
槽型钢轨矫直方法.pdf

东耀****哥哥


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

槽型钢轨矫直方法.pdf
本发明公开了一种槽型钢轨矫直方法,包括:上、下矫直孔型、左、右矫直孔型,上矫直辊与槽型钢轨轨头踏面接触受力点区域控制,上矫直辊与槽型钢轨轨头沟槽和轨唇部位预留足空隙,左右腹腔矫直辊与槽型钢轨轨腰采用两段式接触,左腹腔矫直辊的水平中心线及右腹腔矫直辊的水平中心线在同一水平线上;腹腔矫直辊与槽型钢轨轨头下颚和轨底上表面保持足够空隙。提高了槽型钢轨矫直过程的稳定性,能够有效保证矫直后槽型钢轨的平直度和轨底残余应力满足标准要求,避免矫直过程槽型钢轨轨腰掰裂以及刮伤等表面缺陷。
槽型钢轨的轧制方法.pdf
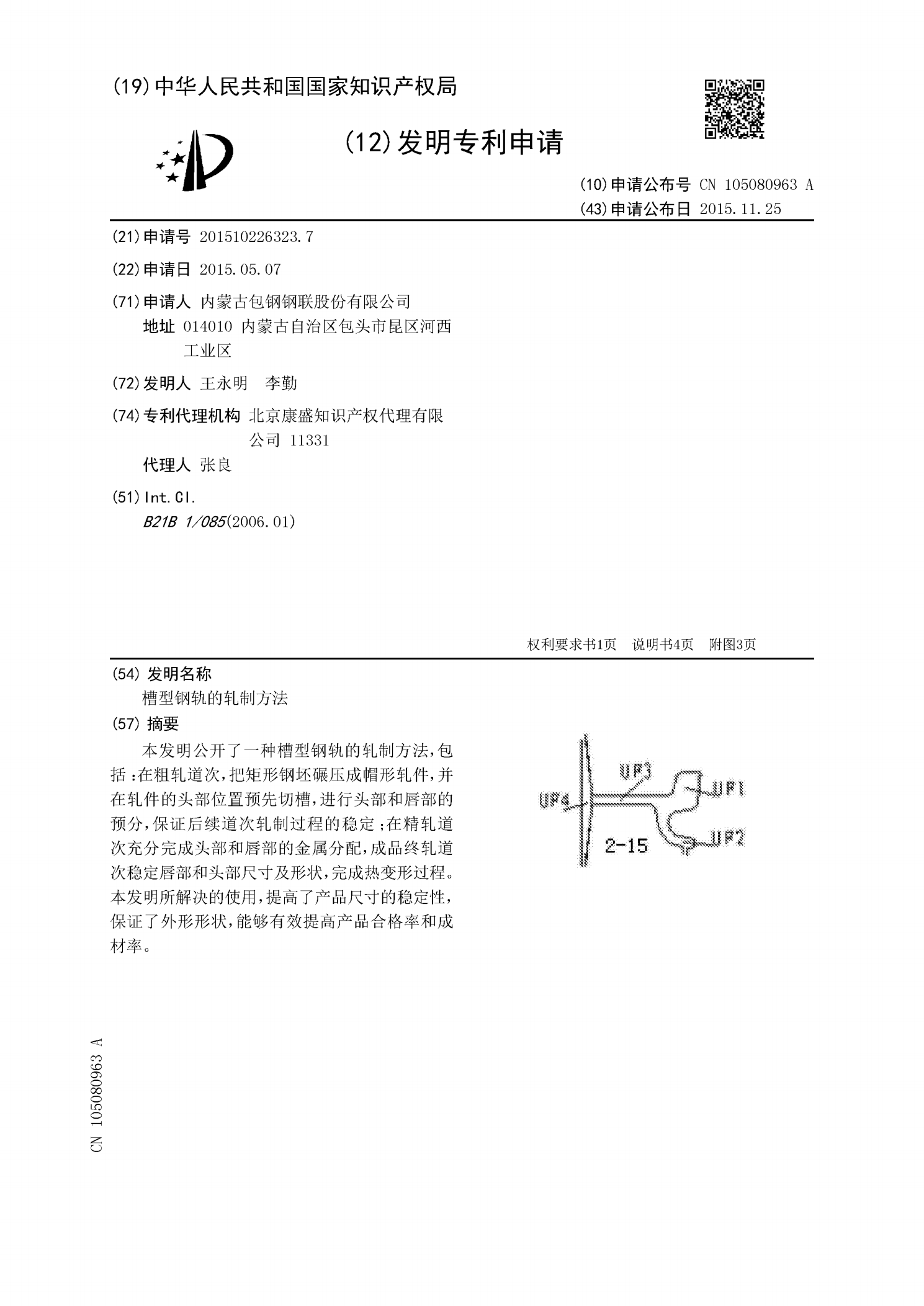
本发明公开了一种槽型钢轨的轧制方法,包括:在粗轧道次,把矩形钢坯碾压成帽形轧件,并在轧件的头部位置预先切槽,进行头部和唇部的预分,保证后续道次轧制过程的稳定;在精轧道次充分完成头部和唇部的金属分配,成品终轧道次稳定唇部和头部尺寸及形状,完成热变形过程。本发明所解决的使用,提高了产品尺寸的稳定性,保证了外形形状,能够有效提高产品合格率和成材率。

一种高铁钢轨或辙叉用矫直设备及其矫直方法.pdf
本发明公开了一种高铁钢轨或辙叉用矫直设备及其矫直方法,包括机架,所述机架内设置有工作台,所述工作台的一侧设置有固定横梁,相对的另一侧设置有活动横梁,机架的端部设置有第一驱动装置,所述第一驱动装置的输出端与所述活动横梁相连接,所述固定横梁和所述活动横梁的端部均可拆卸地连接有顶头,所述机架的两侧均设置有第一机架和第二机架,所述第一机架内设置有第二驱动装置,所述第二驱动装置的输出端连接有升降辊子,所述第二机架内设置有第三驱动装置,所述第三驱动装置的输出端上连接有滑轨,所述滑轨上滑动设置有一个或多个滑块。该矫直方

槽型轨钢轨伸缩调节器.pdf
本发明提供了一种槽型轨钢轨伸缩调节器,所述槽型轨钢轨伸缩调节器包括:尖轨、基本轨、扣件和轨枕;所述尖轨包括:尖轨轨底、尖轨轨腰、尖轨轨头和轮缘槽;所述基本轨包括:基本轨轨底、基本轨轨腰和基本轨轨头。本发明的尖轨与基本轨采用同一种槽型轨制造,且与两端待焊联的槽型轨完全相同,无需对尖轨跟端进行锻造加工,可方便截取所需的调节器长度。尖轨保留原有轮缘槽,最大程度延续了槽型轨轮缘槽结构。弹性铁垫板采用偏心块复合结构,不仅便于调整轨距和轨向,而且方便铺设在曲线上。尖轨与基本轨密贴的非工作边采用复合刨切面,具有较强的结

钢轨矫直断裂原因分析.docx
钢轨矫直断裂原因分析钢轨是铁路运输线路必要的基础设施,作为承载列车重量和保证列车运行安全的重要组成部分,钢轨的质量直接影响铁路运输的安全和效率。然而,在使用过程中可能会出现矫直和断裂等不同程度的问题,这些问题直接关系到铁路线路的安全运行。本文将从钢轨的实际工作条件及使用环境、材料特性及制造工艺、设计及施工等方面进行分析,探究导致钢轨矫直和断裂的原因,并提出相应的预防和解决方法。一、钢轨实际工作条件及使用环境分析钢轨的实际工作环境复杂,受到多种因素的影响。首先是运输环境,包括列车质量、速度、运行方向、曲线半