
一种进油阀座的微型盲孔磨削机构、磨削装置及磨削方法.pdf

听云****君哇

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种进油阀座的微型盲孔磨削机构、磨削装置及磨削方法.pdf
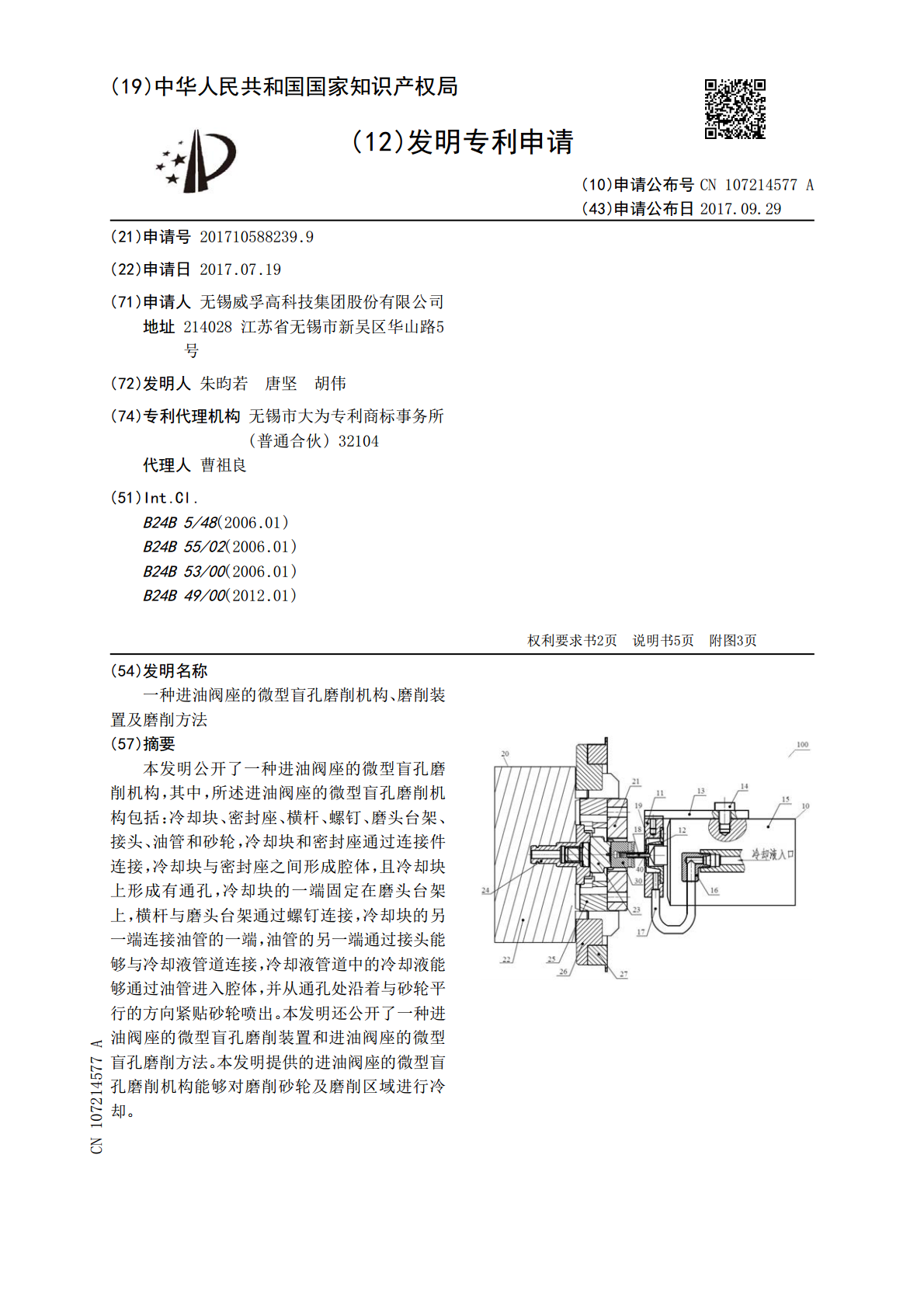
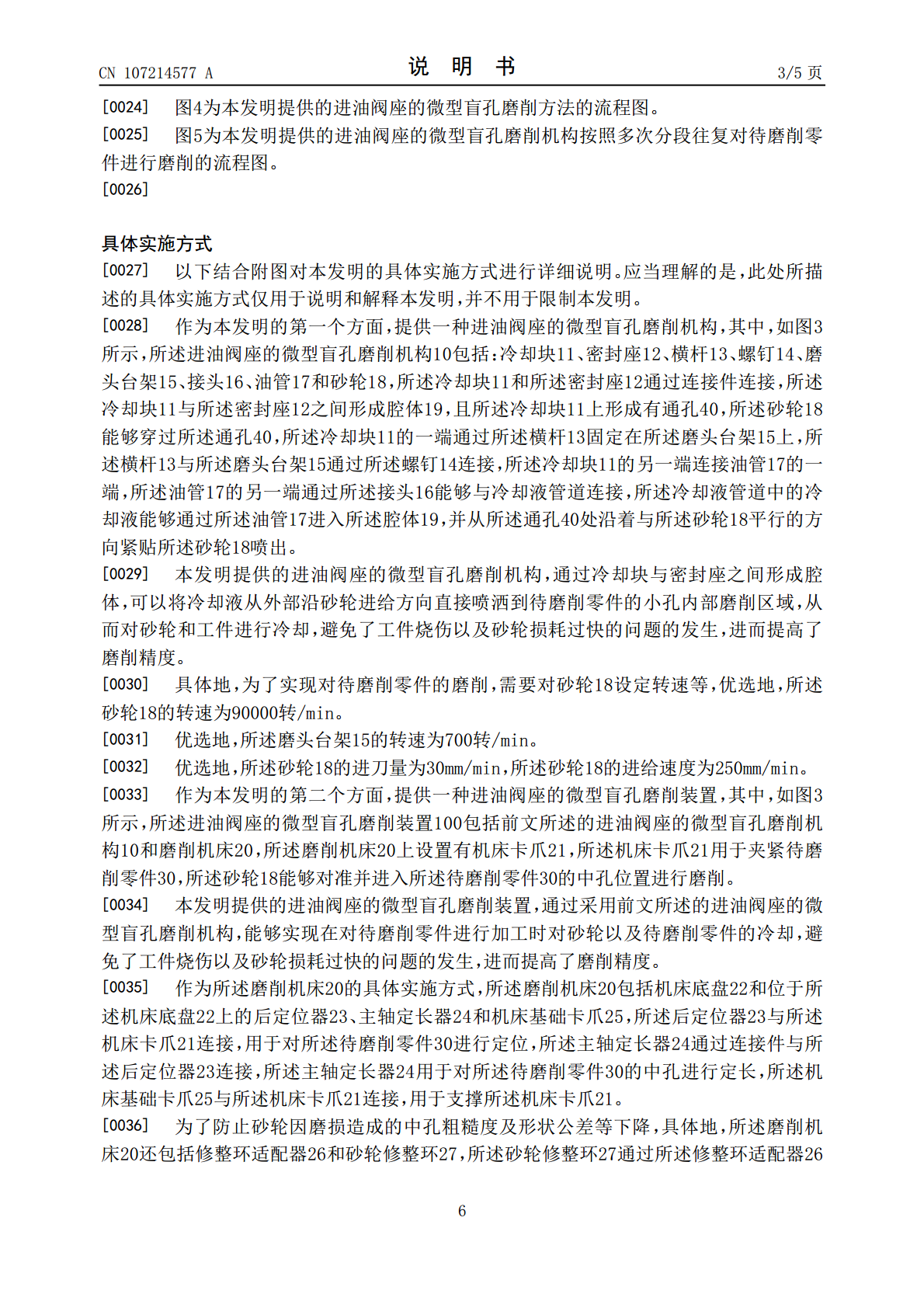
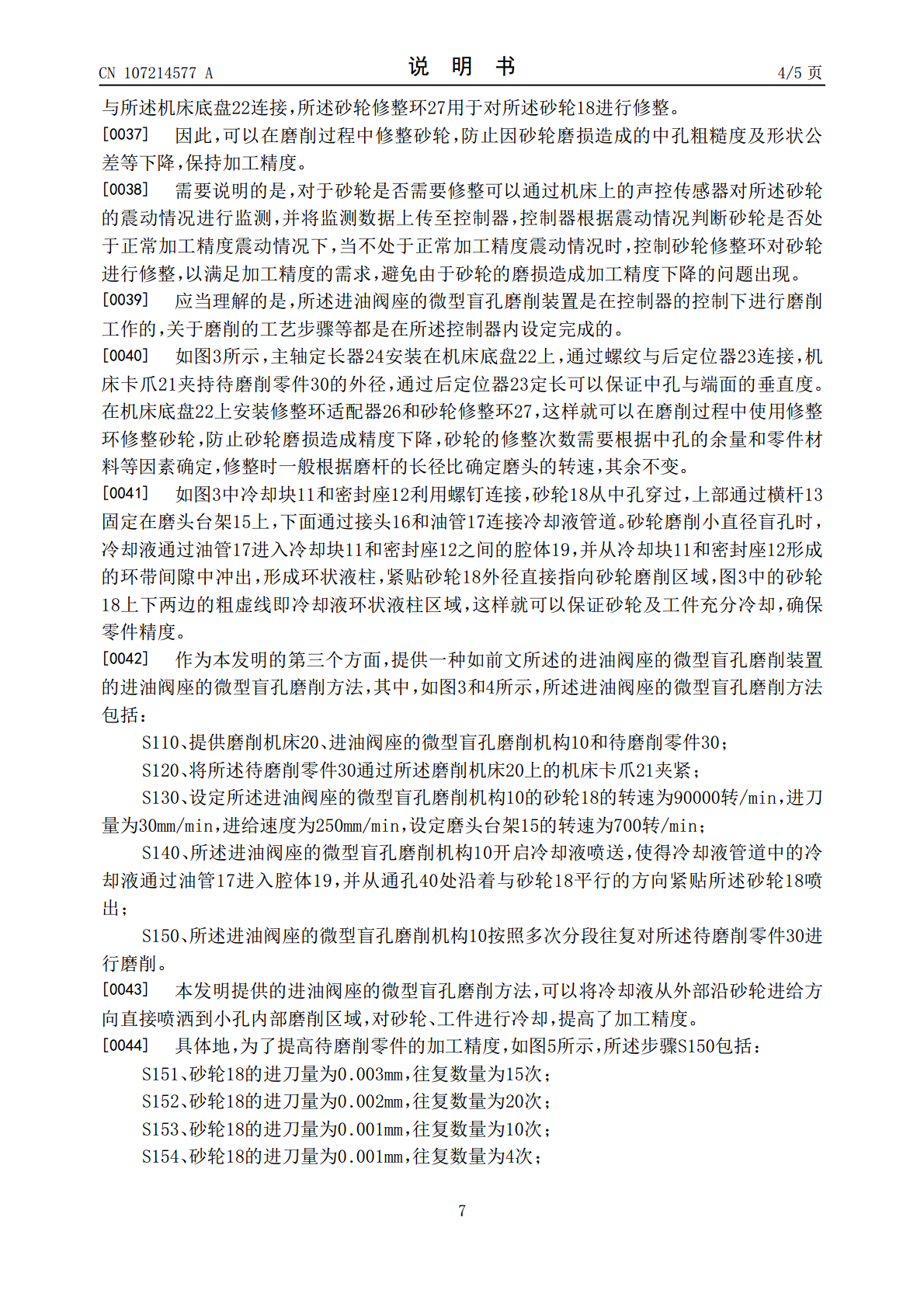
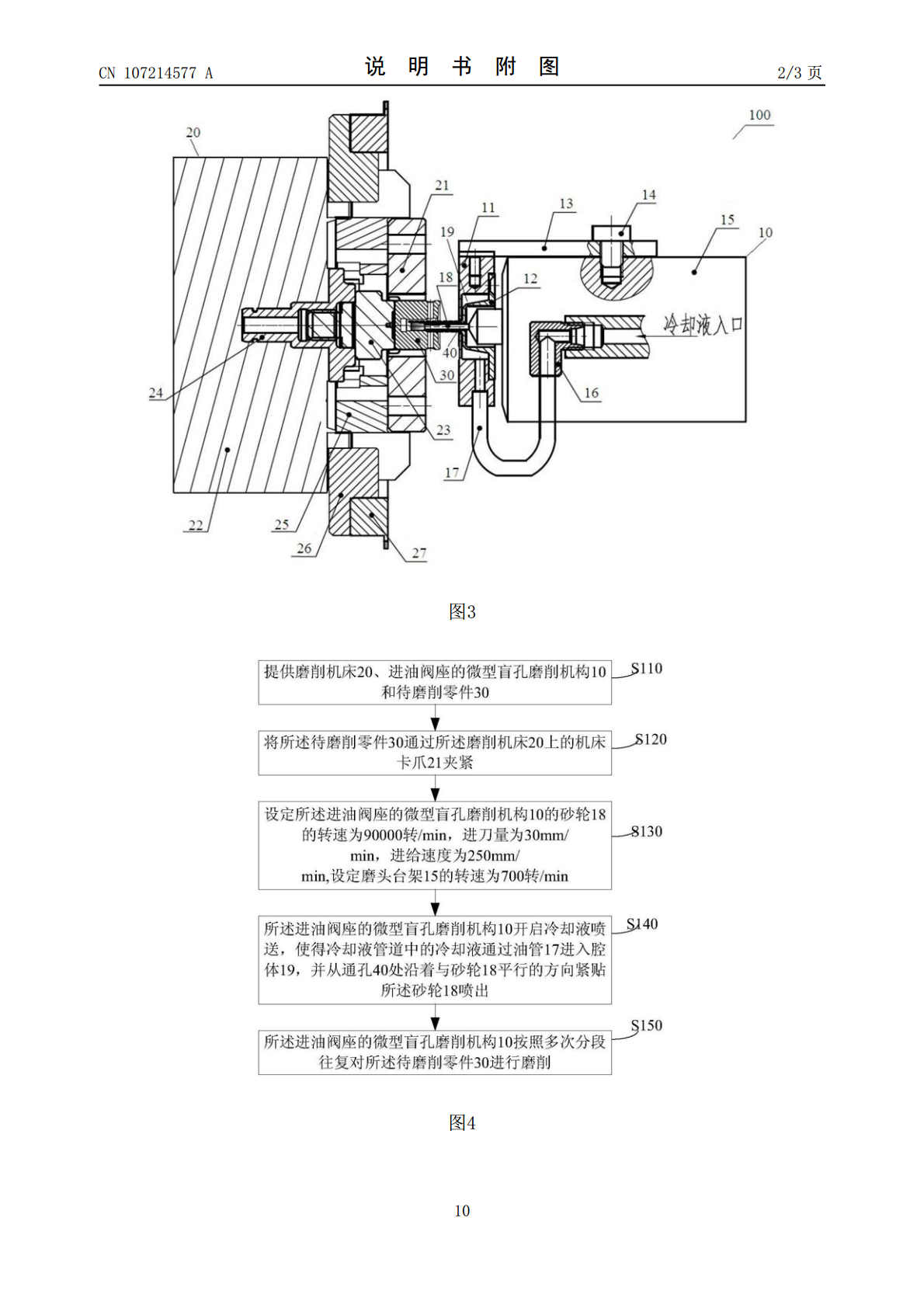
本发明公开了一种进油阀座的微型盲孔磨削机构,其中,所述进油阀座的微型盲孔磨削机构包括:冷却块、密封座、横杆、螺钉、磨头台架、接头、油管和砂轮,冷却块和密封座通过连接件连接,冷却块与密封座之间形成腔体,且冷却块上形成有通孔,冷却块的一端固定在磨头台架上,横杆与磨头台架通过螺钉连接,冷却块的另一端连接油管的一端,油管的另一端通过接头能够与冷却液管道连接,冷却液管道中的冷却液能够通过油管进入腔体,并从通孔处沿着与砂轮平行的方向紧贴砂轮喷出。本发明还公开了一种进油阀座的微型盲孔磨削装置和进油阀座的微型盲孔磨削方法

磨削阀座孔的好方法.docx
磨削阀座孔的好方法磨削阀座孔是阀门维修中常见的工作之一,正确的磨削方法可以保证阀座孔的质量和精度,提高阀门的密封性能和使用寿命。本文将重点介绍几种常用的磨削阀座孔的好方法,包括工具准备、磨削步骤、注意事项等方面。一、工具准备磨削阀座孔的好方法首先需要准备适当的工具。通常需要使用的工具包括:1.磨床:磨床是磨削阀座孔的主要设备之一,可以提供稳定的磨削平台和精确的磨削控制。2.砂轮:选择适合材料和尺寸的砂轮,确保磨削过程中磨削效果和表面质量。3.砂轮修整器:用于修整砂轮表面,消除砂轮表面的不平整和磨损。4.钻
一种内孔磨削机构的装置.pdf
本发明涉及机械加工技术领域,具体是一种内孔磨削机构的装置,由磨削主轴机构、导轨底板、主轴电机、精密线型导轨座、角度调节中间轴、精密丝杆和轴承座构成,易内孔磨削机构底部底板上设有导轨卡槽,底板通过夹紧压板与导轨压紧连接,主轴上设有主轴电机正反转波动开关,导轨底板中部设有角度调节中间轴,导轨底板上还设有两个可调节限位座,简易内孔磨削机构上还设有电气控制系统及数字控制系统,滑板上设有角度调节螺钉,磨削机构沿X、Y轴运动,其优点在于:采用数控、电气控制,结构简单、控制方便;能加工不同孔径的内孔,盲孔,台阶孔,锥度

磨削方法、磨削装置及用于磨削装置的电极.pdf
本发明公开磨削装置、磨削方法以及电极,所述磨削装置包括:多轮式砂轮;以及电极,其布置为以预定间隔与所述多轮式砂轮的磨削作用面相对,其中,在电解修整所述多轮式砂轮的所述磨削作用面的同时磨削并加工工件,所述电解修整是通过将导电的加工液供给在所述电极的电极作用面和所述多轮式砂轮的所述磨削作用面之间并将电压施加在所述多轮式砂轮和所述电极之间来进行的,其中,所述电极具有层叠体,在所述层叠体中,多个电极板被多个绝缘板交替地夹在中间,所述多个电极板的所述电极作用面布置为与每一个所述磨轮的所述磨削作用面相对

磨削装置以及磨削方法.pdf
一种磨削装置及磨削方法,能在不使装置变大的前提下,在圆盘状的外周区域上形成了加强用凸部的半导体晶片上抑制对加强用凸部磨削时损伤半导体晶片。半导体晶片表面具有形成有器件(61)的器件形成区域(62)及其周围的外周区域(63),以去除背面的与器件形成区域(62)对应的区域且从背面的与外周区域对应的区域突出加强用凸部(64)的方式形成凹部(65),将半导体晶片的表面载置在卡盘(34)的吸附保持面(34a)上,以磨削砂轮(54)的磨削面(54a)与内底面(65a)的间隔相对于半导体晶片的凹部的内底面(65a)向凹