
一种机械盲孔树脂塞孔的方法、PCB板及应用.pdf

秀美****甜v


1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种机械盲孔树脂塞孔的方法、PCB板及应用.pdf
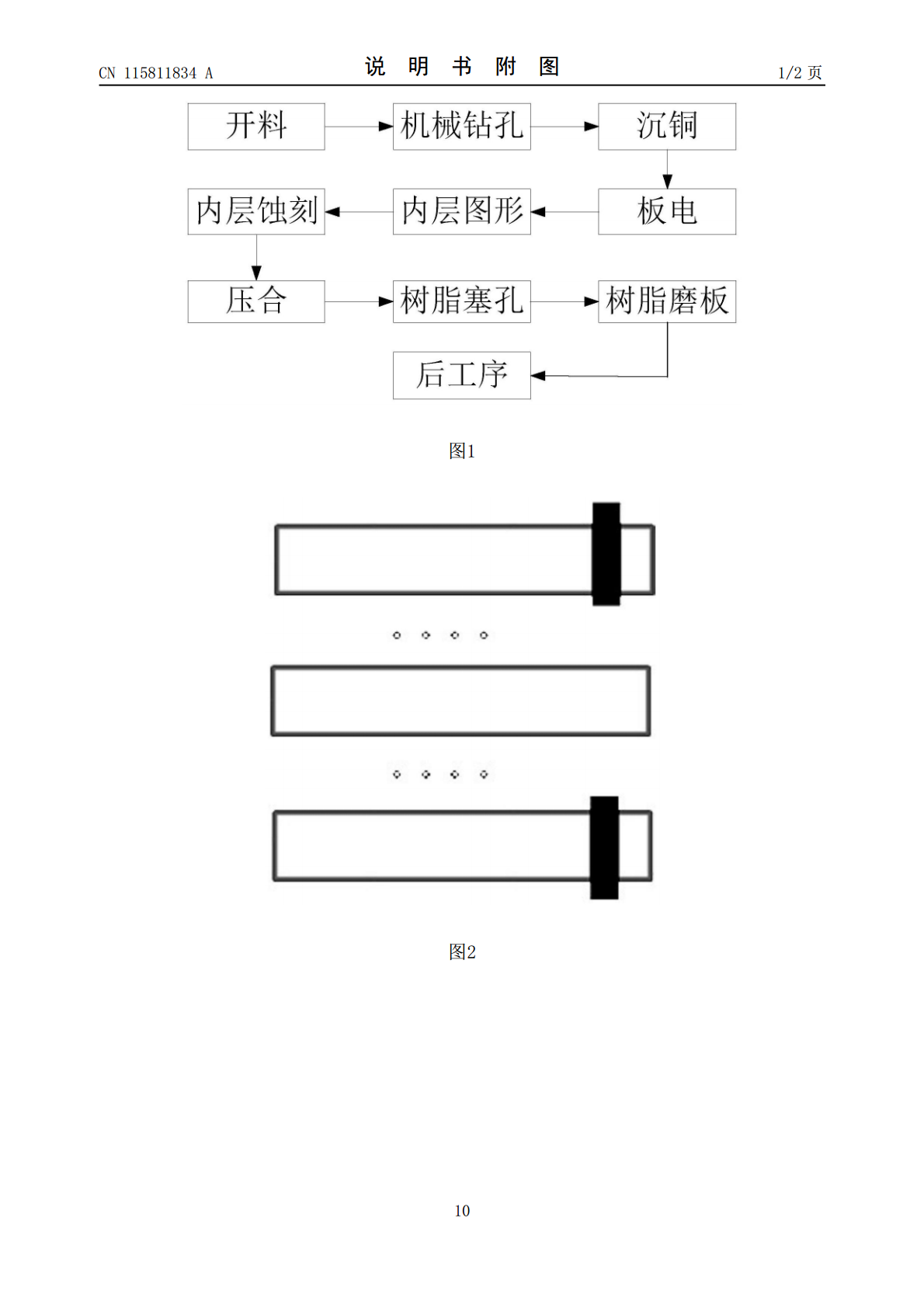
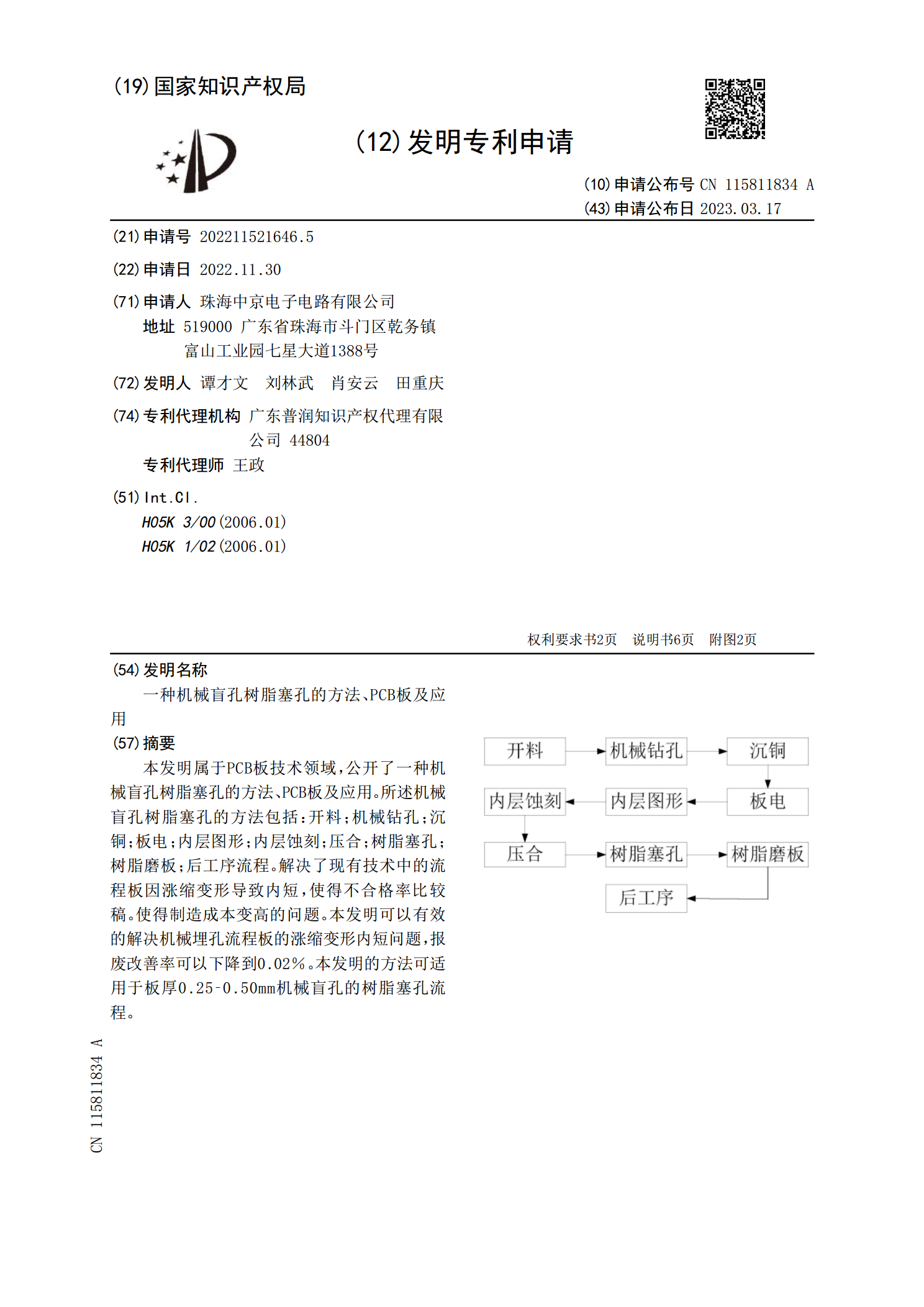
本发明属于PCB板技术领域,公开了一种机械盲孔树脂塞孔的方法、PCB板及应用。所述机械盲孔树脂塞孔的方法包括:开料;机械钻孔;沉铜;板电;内层图形;内层蚀刻;压合;树脂塞孔;树脂磨板;后工序流程。解决了现有技术中的流程板因涨缩变形导致内短,使得不合格率比较稿。使得制造成本变高的问题。本发明可以有效的解决机械埋孔流程板的涨缩变形内短问题,报废改善率可以下降到0.02%。本发明的方法可适用于板厚0.25‑0.50mm机械盲孔的树脂塞孔流程。

一种感光膜塞孔板及PCB板树脂塞孔方法.pdf
本发明公开并提供了一种感光膜塞孔板及PCB板树脂塞孔方法,所述感光膜塞孔板的结构简单、后续塞孔效果好、生产流程简单、易操作,所述PCB板树脂塞孔方法可以有效解决PCB板VIA塞孔生产过程中损伤表铜和板涨缩的问题。本发明采用树脂感光膜进行塞孔,在PCB板上单面贴膜后使用真空压膜热滚压,使孔周围的感光膜被挤入孔内,然后从反面曝光,使被挤入孔内的感光膜被曝光,然后使用阻焊显影机进行显影,把除孔内以外未被曝光的感光膜显影掉,孔内的感光膜则会保留,达到塞孔的目的;再使用对板涨缩影响较小的针刷磨板机将孔口轻微的树脂残
一种替代盲孔板树脂塞孔制程的方法.pdf
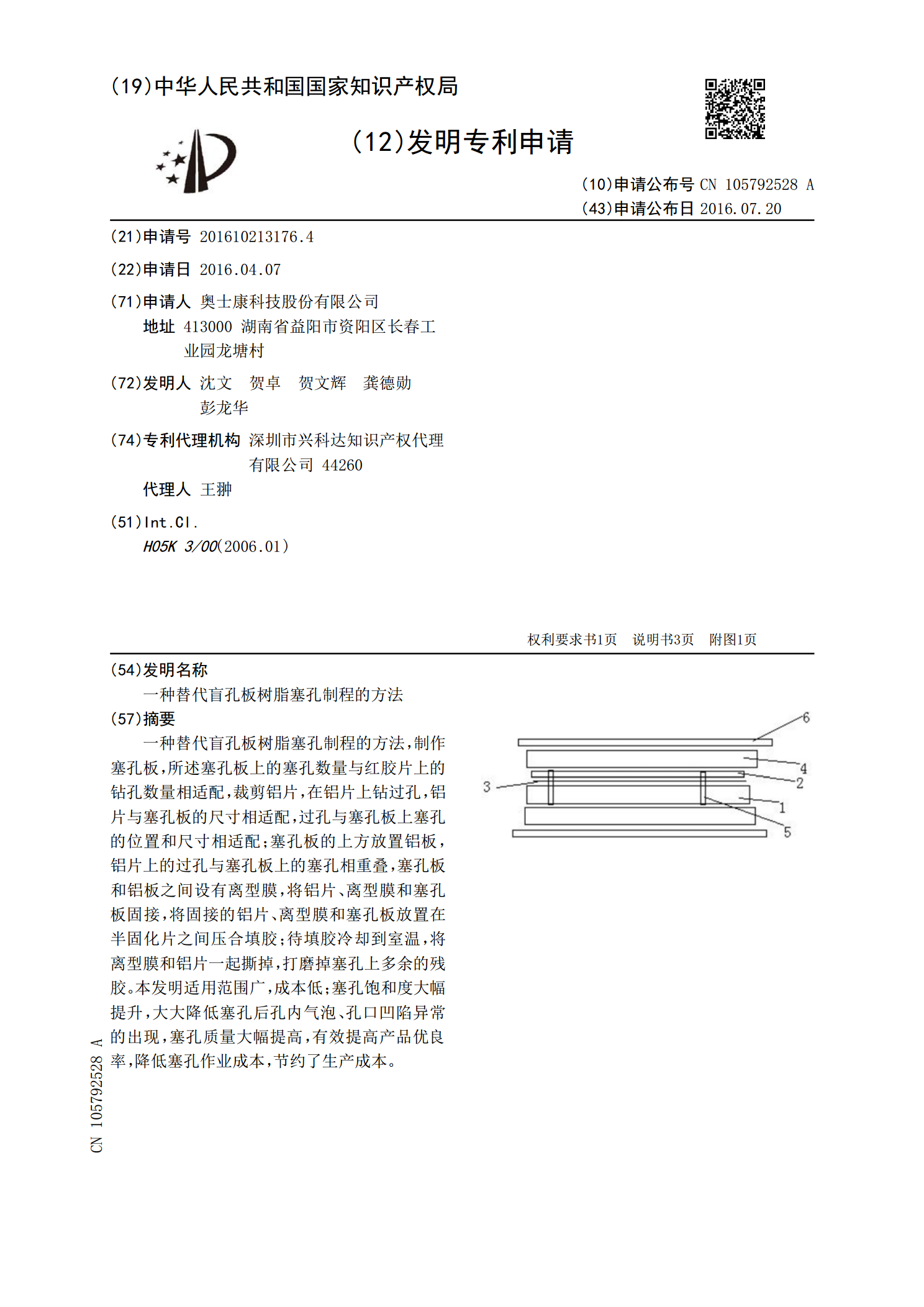
一种替代盲孔板树脂塞孔制程的方法,制作塞孔板,所述塞孔板上的塞孔数量与红胶片上的钻孔数量相适配,裁剪铝片,在铝片上钻过孔,铝片与塞孔板的尺寸相适配,过孔与塞孔板上塞孔的位置和尺寸相适配;塞孔板的上方放置铝板,铝片上的过孔与塞孔板上的塞孔相重叠,塞孔板和铝板之间设有离型膜,将铝片、离型膜和塞孔板固接,将固接的铝片、离型膜和塞孔板放置在半固化片之间压合填胶;待填胶冷却到室温,将离型膜和铝片一起撕掉,打磨掉塞孔上多余的残胶。本发明适用范围广,成本低;塞孔饱和度大幅提升,大大降低塞孔后孔内气泡、孔口凹陷异常的出现
一种应用PP胶塞PCB板盲孔的生产方法.pdf
本发明公开了一种应用PP胶塞PCB板盲孔的生产方法,包括以下步骤,步骤一:钻孔,对线路板进行钻孔;步骤二:沉铜,对步骤一中的线路板进行沉铜;步骤三:镀铜,对步骤二中的线路板进行镀铜;步骤四:压合,应用PP胶对步骤三中的线路板进行压合,其中压合过程包括熔PP胶过程、PP胶入孔过程、PP胶与线路板结合过程、PP胶溢流板面压平过程及PP胶及线路板固化过程。本发明在压合工序,选用高胶PP进行压合,在压合时从低温开始预热,让PP胶在融化时随压合时的压力,让PP胶流入到孔内形成树脂塞孔,使用高胶PP流胶方式,在压合时
一种PCB板树脂塞孔电镀制作方法.pdf
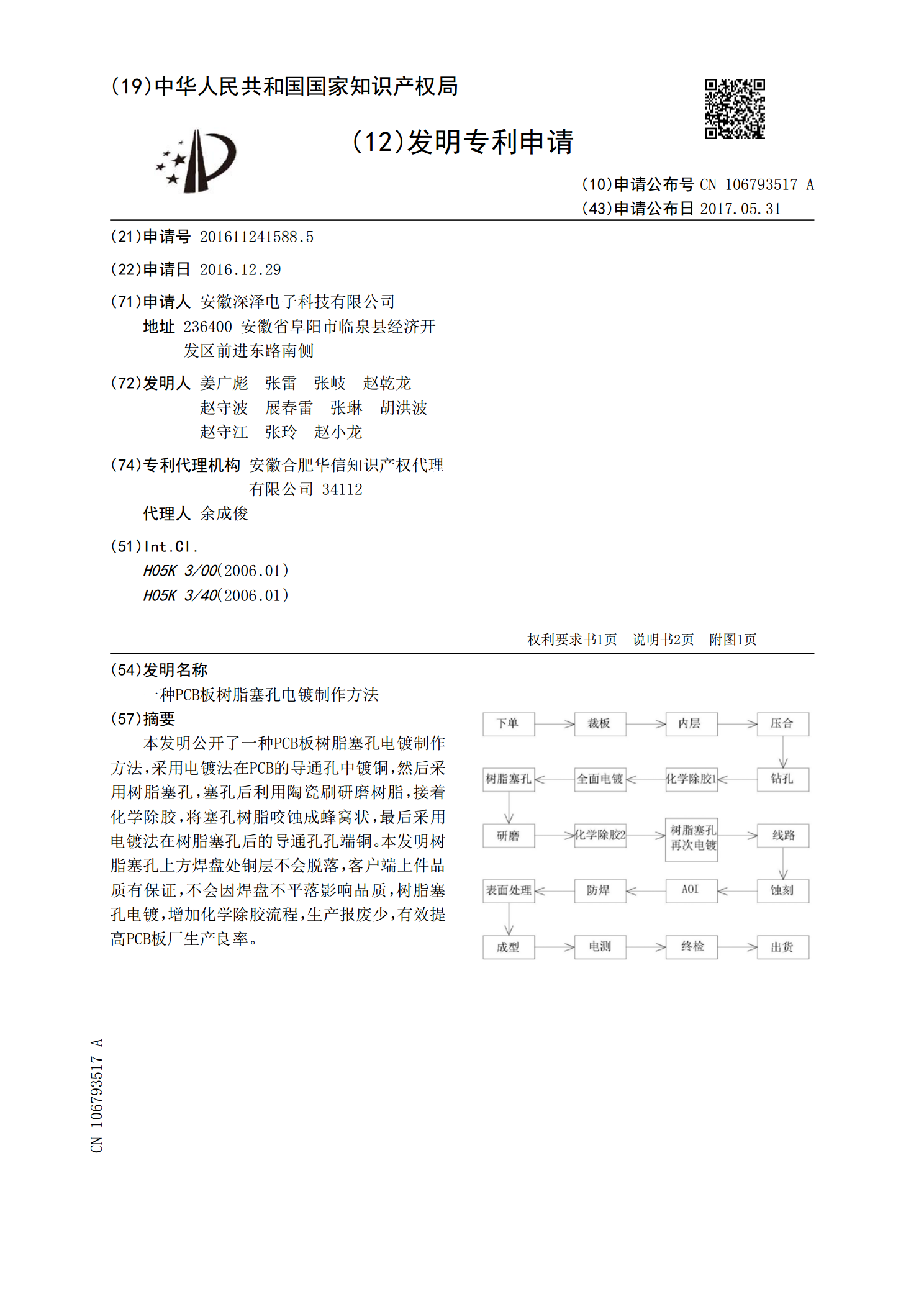
本发明公开了一种PCB板树脂塞孔电镀制作方法,采用电镀法在PCB的导通孔中镀铜,然后采用树脂塞孔,塞孔后利用陶瓷刷研磨树脂,接着化学除胶,将塞孔树脂咬蚀成蜂窝状,最后采用电镀法在树脂塞孔后的导通孔孔端铜。本发明树脂塞孔上方焊盘处铜层不会脱落,客户端上件品质有保证,不会因焊盘不平落影响品质,树脂塞孔电镀,增加化学除胶流程,生产报废少,有效提高PCB板厂生产良率。