
一种新能源汽车动力组件及其加工制备方法.pdf

努力****绮亦

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种新能源汽车动力组件及其加工制备方法.pdf
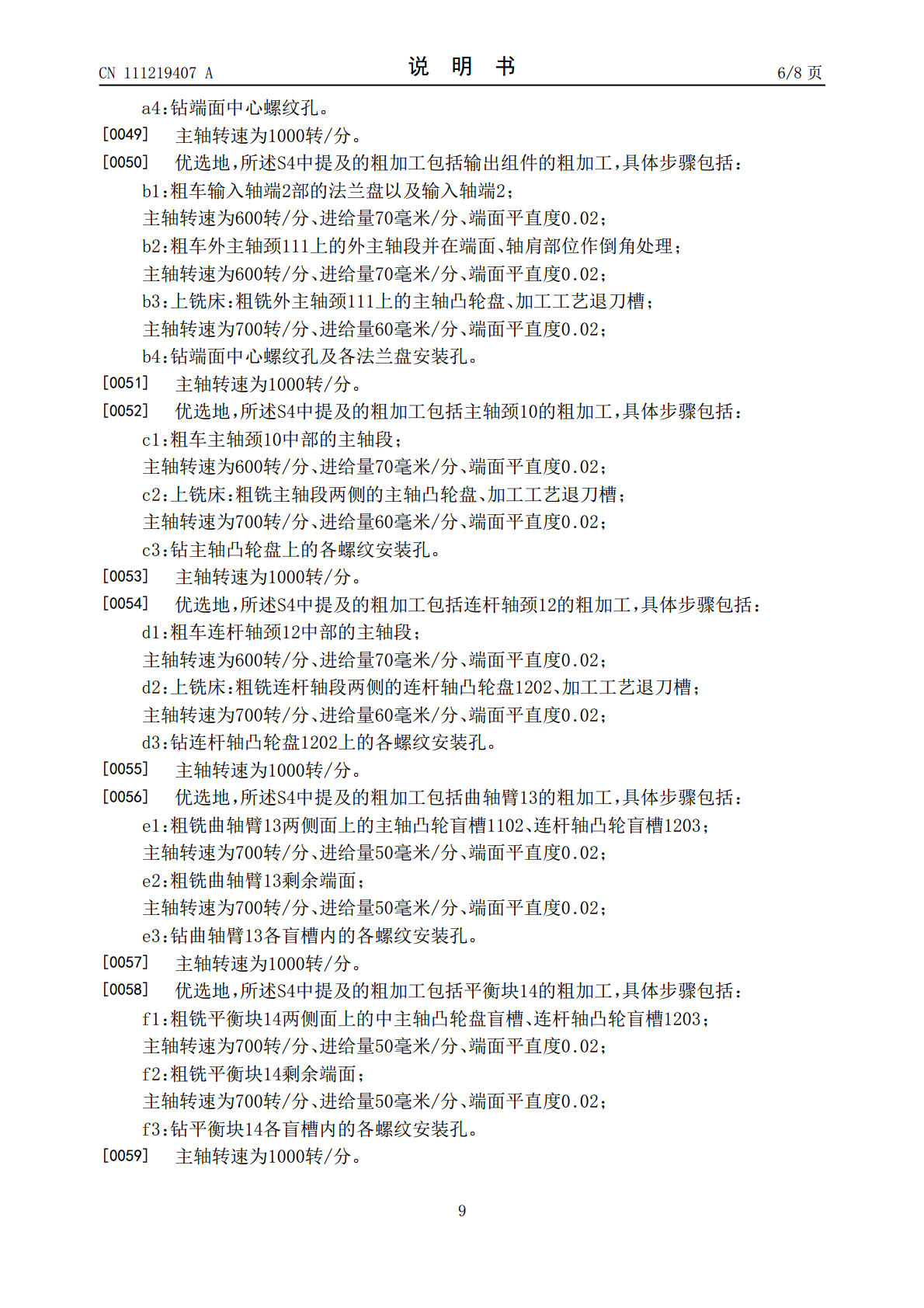
本发明涉及新能源汽车结构件技术领域,尤其是一种新能源汽车动力组件及其加工制备方法,包括输入轴端、输出轴端,在所述输入轴端与所述输出轴端之间设有若干个相互连接的曲拐组件,位于输入端与输出端的两所述曲拐组件上的对应的主轴颈为外主轴颈。采用组合式的曲轴结构,各个组件在进行组合时采用独特的连杆轴颈、主轴颈、外主轴颈以及输入端组件、输出组件的端部加设凸轮盘结构,并分别配合安装在对应的曲轴臂、平衡块的各凸轮盲槽内,通过栓接件实现紧固连接,避免了两者在使用状态下出现同轴度偏移的现象的发生,提高了连接的稳定性与抗扭矩力,
一种用于新能源汽车大梁钢板组件及其加工方法.pdf
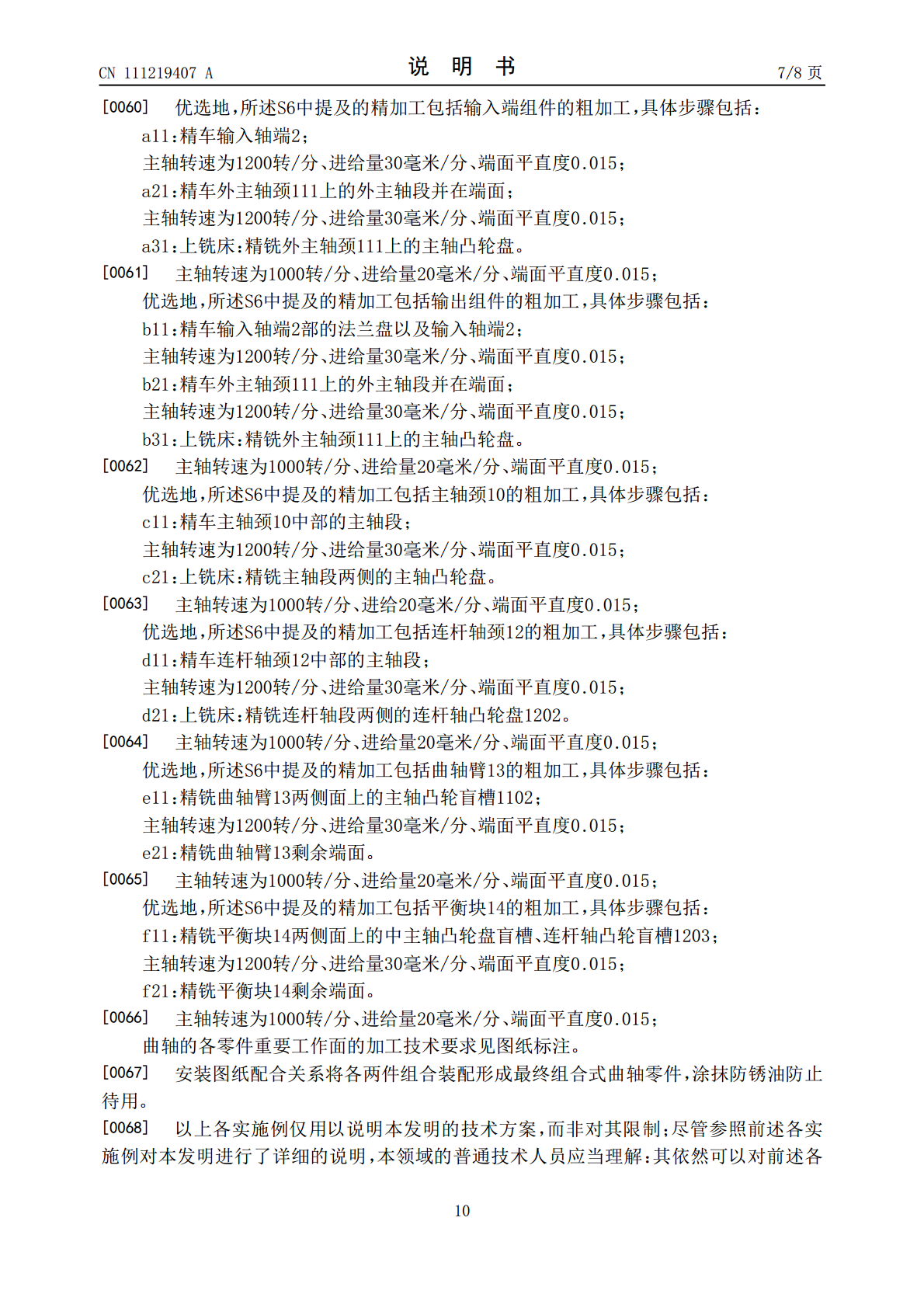
本发明公开了一种用于新能源汽车大梁钢板组件及其加工方法,包括纵梁部件、一号横梁部件、二号横梁部件、三号横梁部件、Y形加固部件、四号横梁部件、加固部件和加固翼板,所述四号横梁部件的两侧处均固定连接有纵梁部件,两个所述纵梁部件之间固定连接有一号横梁部件,两个所述纵梁部件之间固定连接有二号横梁部件,两个所述纵梁部件之间固定连接有三号横梁部件,所述纵梁部件和一号横梁部件之间固定连接有加固部件,所述纵梁部件和三号横梁部件之间固定连接有Y形加固部件,所述纵梁部件和四号横梁部件之间固定连接有加固翼板,保障了生产线员工的
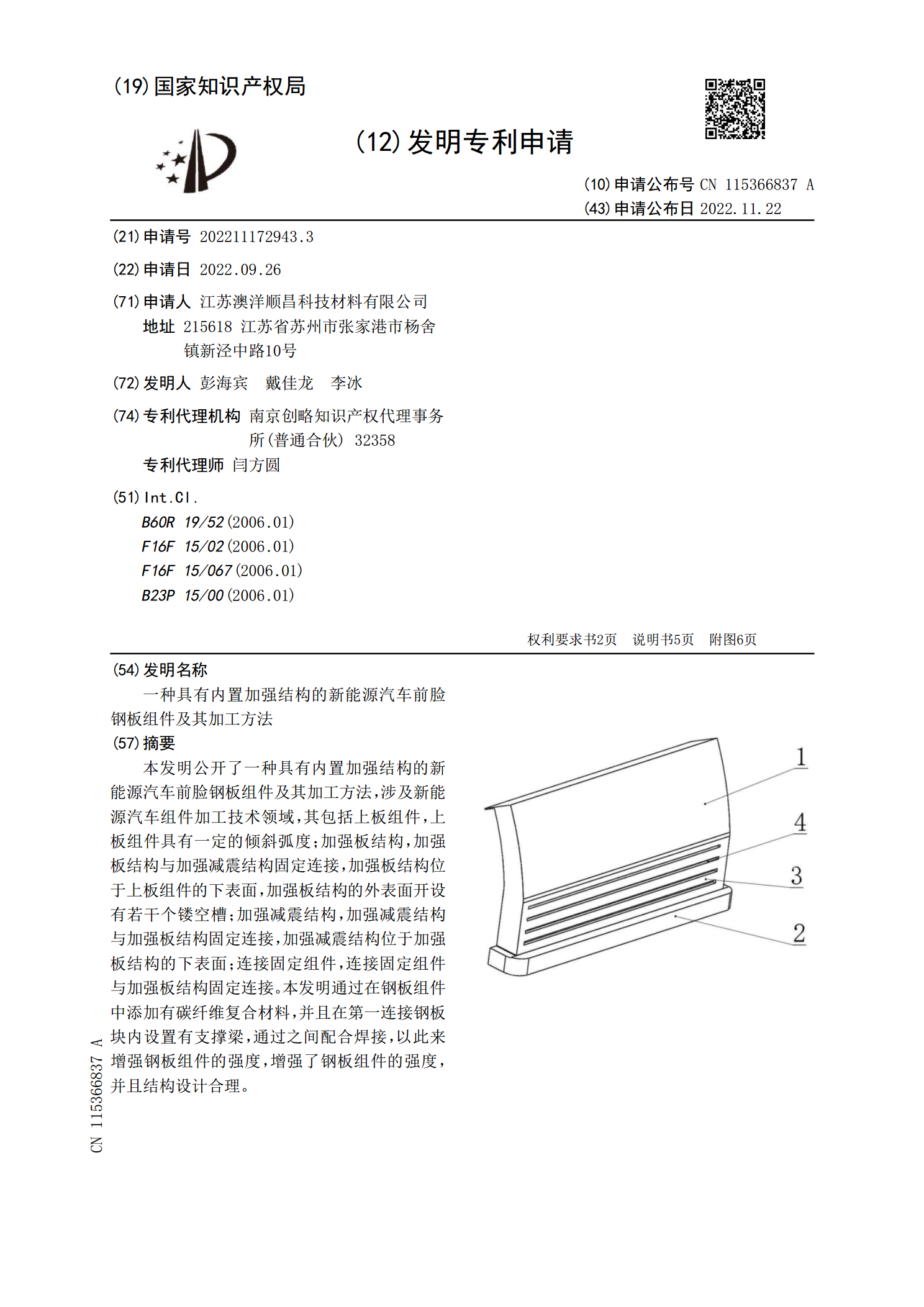
一种具有内置加强结构的新能源汽车前脸钢板组件及其加工方法.pdf
本发明公开了一种具有内置加强结构的新能源汽车前脸钢板组件及其加工方法,涉及新能源汽车组件加工技术领域,其包括上板组件,上板组件具有一定的倾斜弧度;加强板结构,加强板结构与加强减震结构固定连接,加强板结构位于上板组件的下表面,加强板结构的外表面开设有若干个镂空槽;加强减震结构,加强减震结构与加强板结构固定连接,加强减震结构位于加强板结构的下表面;连接固定组件,连接固定组件与加强板结构固定连接。本发明通过在钢板组件中添加有碳纤维复合材料,并且在第一连接钢板块内设置有支撑梁,通过之间配合焊接,以此来增强钢板组件
一种用于新能源汽车轻质化铝制保险杆组件及其加工方法.pdf
本发明涉及汽车配件技术领域,具体为一种用于新能源汽车轻质化铝制保险杆组件及其加工方法,包括保险杠梁部件,保险杠梁部件固定设置在汽车的前端,且保险杠梁部件为铝制保险杠梁;侧边支撑部件,侧边支撑部件通过螺栓固定设置在保险杠梁部件的两端,侧边支撑部件为弧形结构;以及设置在保险杠梁部件前侧面的缓冲部件,缓冲部件用于对保险杠梁部件进行缓冲。本发明铝制的保险杠梁部件在重量和硬度上具有较大的优势,周边固定设置有侧边支撑部件,可以对车体的四角处进行防护,安全性能更高,另外在车壳体与保险杠梁部件之间还设置有若干个缓冲部件,

一种新能源汽车动力电池用保护材料及其制备方法.pdf
本发明公开了一种新能源汽车动力电池用保护材料,自上而下依次包括支撑层、阻燃防火层和碳纤维/环氧树脂预浸料层;所述阻燃防火层是由如下按重量份计的原料制成:含磷杂菲结构和乙烯基的超支化聚硅氧烷25‑35份、甲基乙烯基硅橡胶60‑70份、羟基氟硅油8‑12份、2,5‑双(二乙基氨基)苯基‑1,3,4‑二唑/3‑氯‑2‑氯甲基丙烯聚合物4‑8份、偶联剂3‑5份、补强纤维5‑8份、成瓷填料20‑30份、硫化剂4‑6份、2,2‑双[4‑(4‑氨基苯氧基)苯基]‑1,1,1,3,3,3‑六氟丙烷3‑5份。本发明公开的新