
用于应变计深盲孔内应变片的粘接方法.pdf

子安****吖吖


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于应变计深盲孔内应变片的粘接方法.pdf
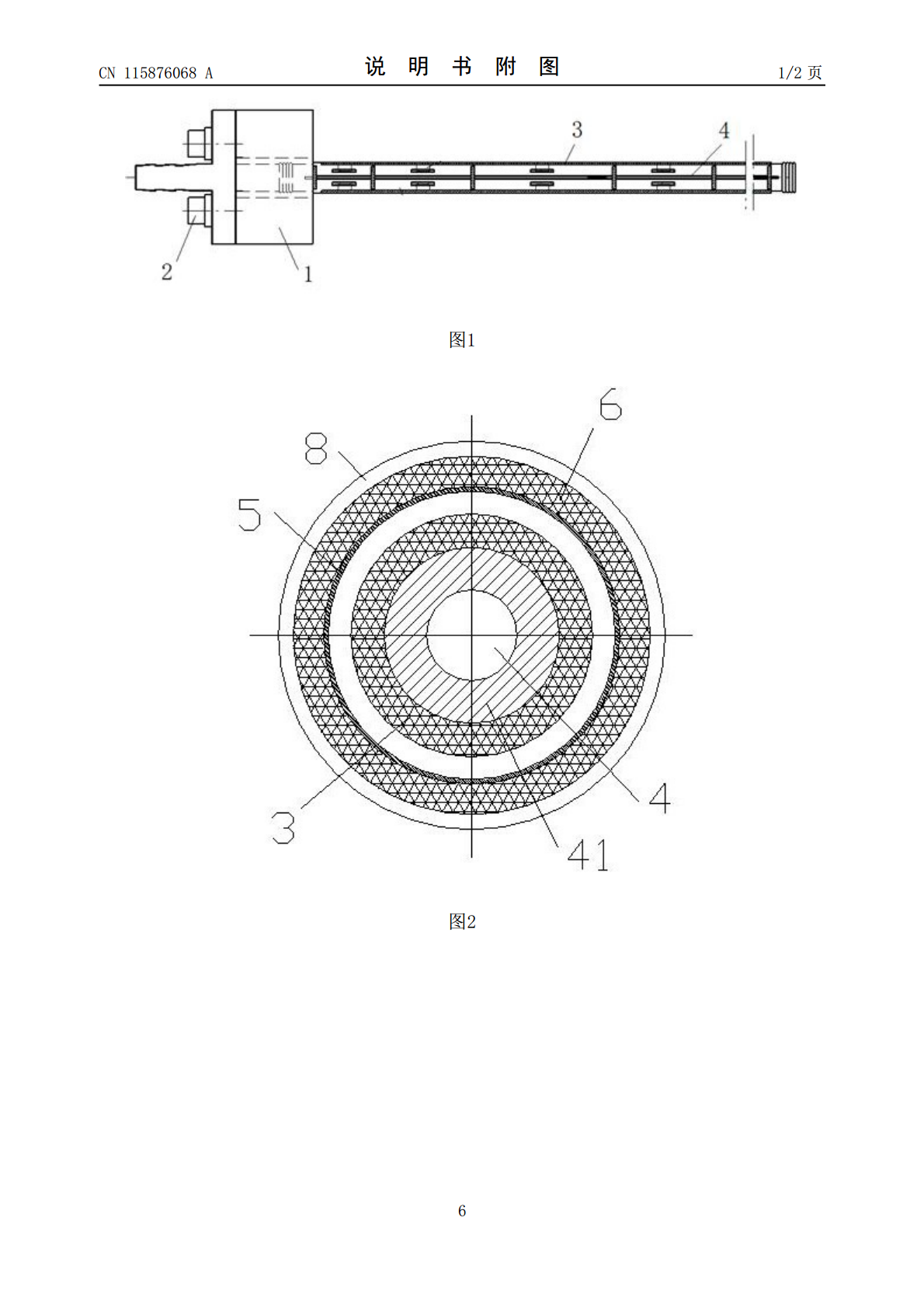
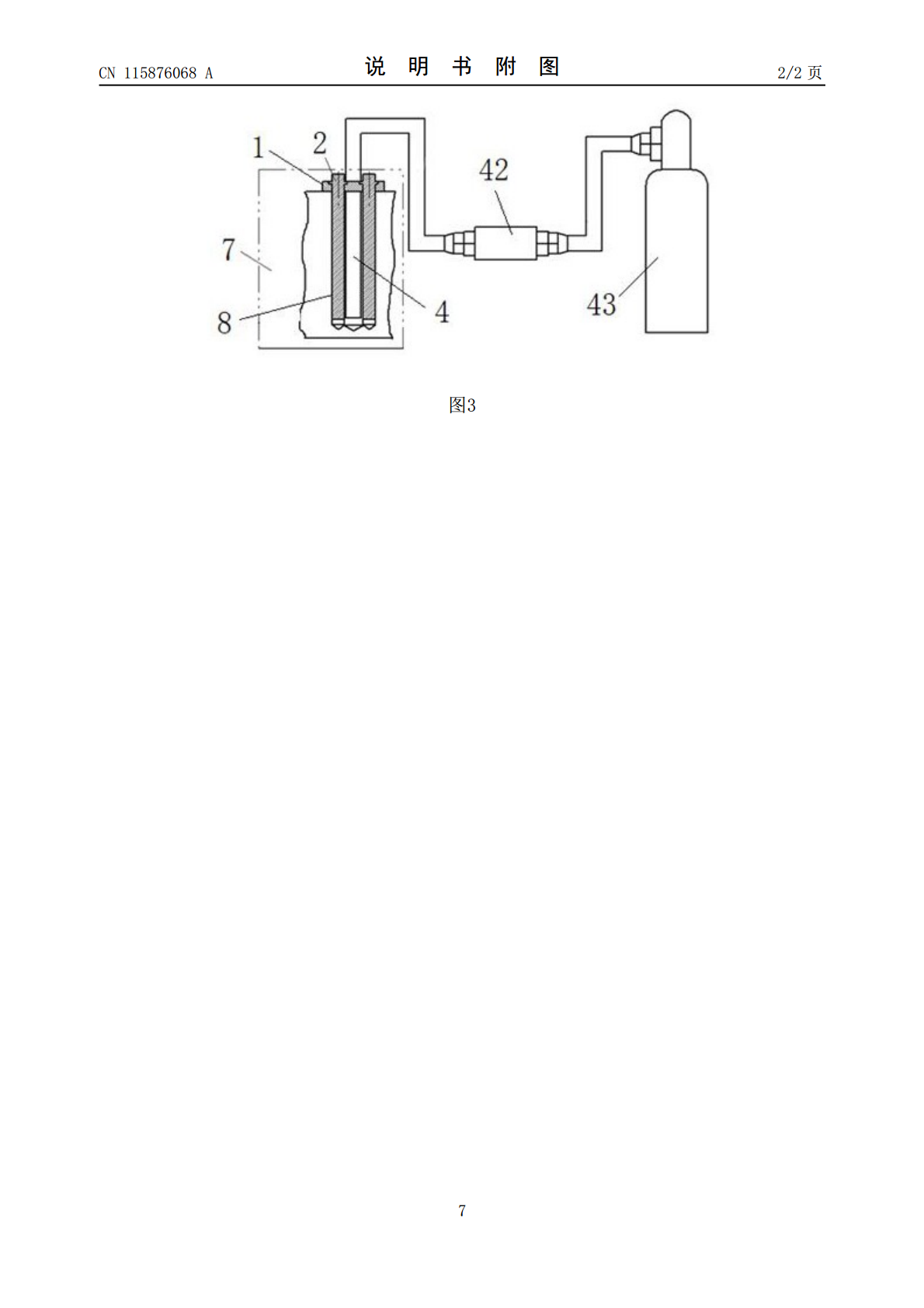
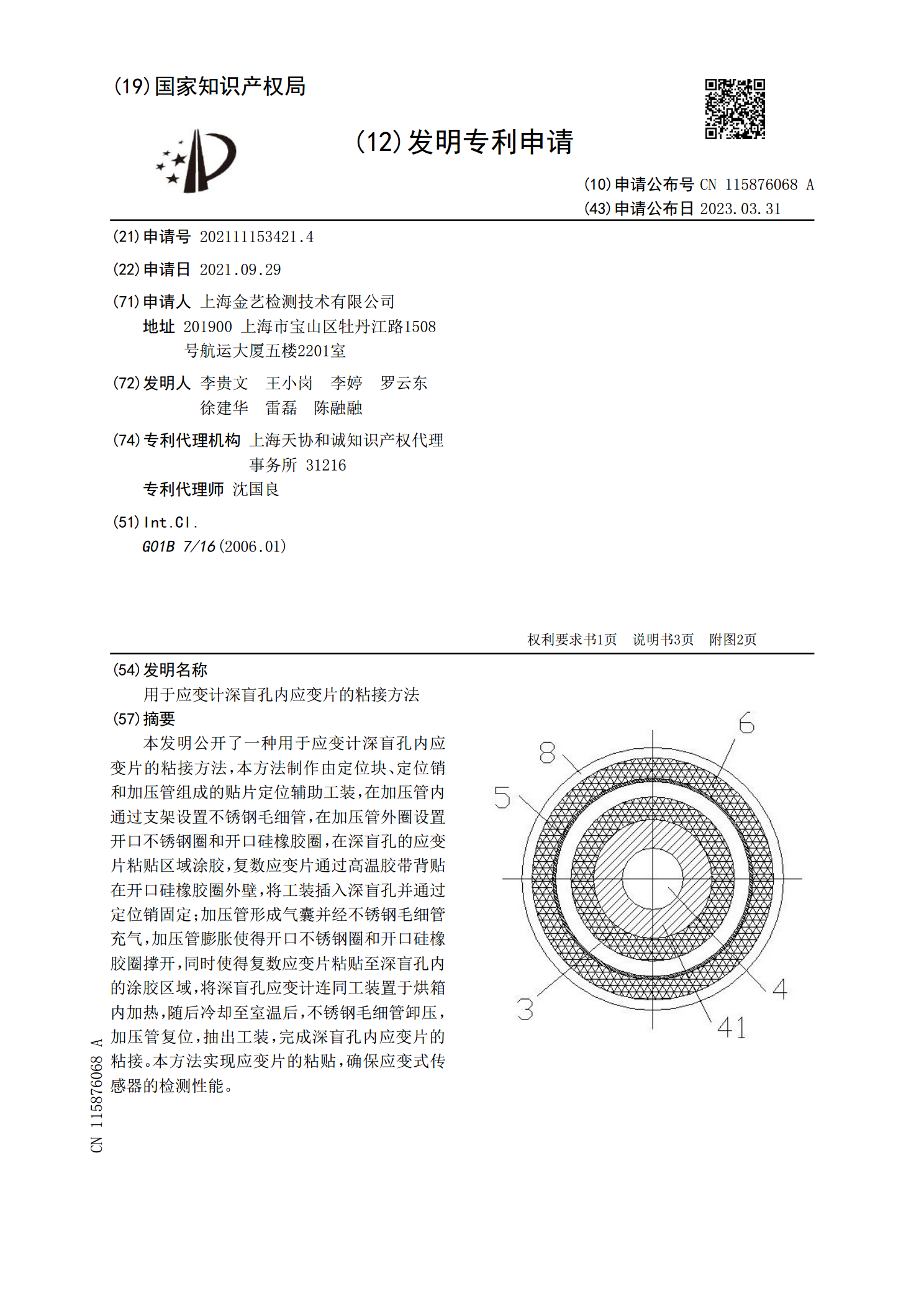
本发明公开了一种用于应变计深盲孔内应变片的粘接方法,本方法制作由定位块、定位销和加压管组成的贴片定位辅助工装,在加压管内通过支架设置不锈钢毛细管,在加压管外圈设置开口不锈钢圈和开口硅橡胶圈,在深盲孔的应变片粘贴区域涂胶,复数应变片通过高温胶带背贴在开口硅橡胶圈外壁,将工装插入深盲孔并通过定位销固定;加压管形成气囊并经不锈钢毛细管充气,加压管膨胀使得开口不锈钢圈和开口硅橡胶圈撑开,同时使得复数应变片粘贴至深盲孔内的涂胶区域,将深盲孔应变计连同工装置于烘箱内加热,随后冷却至室温后,不锈钢毛细管卸压,加压管复位

用于薄壁深盲孔壳体成型的方法.pdf
本发明公开了一种用于薄壁深盲孔壳体成型的方法,解决了现有壳体成型方法难以生产精度更高的壳体。技术方案包括将电渣锭经制锥形坯、坯料冲孔和冲压成型而成,冲压成型步骤为,将坯料冲孔后得到的盲孔坯料高温保温出炉后置于冲压成型模具的模圈顶面,冲杆插入盲孔坯料的盲孔中,压机施加力,带动冲杆向下压使盲孔坯料整体穿过模圈的内孔进入筒体内;提起冲杆及盲孔坯料,更换新的模圈重复上述步骤,直至盲孔坯料的外径尺寸达到设计要求为止,成型出最终壳体;每次冲压成型时,模圈的下部型腔直径要比过该模圈的盲孔坯料直径小。本发明工艺简单、生产

一种用于加工深盲孔内沟槽的装置.pdf
一种用于加工深盲孔内沟槽的装置,解决了背景技术的不足,即刀杆刚性不足时会产生振刀现象,加工出的沟槽尺寸及表面粗糙度难以保证。其特征在于:刀杆6通过光杆螺栓7和螺母8与夹持杆9连接在一起;专用关节轴承3套装在刀杆6上;导管5穿过专用关节轴承3的外环,压装在刀杆6的导管槽内;刀头1安装在刀杆6的头部凹槽内,由两个方头螺钉2固定。其优点是:可以对各种深盲孔内沟槽进行加工,消除了振刀现象。加工出的内沟槽尺寸及表面粗糙度容易保证。对在普通车床上加工大尺寸的深盲孔内沟槽,如越程槽、退刀槽等极为适用。其使用方法简单,组
深盲孔的加工方法.pdf
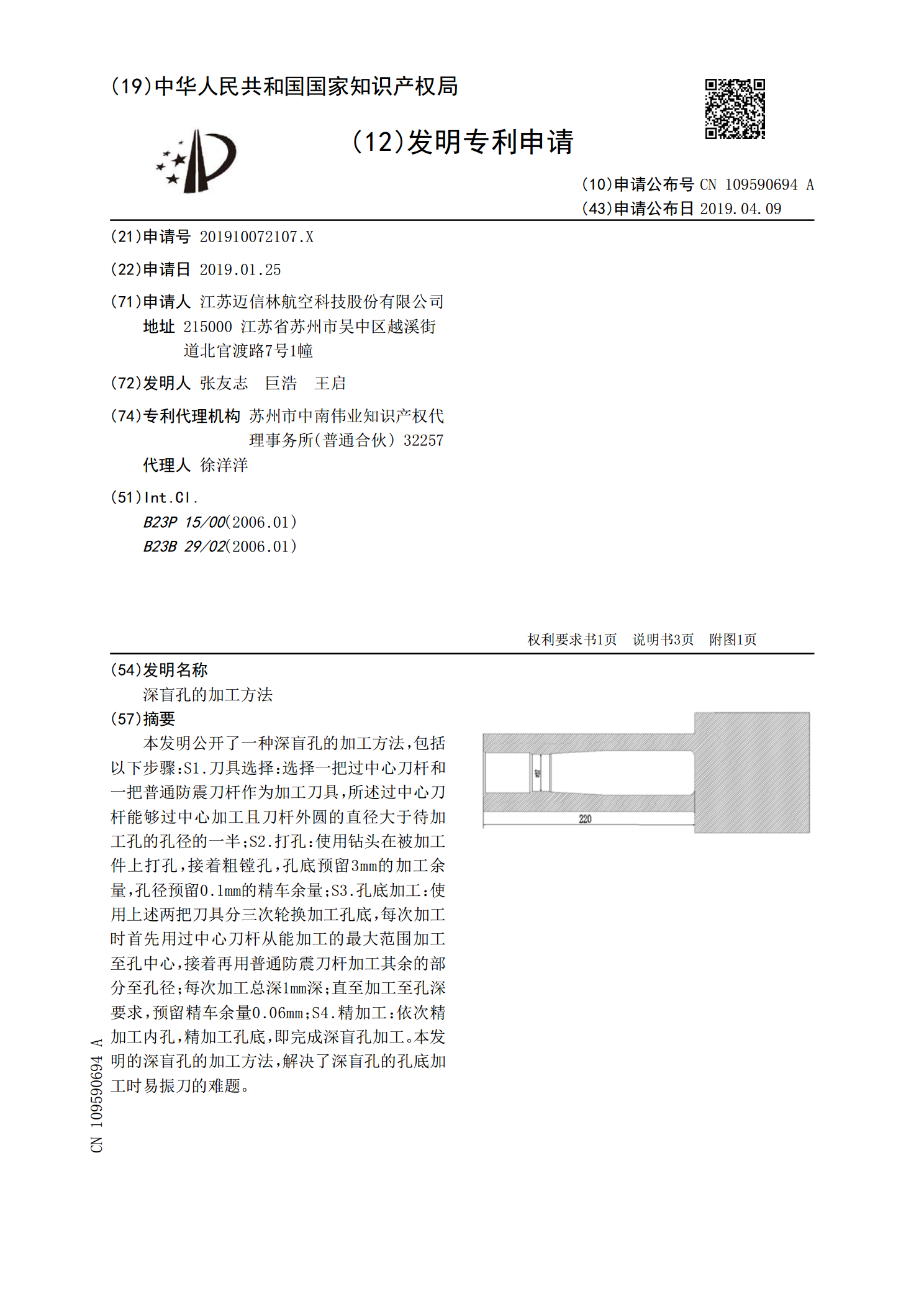
本发明公开了一种深盲孔的加工方法,包括以下步骤:S1.刀具选择:选择一把过中心刀杆和一把普通防震刀杆作为加工刀具,所述过中心刀杆能够过中心加工且刀杆外圆的直径大于待加工孔的孔径的一半;S2.打孔:使用钻头在被加工件上打孔,接着粗镗孔,孔底预留3mm的加工余量,孔径预留0.1mm的精车余量;S3.孔底加工:使用上述两把刀具分三次轮换加工孔底,每次加工时首先用过中心刀杆从能加工的最大范围加工至孔中心,接着再用普通防震刀杆加工其余的部分至孔径;每次加工总深1mm深;直至加工至孔深要求,预留精车余量0.06mm;
盲孔板盲孔孔深测量方法及相关装置.pdf
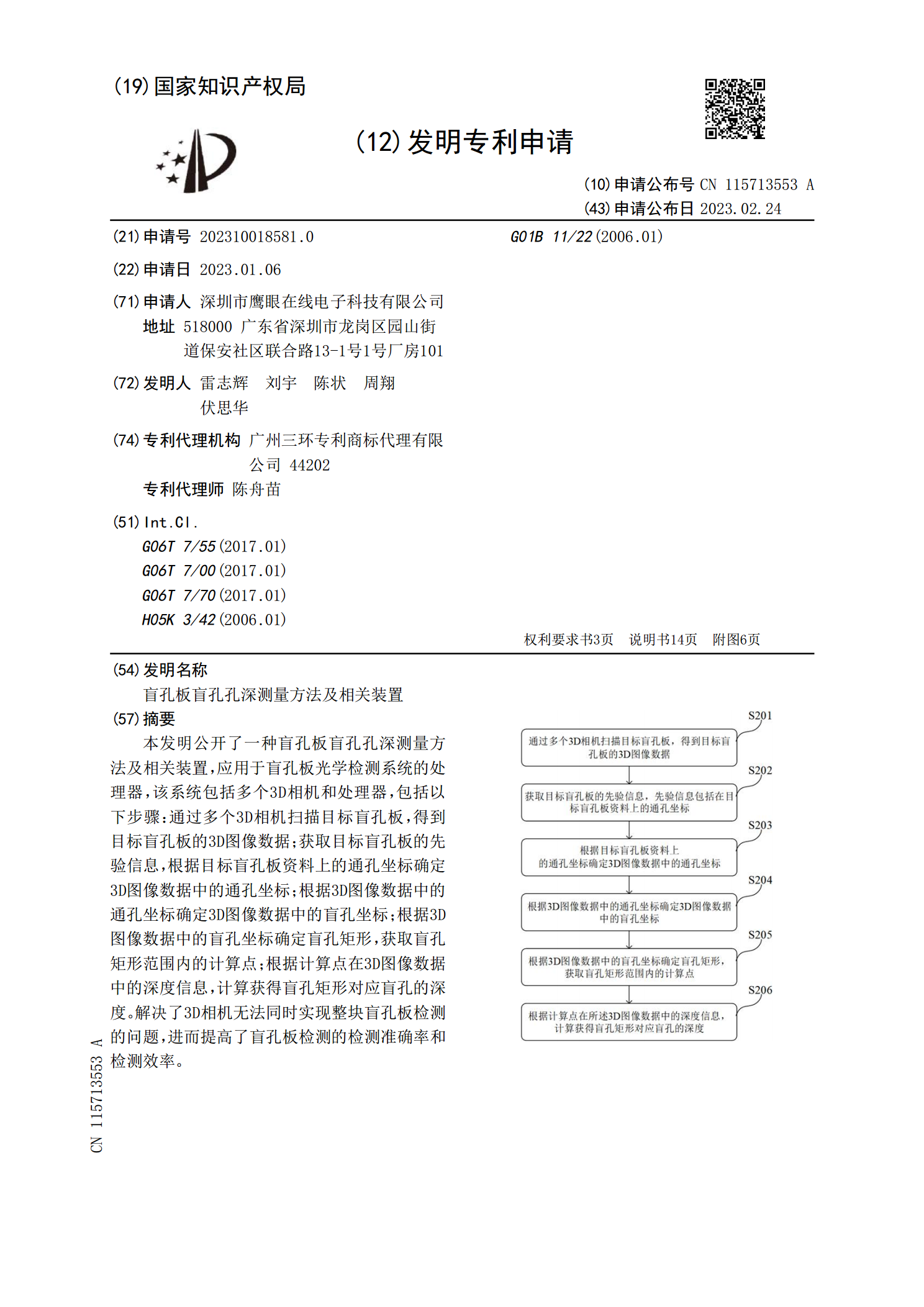
本发明公开了一种盲孔板盲孔孔深测量方法及相关装置,应用于盲孔板光学检测系统的处理器,该系统包括多个3D相机和处理器,包括以下步骤:通过多个3D相机扫描目标盲孔板,得到目标盲孔板的3D图像数据;获取目标盲孔板的先验信息,根据目标盲孔板资料上的通孔坐标确定3D图像数据中的通孔坐标;根据3D图像数据中的通孔坐标确定3D图像数据中的盲孔坐标;根据3D图像数据中的盲孔坐标确定盲孔矩形,获取盲孔矩形范围内的计算点;根据计算点在3D图像数据中的深度信息,计算获得盲孔矩形对应盲孔的深度。解决了3D相机无法同时实现整块盲孔