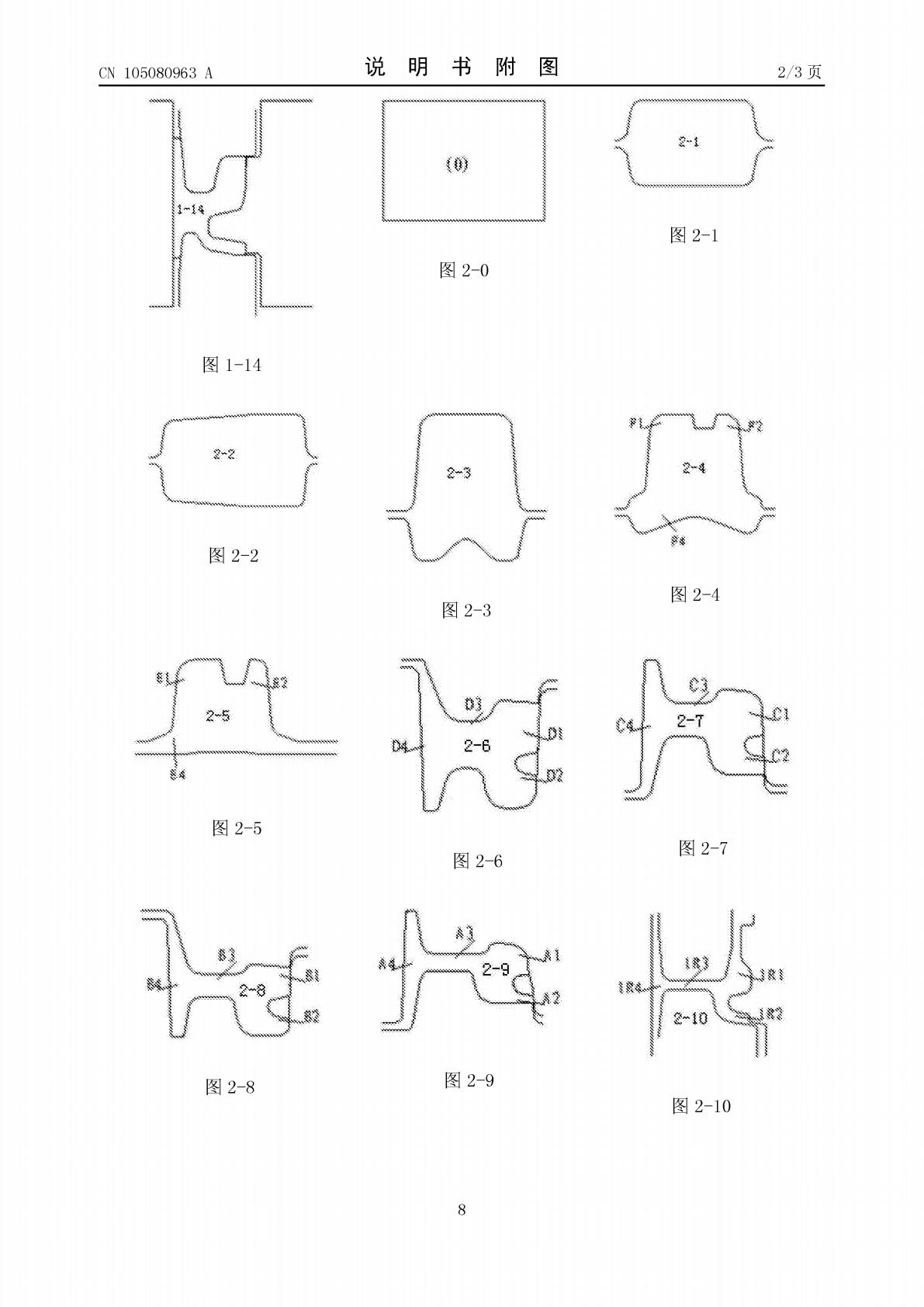
槽型钢轨的轧制方法.pdf

星菱****23

1/9
2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
槽型钢轨的轧制方法.pdf
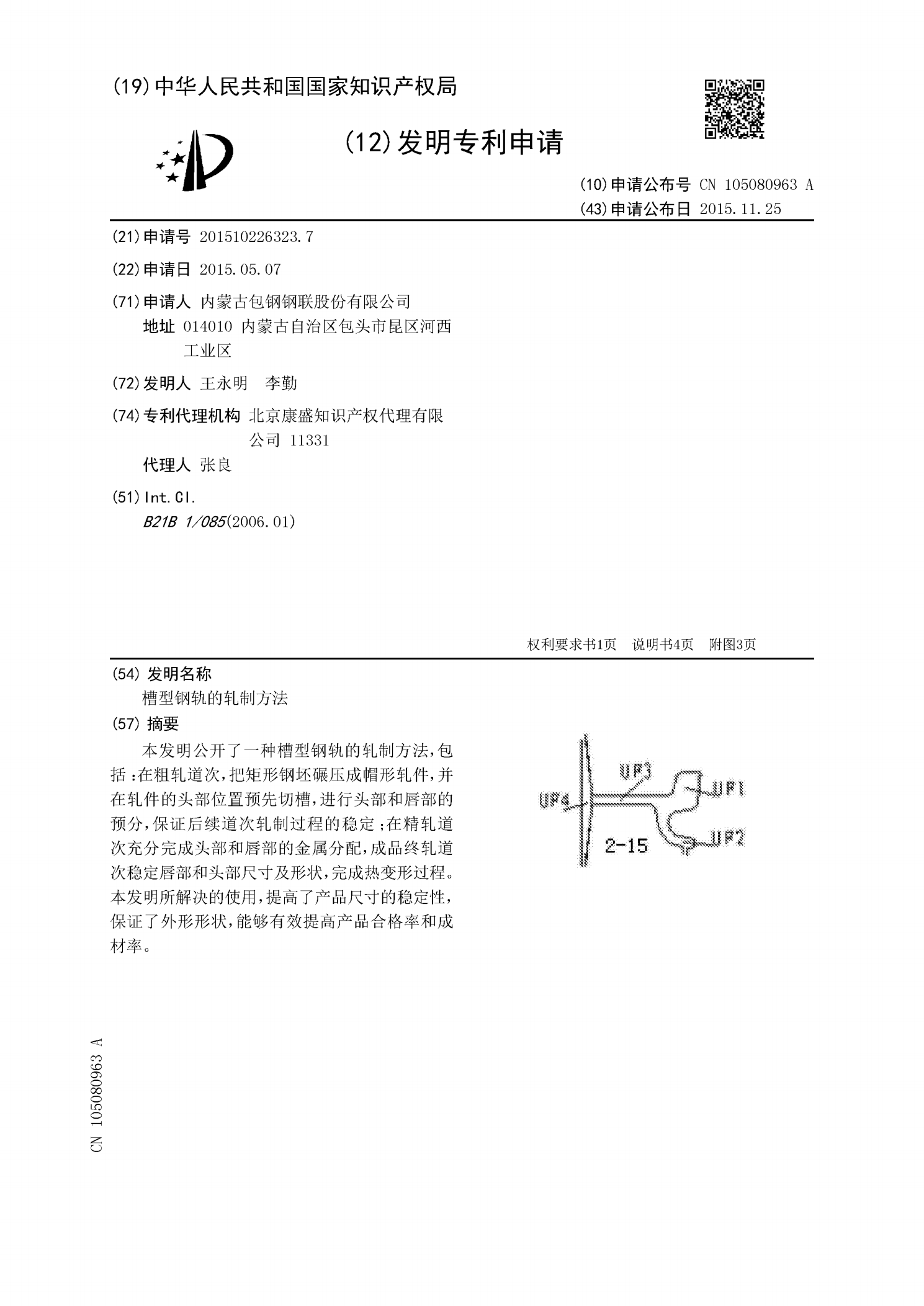
本发明公开了一种槽型钢轨的轧制方法,包括:在粗轧道次,把矩形钢坯碾压成帽形轧件,并在轧件的头部位置预先切槽,进行头部和唇部的预分,保证后续道次轧制过程的稳定;在精轧道次充分完成头部和唇部的金属分配,成品终轧道次稳定唇部和头部尺寸及形状,完成热变形过程。本发明所解决的使用,提高了产品尺寸的稳定性,保证了外形形状,能够有效提高产品合格率和成材率。
钢轨轧制方法.pdf
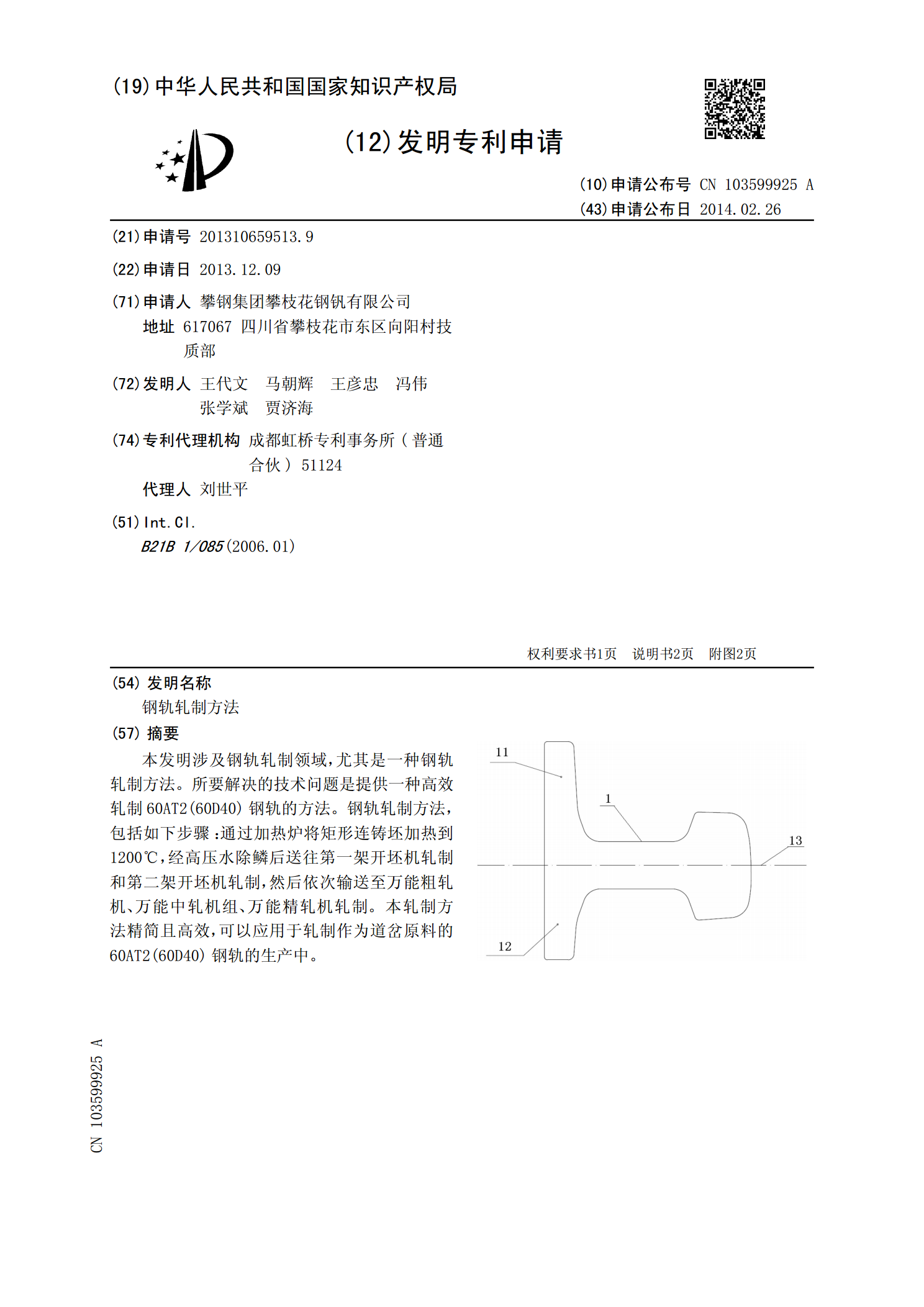
本发明涉及钢轨轧制领域,尤其是一种钢轨轧制方法。所要解决的技术问题是提供一种高效轧制60AT2(60D40)钢轨的方法。钢轨轧制方法,包括如下步骤:通过加热炉将矩形连铸坯加热到1200℃,经高压水除鳞后送往第一架开坯机轧制和第二架开坯机轧制,然后依次输送至万能粗轧机、万能中轧机组、万能精轧机轧制。本轧制方法精简且高效,可以应用于轧制作为道岔原料的60AT2(60D40)钢轨的生产中。
钢轨轧制装置.pdf
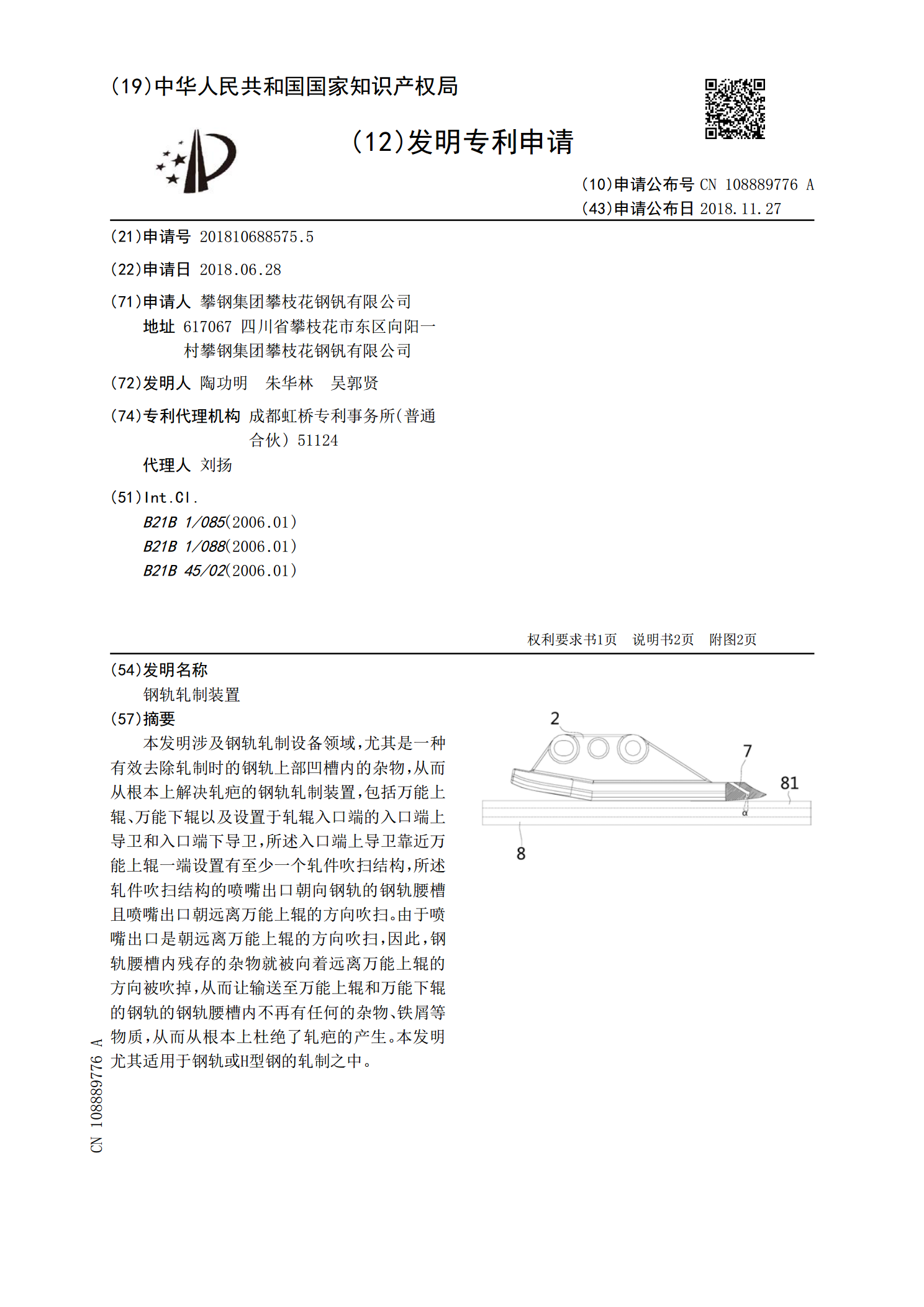
本发明涉及钢轨轧制设备领域,尤其是一种有效去除轧制时的钢轨上部凹槽内的杂物,从而从根本上解决轧疤的钢轨轧制装置,包括万能上辊、万能下辊以及设置于轧辊入口端的入口端上导卫和入口端下导卫,所述入口端上导卫靠近万能上辊一端设置有至少一个轧件吹扫结构,所述轧件吹扫结构的喷嘴出口朝向钢轨的钢轨腰槽且喷嘴出口朝远离万能上辊的方向吹扫。由于喷嘴出口是朝远离万能上辊的方向吹扫,因此,钢轨腰槽内残存的杂物就被向着远离万能上辊的方向被吹掉,从而让输送至万能上辊和万能下辊的钢轨的钢轨腰槽内不再有任何的杂物、铁屑等物质,从而从根

槽型钢轨矫直方法.pdf
本发明公开了一种槽型钢轨矫直方法,包括:上、下矫直孔型、左、右矫直孔型,上矫直辊与槽型钢轨轨头踏面接触受力点区域控制,上矫直辊与槽型钢轨轨头沟槽和轨唇部位预留足空隙,左右腹腔矫直辊与槽型钢轨轨腰采用两段式接触,左腹腔矫直辊的水平中心线及右腹腔矫直辊的水平中心线在同一水平线上;腹腔矫直辊与槽型钢轨轨头下颚和轨底上表面保持足够空隙。提高了槽型钢轨矫直过程的稳定性,能够有效保证矫直后槽型钢轨的平直度和轨底残余应力满足标准要求,避免矫直过程槽型钢轨轨腰掰裂以及刮伤等表面缺陷。
头部带槽钢轨的轧制方法.pdf
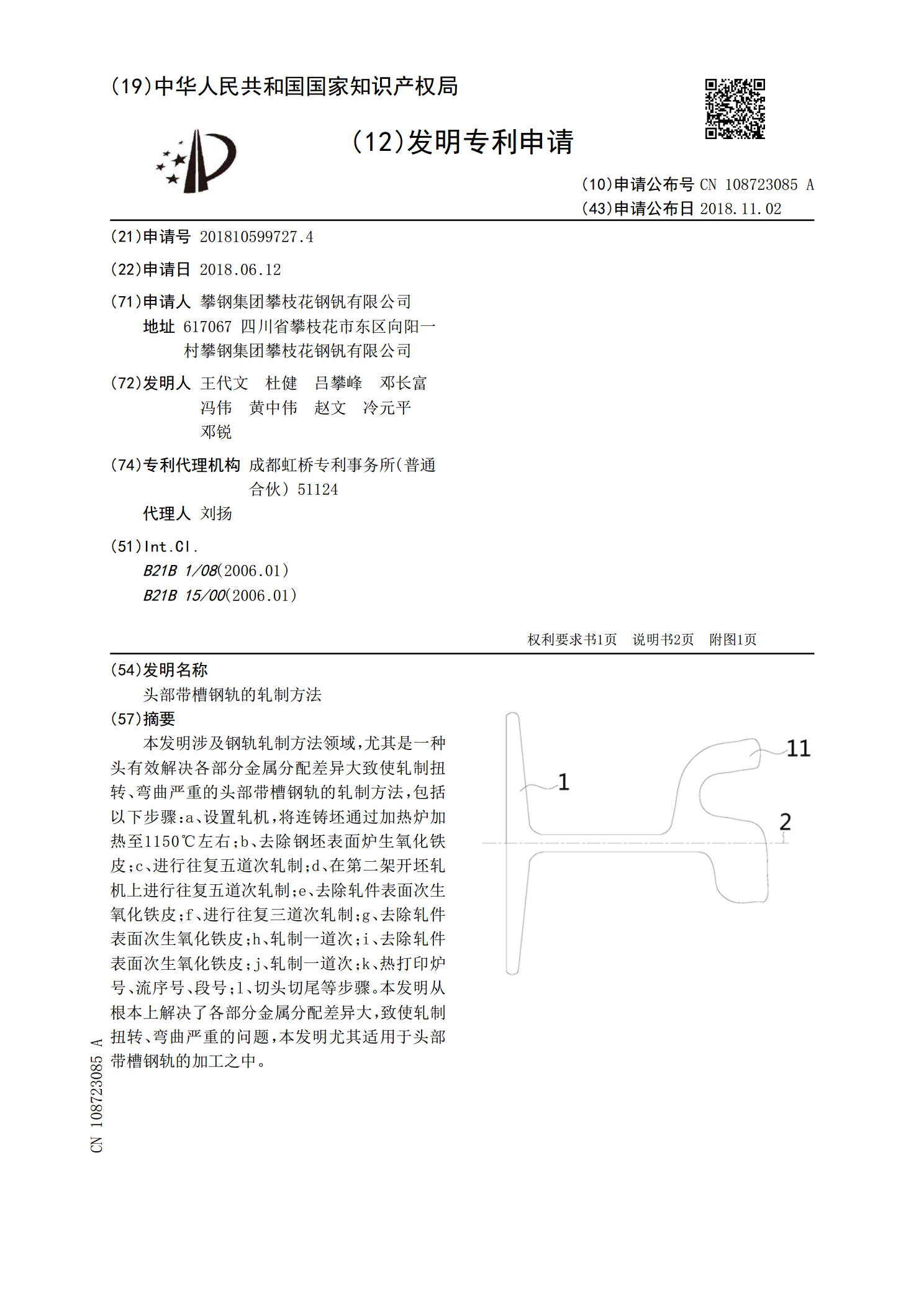
本发明涉及钢轨轧制方法领域,尤其是一种头有效解决各部分金属分配差异大致使轧制扭转、弯曲严重的头部带槽钢轨的轧制方法,包括以下步骤:a、设置轧机,将连铸坯通过加热炉加热至1150℃左右;b、去除钢坯表面炉生氧化铁皮;c、进行往复五道次轧制;d、在第二架开坯轧机上进行往复五道次轧制;e、去除轧件表面次生氧化铁皮;f、进行往复三道次轧制;g、去除轧件表面次生氧化铁皮;h、轧制一道次;i、去除轧件表面次生氧化铁皮;j、轧制一道次;k、热打印炉号、流序号、段号;l、切头切尾等步骤。本发明从根本上解决了各部分金属分配