
基于径向偏置的机器人堆焊复杂外形工件的轨迹规划方法.pdf

永梅****33


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
基于径向偏置的机器人堆焊复杂外形工件的轨迹规划方法.pdf
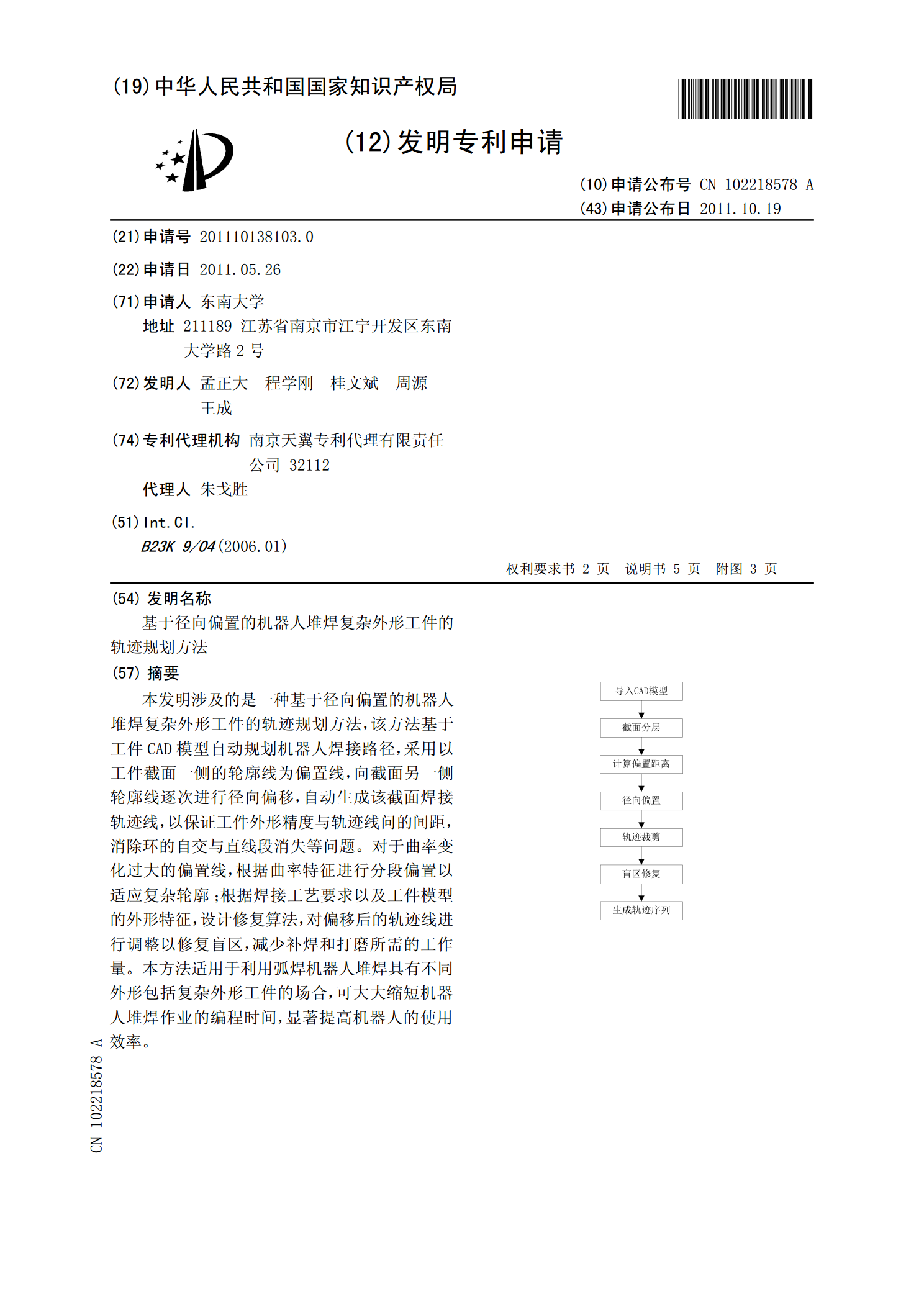
本发明涉及的是一种基于径向偏置的机器人堆焊复杂外形工件的轨迹规划方法,该方法基于工件CAD模型自动规划机器人焊接路径,采用以工件截面一侧的轮廓线为偏置线,向截面另一侧轮廓线逐次进行径向偏移,自动生成该截面焊接轨迹线,以保证工件外形精度与轨迹线问的间距,消除环的自交与直线段消失等问题。对于曲率变化过大的偏置线,根据曲率特征进行分段偏置以适应复杂轮廓;根据焊接工艺要求以及工件模型的外形特征,设计修复算法,对偏移后的轨迹线进行调整以修复盲区,减少补焊和打磨所需的工作量。本方法适用于利用弧焊机器人堆焊具有不同外形

面向复杂工件的工业机器人轨迹规划方法的研究的开题报告.docx
面向复杂工件的工业机器人轨迹规划方法的研究的开题报告一、选题背景及意义随着工业自动化程度的不断提高,工业机器人已经成为工业生产中不可或缺的一部分。工业机器人具有高速度、高精度、高稳定性和长时间连续工作的能力,在生产过程中发挥着重要的作用。机器人轨迹规划是工业机器人的核心技术之一。良好的轨迹规划能够使机器人在复杂的工件表面上以最短的时间内完成任务,提高生产效率,降低生产成本。因此,研究面向复杂工件的工业机器人轨迹规划方法具有重要的理论和实际应用意义。二、研究目标本文旨在研究面向复杂工件的工业机器人轨迹规划方

基于再制造系统的MIG表面堆焊机器人的轨迹规划.doc
基于再制造系统的MIG表面堆焊机器人的轨迹规划摘要:基于再制造系统的机器人可以扫描出磨损部分,以及制定出于标准模式相比较的相应的模式,计算焊缝沉积物,执行焊缝的规划轨迹,并且依靠MIG自动焊接修复磨损部分。这张纸研究的是在校正,扫描和模式重建后的焊缝轨迹规划。下面的方面包括:介绍规划原理,基于焊缝参数(流量和速度)选择合适的焊接步骤,通过叠加的方法计算焊缝的重叠程度,还有已经证明了的通过最优化的参数可以获得好的焊缝侧面轮廓。关键词:基于再制造系统的机器人、轨迹规划、焊缝参数、焊接重叠0引言焊接是再制造的关

基于Hermite插值的机器人轨迹规划方法.docx
基于Hermite插值的机器人轨迹规划方法摘要:本文研究了基于Hermite插值的机器人轨迹规划方法。首先介绍了机器人轨迹规划和Hermite插值的基本概念和理论知识,然后详细介绍了基于Hermite插值的机器人轨迹规划步骤和算法原理,最后通过仿真实验验证了方法的可行性和优越性。关键词:机器人轨迹规划;Hermite插值;机器人控制1.引言机器人轨迹规划是指在给定的起点和终点之间计算路径,使机器人按照指定的轨迹执行任务。在工业生产和服务机器人领域,精确、高效的轨迹规划是必需的。因此,研究机器人轨迹规划方法

一种复杂异型工件自动焊接轨迹生成系统及方法.pdf
本发明公开了一种复杂异型工件自动焊接轨迹生成系统,包括工作台、用于固定工件的工件支撑回转台、实现工件三轴移动的工件装夹系统、机器视觉测量系统、触控显示屏,运动控制系统,所述的工件支撑回转台和工件装夹系统设置在工作台上;所述触控显示屏与运动控制系统电路连接,并通过安装手臂固定在工作台一侧,所述机器视觉测量系统通过机器视觉测量系统支撑台固定在工作台上用于根据获取的工件图像获得焊接轨迹;所述的运动控制系统包括运动控制器,用于驱动焊接机械手进行相应的轮廓焊接。本发明还公开了一种复杂异型工件自动焊接轨迹生成方法。本