
管材弯曲成形方法及分类.pdf

文库****品店

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
管材弯曲成形方法及分类.pdf
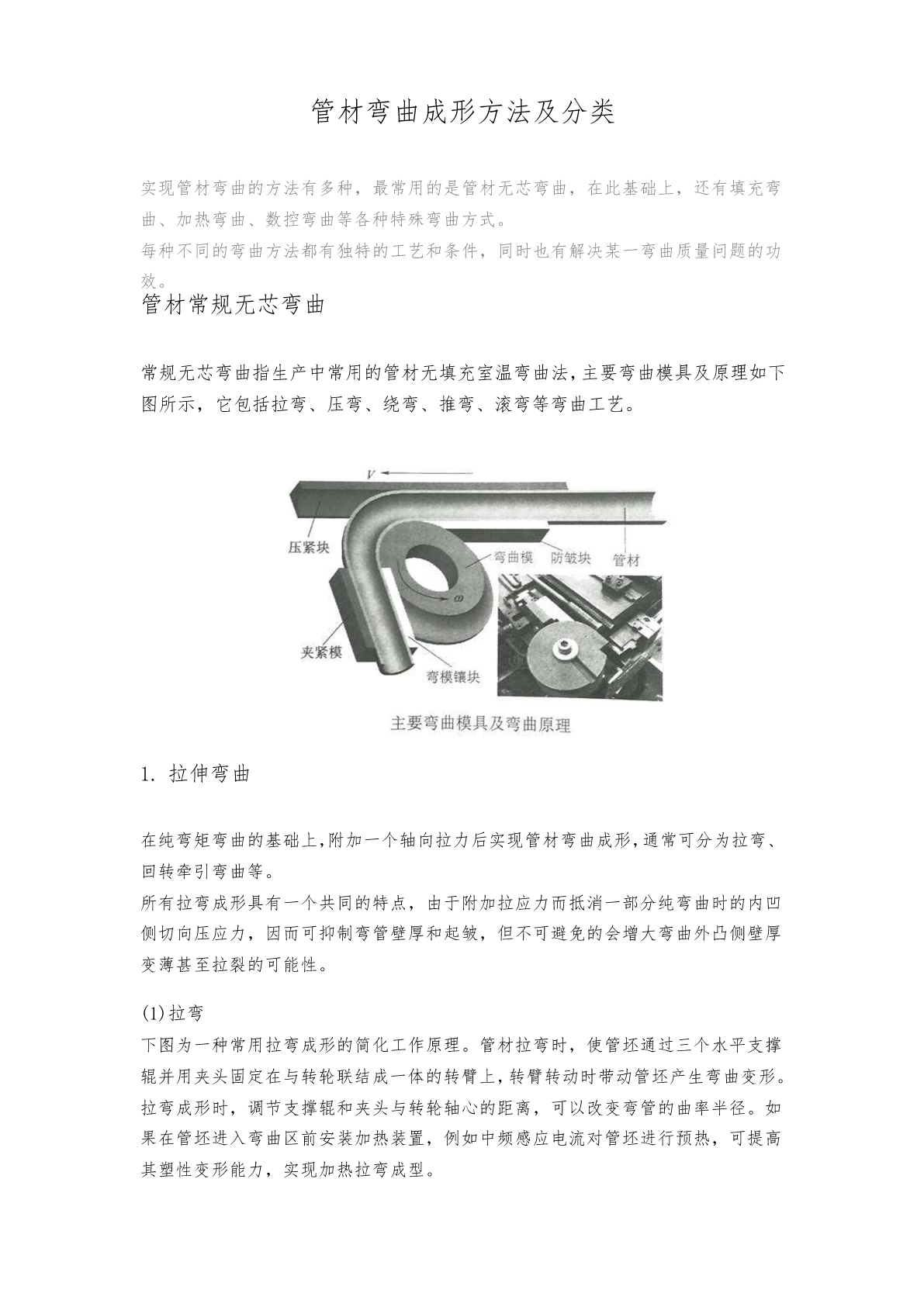
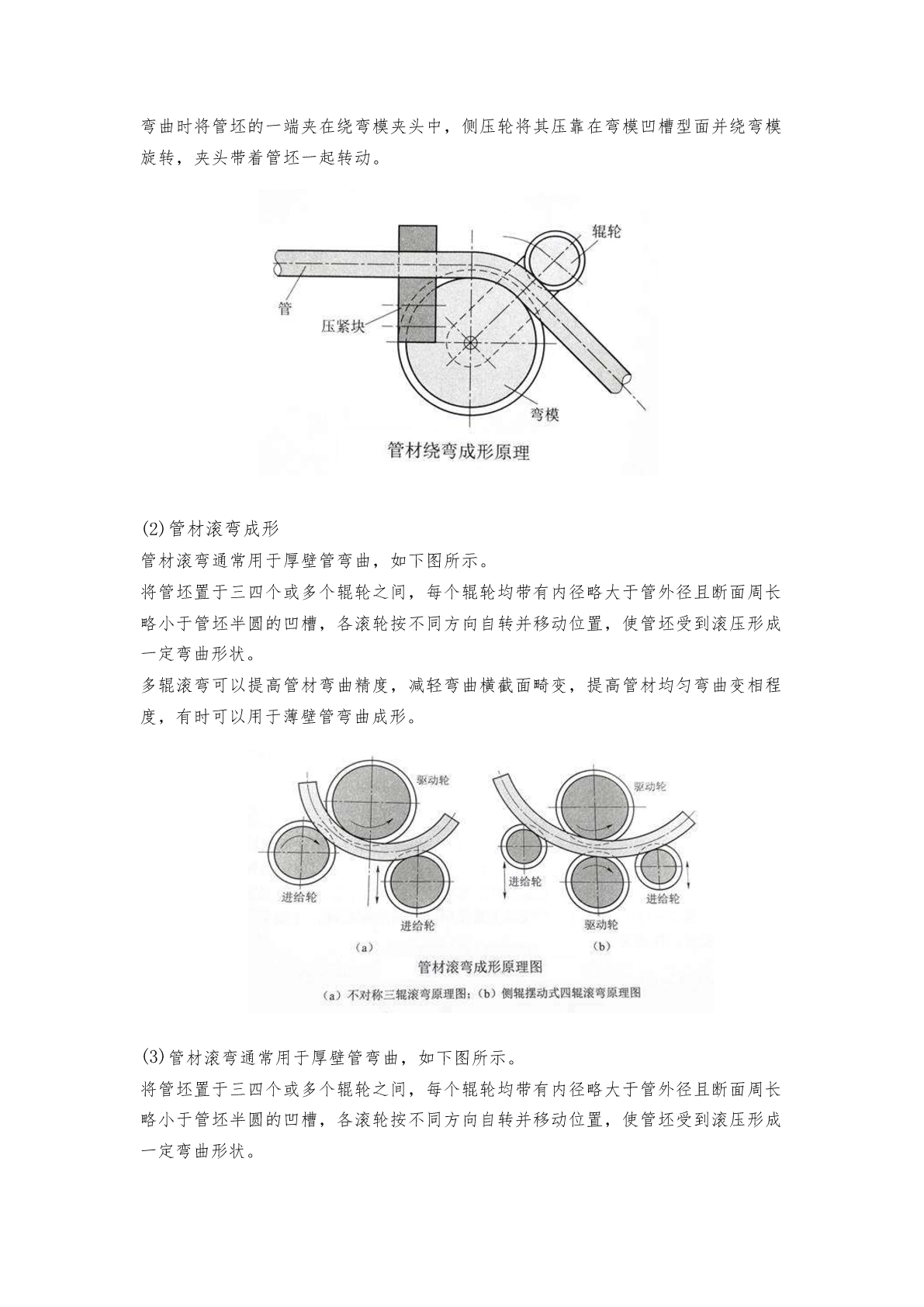
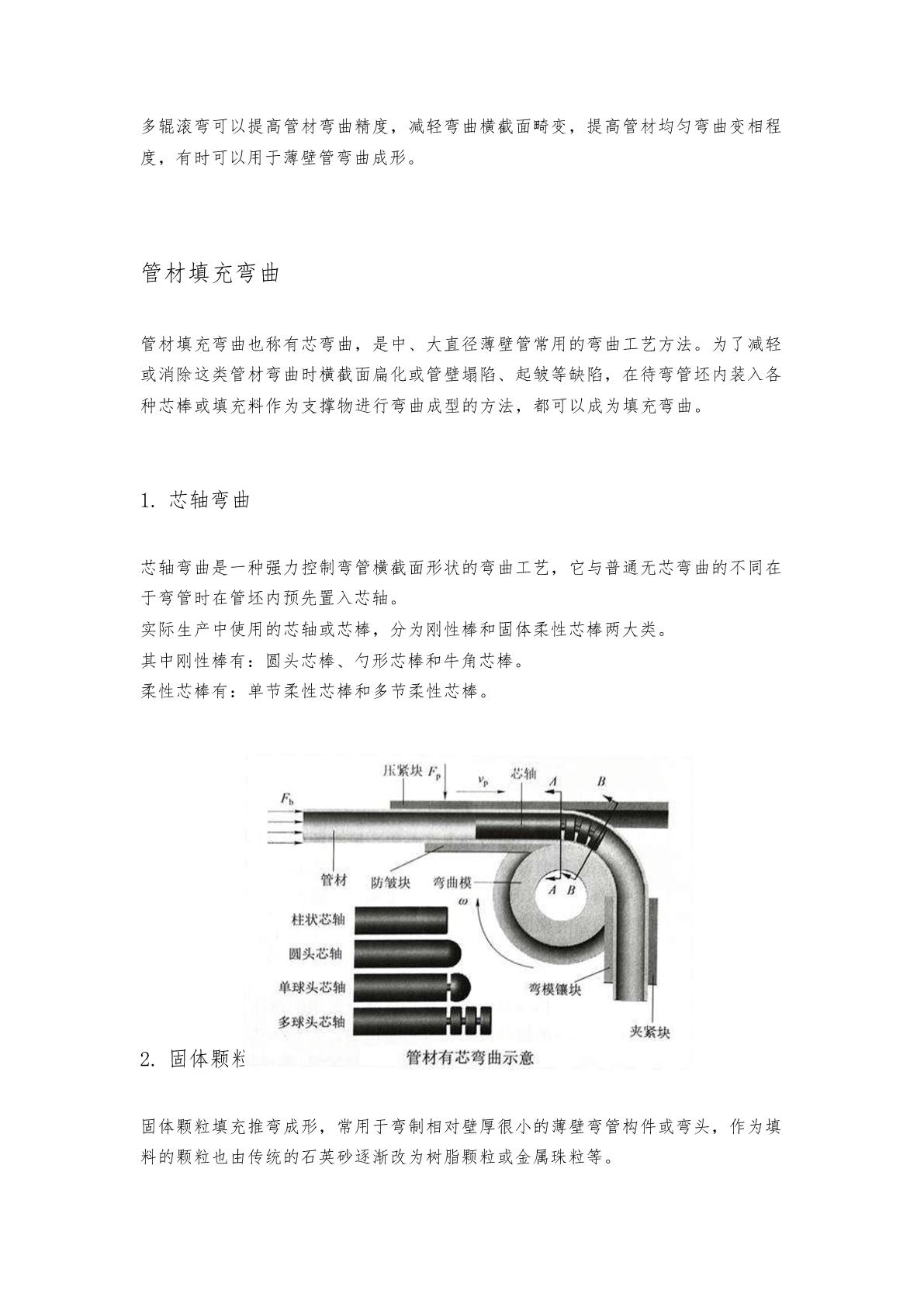
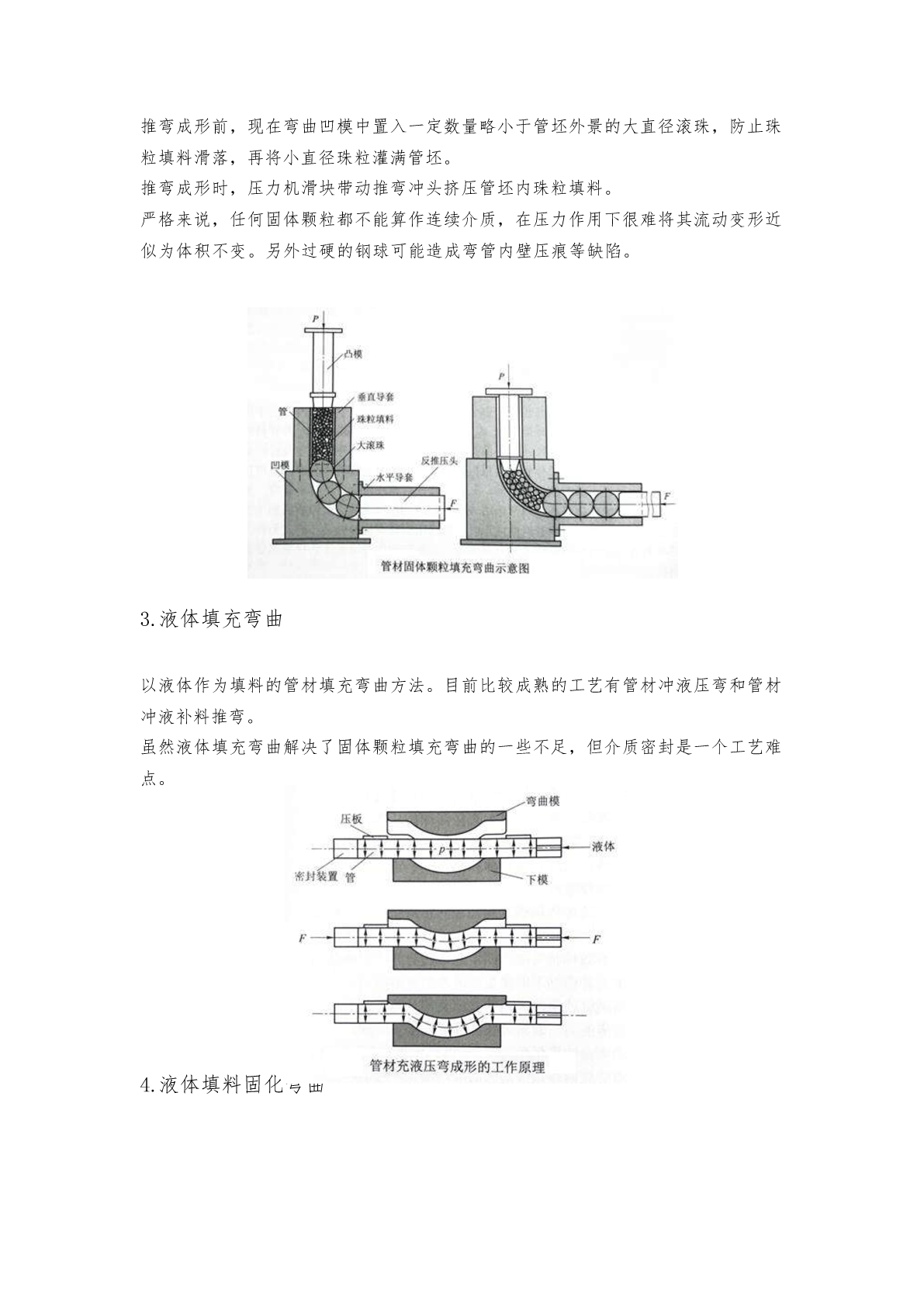
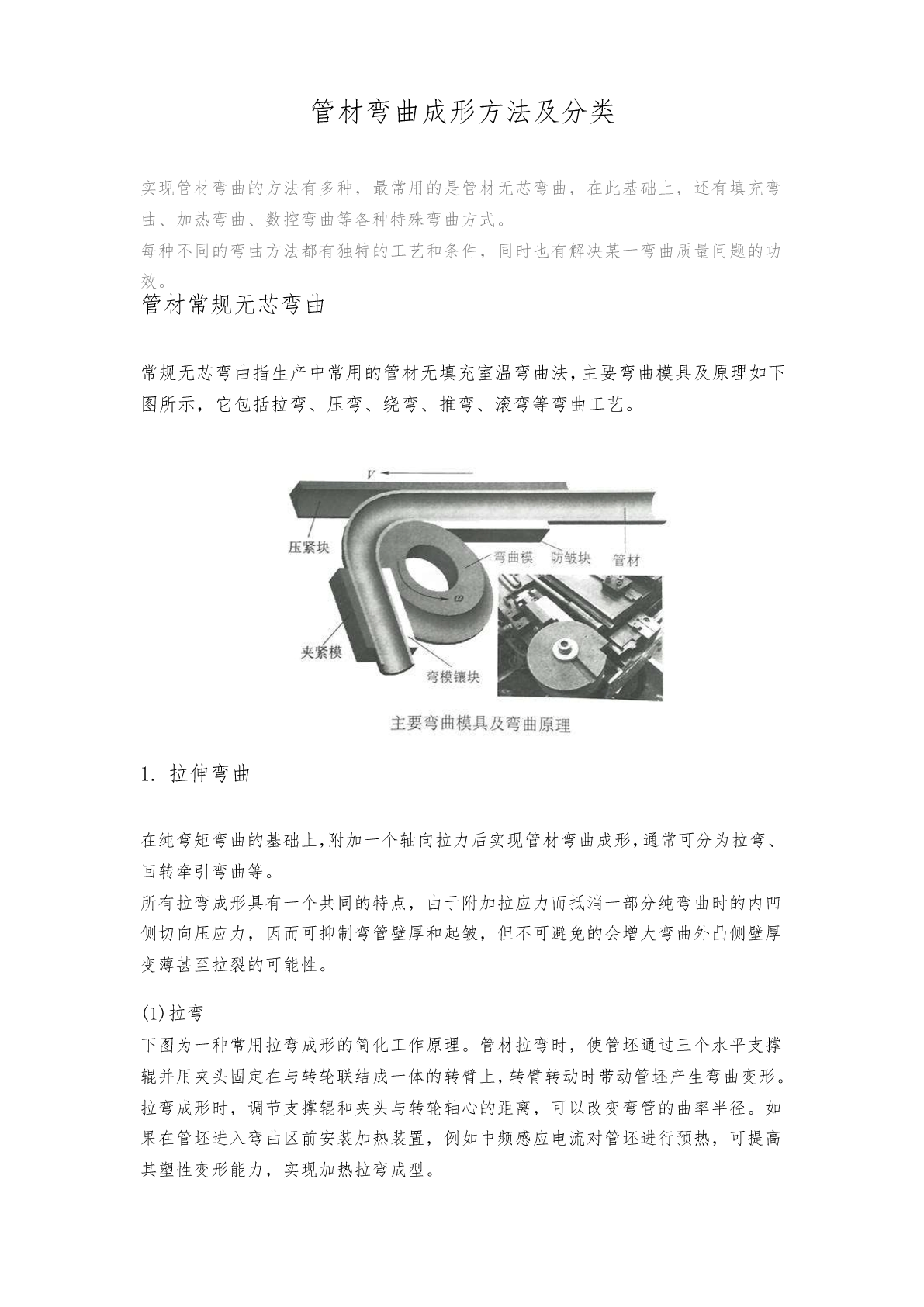
管材弯曲成形方法及分类实现管材弯曲的方法有多种,最常用的是管材无芯弯曲,在此基础上,还有填充弯曲、加热弯曲、数控弯曲等各种特殊弯曲方式。每种不同的弯曲方法都有独特的工艺和条件,同时也有解决某一弯曲质量问题的功效。管材常规无芯弯曲常规无芯弯曲指生产中常用的管材无填充室温弯曲法,主要弯曲模具及原理如下图所示,它包括拉弯、压弯、绕弯、推弯、滚弯等弯曲工艺。1.拉伸弯曲在纯弯矩弯曲的基础上,附加一个轴向拉力后实现管材弯曲成形,通常可分为拉弯、回转牵引弯曲等。所有拉弯成形具有一个共同的特点,由于附加拉应力而抵消一部

一种柔性支撑管材弯曲成形装置及其工艺方法.pdf
本发明涉及一种柔性支撑管材弯曲成形装置及其工艺方法,成形效率高,成形管材表面质量好,适用范围广泛。弯曲成形装置包括加热罩、液压缸、左堵头、管坯、动模调节杆、固定块、动模、颗粒物、右堵头、顶杆、固定钳、定轮凹模、转盘以及工作台。通过对管坯内部填充的颗粒状物质施压,保持管坯弯曲过程不出现失稳,弯曲过程中,模具与施压装置一起旋转,实现外径在20‑100mm,壁厚为0.2‑2mm,弯曲角度为0‑300
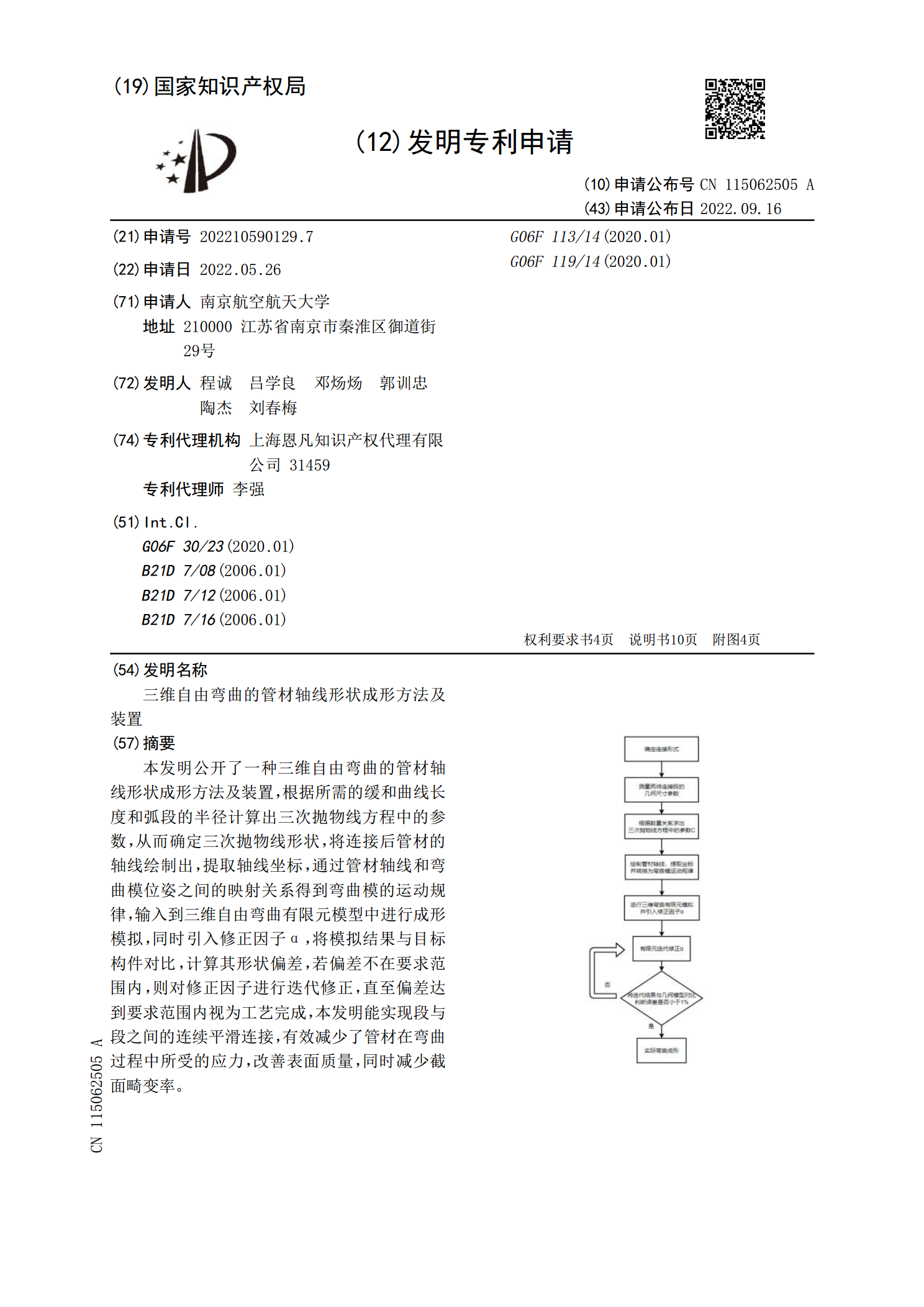
三维自由弯曲的管材轴线形状成形方法及装置.pdf
本发明公开了一种三维自由弯曲的管材轴线形状成形方法及装置,根据所需的缓和曲线长度和弧段的半径计算出三次抛物线方程中的参数,从而确定三次抛物线形状,将连接后管材的轴线绘制出,提取轴线坐标,通过管材轴线和弯曲模位姿之间的映射关系得到弯曲模的运动规律,输入到三维自由弯曲有限元模型中进行成形模拟,同时引入修正因子α,将模拟结果与目标构件对比,计算其形状偏差,若偏差不在要求范围内,则对修正因子进行迭代修正,直至偏差达到要求范围内视为工艺完成,本发明能实现段与段之间的连续平滑连接,有效减少了管材在弯曲过程中所受的应力
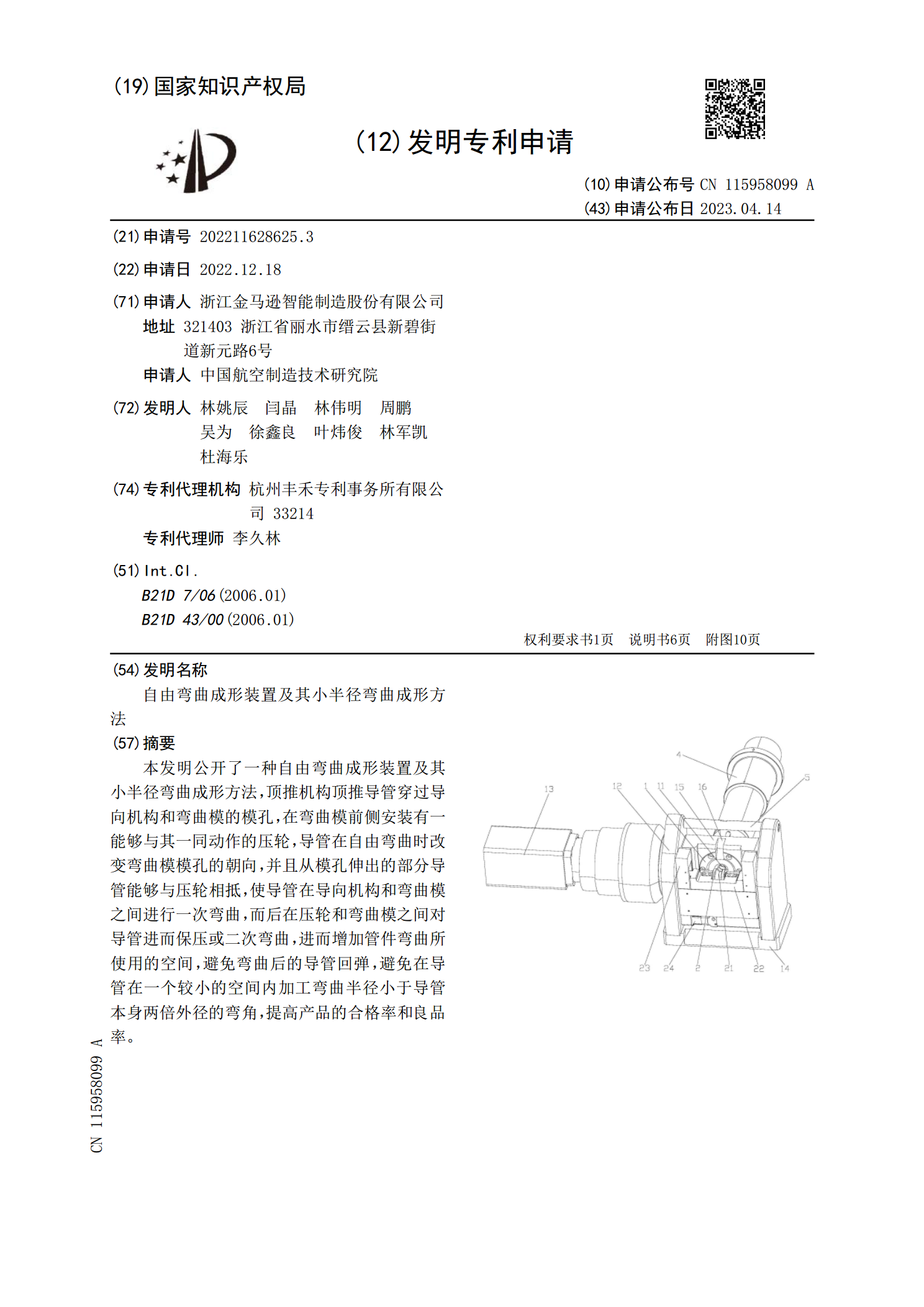
自由弯曲成形装置及其小半径弯曲成形方法.pdf
本发明公开了一种自由弯曲成形装置及其小半径弯曲成形方法,顶推机构顶推导管穿过导向机构和弯曲模的模孔,在弯曲模前侧安装有一能够与其一同动作的压轮,导管在自由弯曲时改变弯曲模模孔的朝向,并且从模孔伸出的部分导管能够与压轮相抵,使导管在导向机构和弯曲模之间进行一次弯曲,而后在压轮和弯曲模之间对导管进而保压或二次弯曲,进而增加管件弯曲所使用的空间,避免弯曲后的导管回弹,避免在导管在一个较小的空间内加工弯曲半径小于导管本身两倍外径的弯角,提高产品的合格率和良品率。
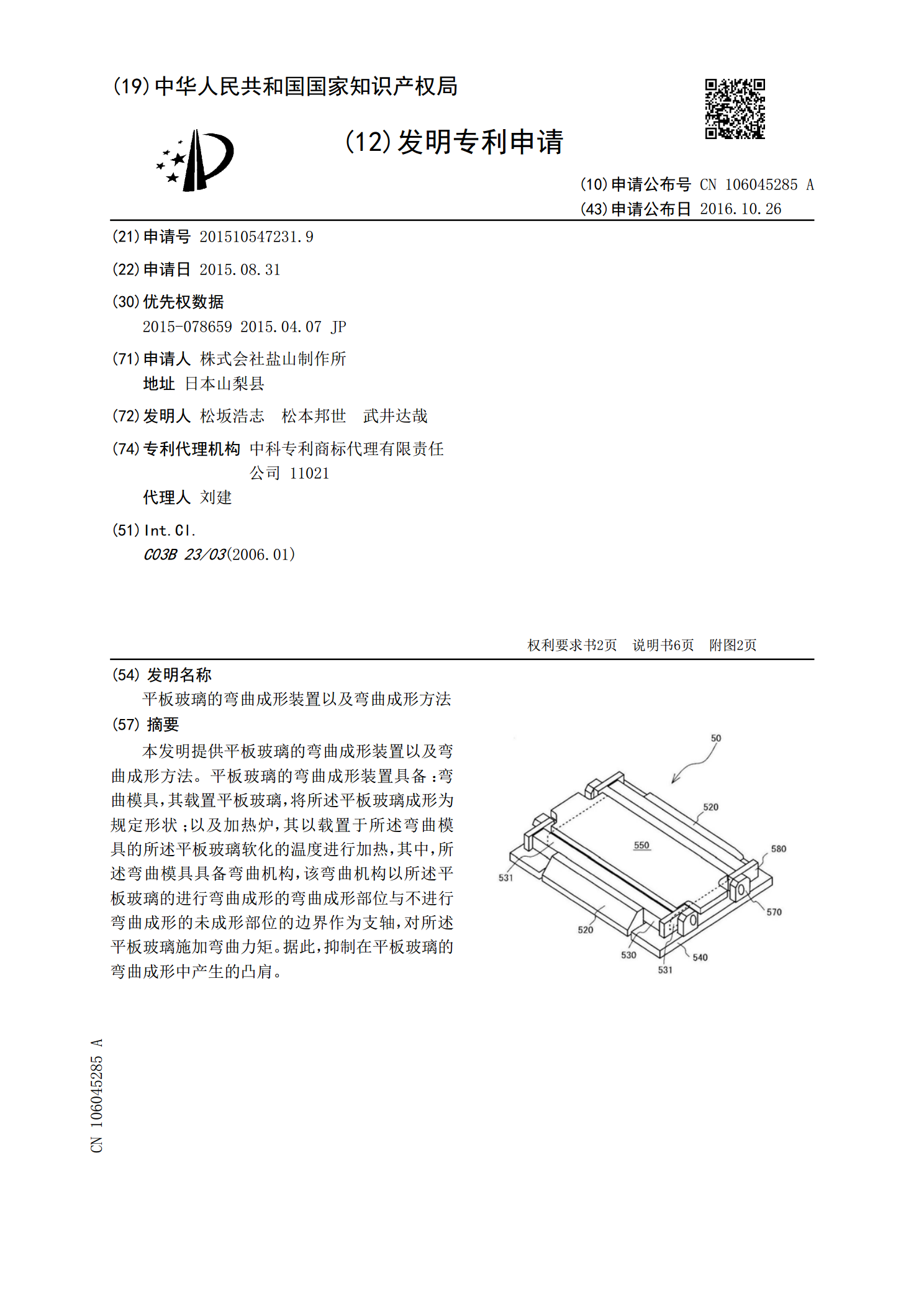
平板玻璃的弯曲成形装置以及弯曲成形方法.pdf
本发明提供平板玻璃的弯曲成形装置以及弯曲成形方法。平板玻璃的弯曲成形装置具备:弯曲模具,其载置平板玻璃,将所述平板玻璃成形为规定形状;以及加热炉,其以载置于所述弯曲模具的所述平板玻璃软化的温度进行加热,其中,所述弯曲模具具备弯曲机构,该弯曲机构以所述平板玻璃的进行弯曲成形的弯曲成形部位与不进行弯曲成形的未成形部位的边界作为支轴,对所述平板玻璃施加弯曲力矩。据此,抑制在平板玻璃的弯曲成形中产生的凸肩。