
一种具有盲槽的刚挠结合板及其制作方法.pdf

慧颖****23


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种具有盲槽的刚挠结合板及其制作方法.pdf
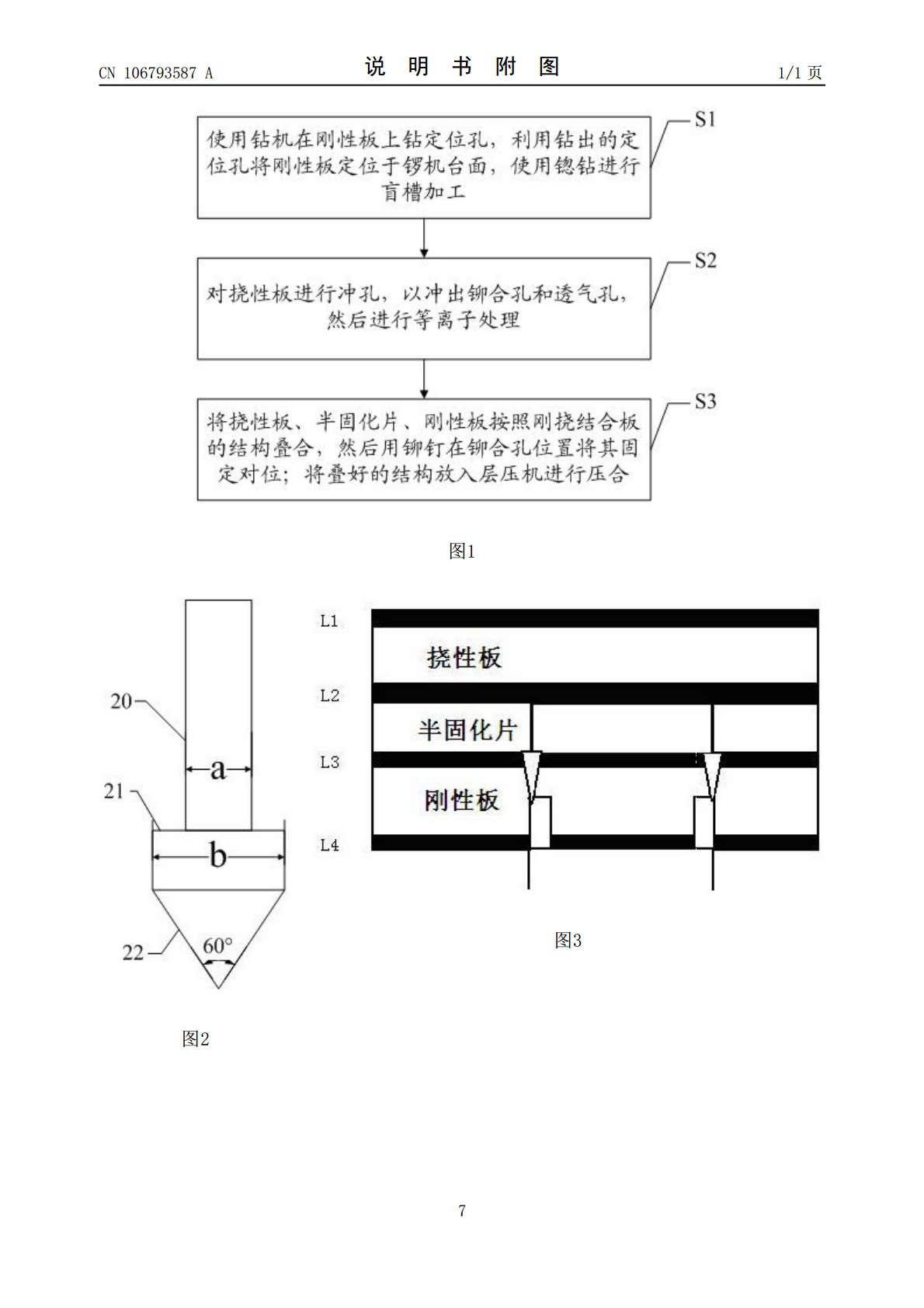
本发明公开一种具有盲槽的刚挠结合板及其制作方法,方法包括步骤:A、使用钻机在刚性板上钻定位孔,利用钻出的定位孔将刚性板定位于锣机台面,使用锪钻进行盲槽加工;B、对挠性板进行冲孔,以冲出铆合孔和透气孔,然后进行等离子处理;C、将挠性板、半固化片、刚性板按照刚挠结合板的结构叠合,然后用铆钉在铆合孔位置将其固定对位;将叠好的结构放入压机进行压合。本发明的工艺流程简单,节省了加工时间,提高了制作效率;提高了产品制作良率;突破了原有锪钻的使用范畴;大大节约了加工成本。

一种刚挠结合板制作方法及其刚挠结合板.pdf
本发明提供一种刚挠结合板制作方法及其刚挠结合板,该刚挠结合板包括两个刚性板、复数层挠性板、位于刚性板和挠性板之间的外粘结层以及位于每两层挠性板之间的内粘结层,包括以下步骤:S1、挠性板处理;S2、粘结层处理:分别将外粘结层和内粘结层的钢性区域和挠性开窗区域保留;S3、压合:使外粘结层和内粘结层保留的钢性区域和挠性开窗区域压合后融为一体;S4、开盖:将外粘结层和内粘结层的钢性区域及挠性开窗区域分别或\和一起铣掉,露出挠性区域;通过开盖后将压合后融为一体的挠性层部分废料与上层刚性废料区一同去除,有效避免压裂、
一种含盲槽的刚挠结合板的制备方法.pdf
本发明属于印刷电路板技术领域,公开了一种含盲槽的刚挠结合板的制备方法,包括以下步骤:(1)制作挠性板,在铣出挠性板上的盲槽位置;(2)制作刚性板,铣出刚性板上的盲槽位置;(3)制作半固化片,铣出半固化片上的盲槽位置和挠性区;(4)将步骤(2)制得的刚性板、步骤(3)制得的半固化片、步骤(1)制得的挠性板交错叠放,分别在刚性板、挠性板和半固化片的盲槽位置塞阻胶片,并进行压合;(5)制作外层线路;(6)铣孔开盖。采用本发明所述刚挠结合板的制备方法,可制得盲槽跨越刚性与挠性的结合板,实现盲槽与刚挠的结合;且制得

一种刚挠结合板的制作方法及刚挠结合板.pdf
本发明公开了一种刚挠结合板的制作方法,在挠性板需要制作阻焊的区域制作阻焊层,并进行高温烘烤,在阻焊层上贴干膜,进行曝光显影,形成干膜层,在干膜层上涂覆湿膜,进行曝光显影,保留与干膜层对应的湿膜图形,形成第一湿膜层,在刚性板对应第一湿膜层的位置上涂覆湿膜,进行曝光显影,保留与第一湿膜层对应的湿膜图形,形成第二湿膜层,对挠性板和刚性板进行排版压合,压合后,对刚性板进行开盖处理,形成开盖区域,开盖区域使干膜层或第一湿膜层外露,去除辅助区域,采用褪膜液褪去干膜层或所述干膜层和第一湿膜层,得到刚挠结合板。本发明提供
一种刚挠结合板及其制作方法.pdf
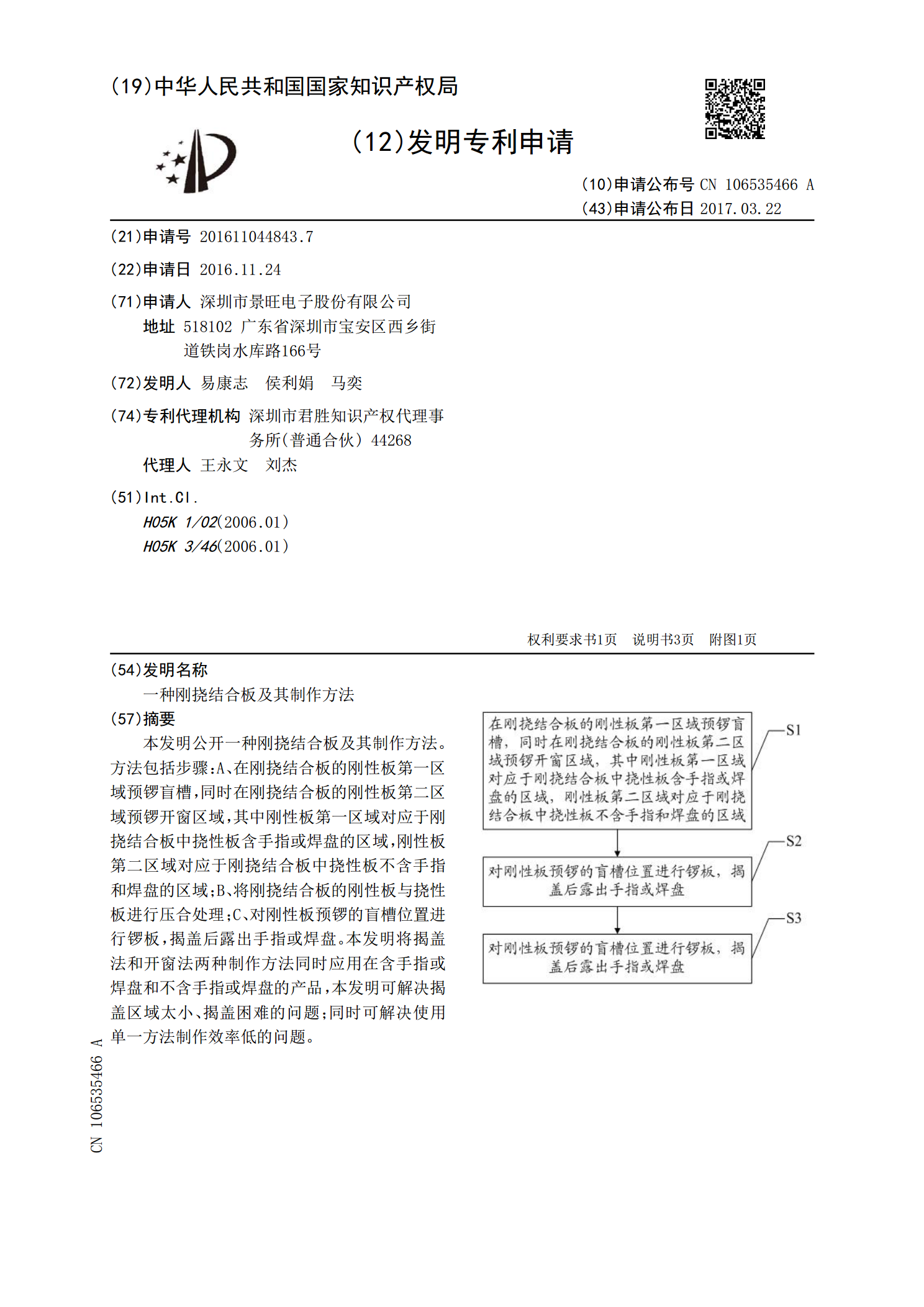
本发明公开一种刚挠结合板及其制作方法。方法包括步骤:A、在刚挠结合板的刚性板第一区域预锣盲槽,同时在刚挠结合板的刚性板第二区域预锣开窗区域,其中刚性板第一区域对应于刚挠结合板中挠性板含手指或焊盘的区域,刚性板第二区域对应于刚挠结合板中挠性板不含手指和焊盘的区域;B、将刚挠结合板的刚性板与挠性板进行压合处理;C、对刚性板预锣的盲槽位置进行锣板,揭盖后露出手指或焊盘。本发明将揭盖法和开窗法两种制作方法同时应用在含手指或焊盘和不含手指或焊盘的产品,本发明可解决揭盖区域太小、揭盖困难的问题;同时可解决使用单一方法