
磨削阀座孔的好方法.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

磨削阀座孔的好方法.docx
磨削阀座孔的好方法磨削阀座孔是阀门维修中常见的工作之一,正确的磨削方法可以保证阀座孔的质量和精度,提高阀门的密封性能和使用寿命。本文将重点介绍几种常用的磨削阀座孔的好方法,包括工具准备、磨削步骤、注意事项等方面。一、工具准备磨削阀座孔的好方法首先需要准备适当的工具。通常需要使用的工具包括:1.磨床:磨床是磨削阀座孔的主要设备之一,可以提供稳定的磨削平台和精确的磨削控制。2.砂轮:选择适合材料和尺寸的砂轮,确保磨削过程中磨削效果和表面质量。3.砂轮修整器:用于修整砂轮表面,消除砂轮表面的不平整和磨损。4.钻
一种进油阀座的微型盲孔磨削机构、磨削装置及磨削方法.pdf
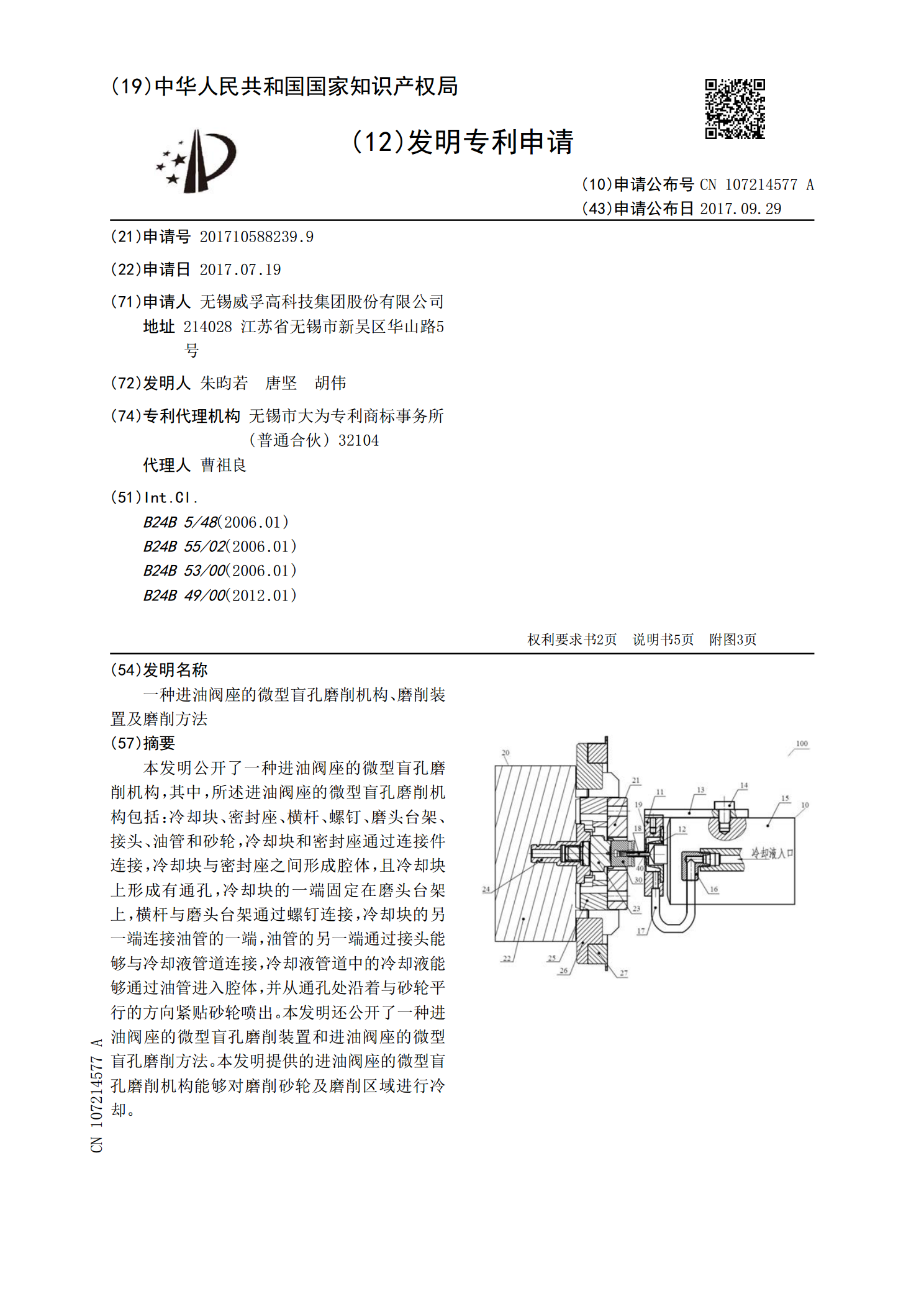
本发明公开了一种进油阀座的微型盲孔磨削机构,其中,所述进油阀座的微型盲孔磨削机构包括:冷却块、密封座、横杆、螺钉、磨头台架、接头、油管和砂轮,冷却块和密封座通过连接件连接,冷却块与密封座之间形成腔体,且冷却块上形成有通孔,冷却块的一端固定在磨头台架上,横杆与磨头台架通过螺钉连接,冷却块的另一端连接油管的一端,油管的另一端通过接头能够与冷却液管道连接,冷却液管道中的冷却液能够通过油管进入腔体,并从通孔处沿着与砂轮平行的方向紧贴砂轮喷出。本发明还公开了一种进油阀座的微型盲孔磨削装置和进油阀座的微型盲孔磨削方法

中心孔磨削方法.docx
中心孔磨削方法中心孔磨削是一种常用的磨削加工方法,广泛应用于工件的内外圆柱孔的加工中。其主要原理是利用砂轮的磨削作用,通过相对运动的方式将工件上的材料逐渐磨削去除,最终达到加工目的。中心孔磨削方法的主要特点是可以实现孔底到孔底的连续磨削,因此在加工孔底时具有一定优势。通过调整砂轮和工件之间的相对位置,可以实现不同形状和尺寸的中心孔加工。在实际应用中,中心孔磨削方法常常与其他加工方法结合使用,如铣削和车削等。与其他磨削方法相比,中心孔磨削具有以下优点:1.高精度:中心孔磨削可以实现精确的孔径控制和孔的形状控

中心孔磨削方法.docx
中心孔磨削方法中心孔磨削方法摘要:中心孔磨削方法是一种精密加工方法,通常用于制造纤维光学元件,如光纤连接器和光纤插坠等。本文将介绍中心孔磨削的基本原理、磨削过程和存在的问题,并提出一种改进的中心孔磨削方法。关键词:中心孔磨削,精密加工,纤维光学元件一、引言中心孔磨削是一种用于制作精密孔洞的加工方法,主要用于制造光学元件。它具有高精度、高效率和良好的表面质量等优点,因此被广泛应用于光学工程领域。本文将介绍中心孔磨削的基本原理、磨削过程和存在的问题,并提出一种改进的中心孔磨削方法。二、中心孔磨削的基本原理中心

磨削主轴锥孔的方法.docx
磨削主轴锥孔的方法磨削主轴锥孔的方法摘要:主轴锥孔是机械加工中重要的零件之一,其质量直接影响到设备的性能和精度。本论文以磨削主轴锥孔的方法为研究对象,探讨了磨削过程中的关键问题和优化方法,旨在提高主轴锥孔的加工质量和效率。关键词:主轴锥孔,磨削,加工质量,加工效率1.引言主轴锥孔是连接主轴和工作台的重要部件,主要用于传递动力和实现工件的定位和夹持。因此,主轴锥孔的加工质量和精度对设备的稳定性、工作效率和加工精度有着重要影响。2.磨削主轴锥孔的工艺流程2.1磨削前的准备工作磨削主轴锥孔之前,需要进行充分准备