
一种离心复合高耐磨锥式立磨辊套及其制作方法.pdf

元容****少女

1/7
2/7

3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种离心复合高耐磨锥式立磨辊套及其制作方法.pdf
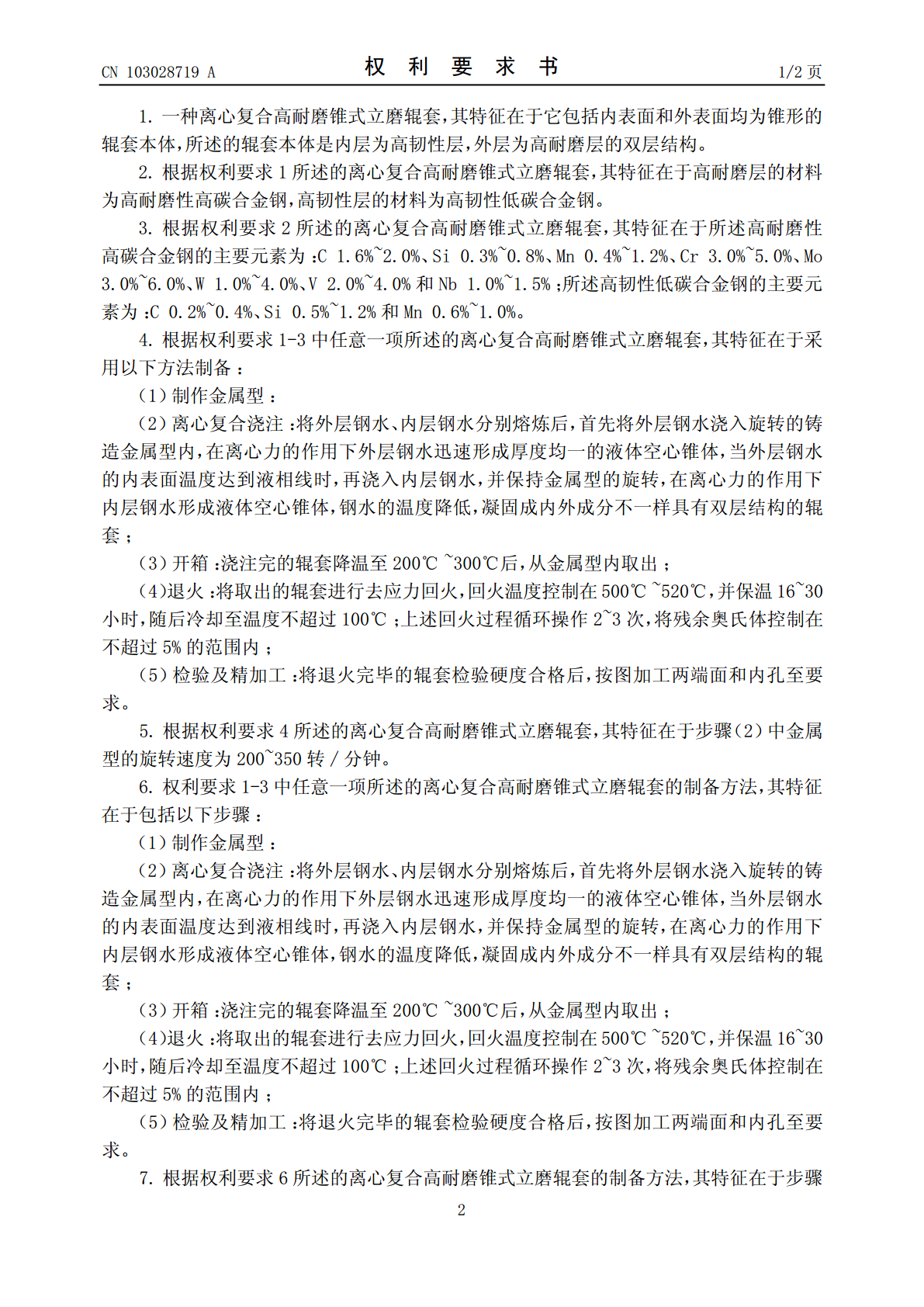
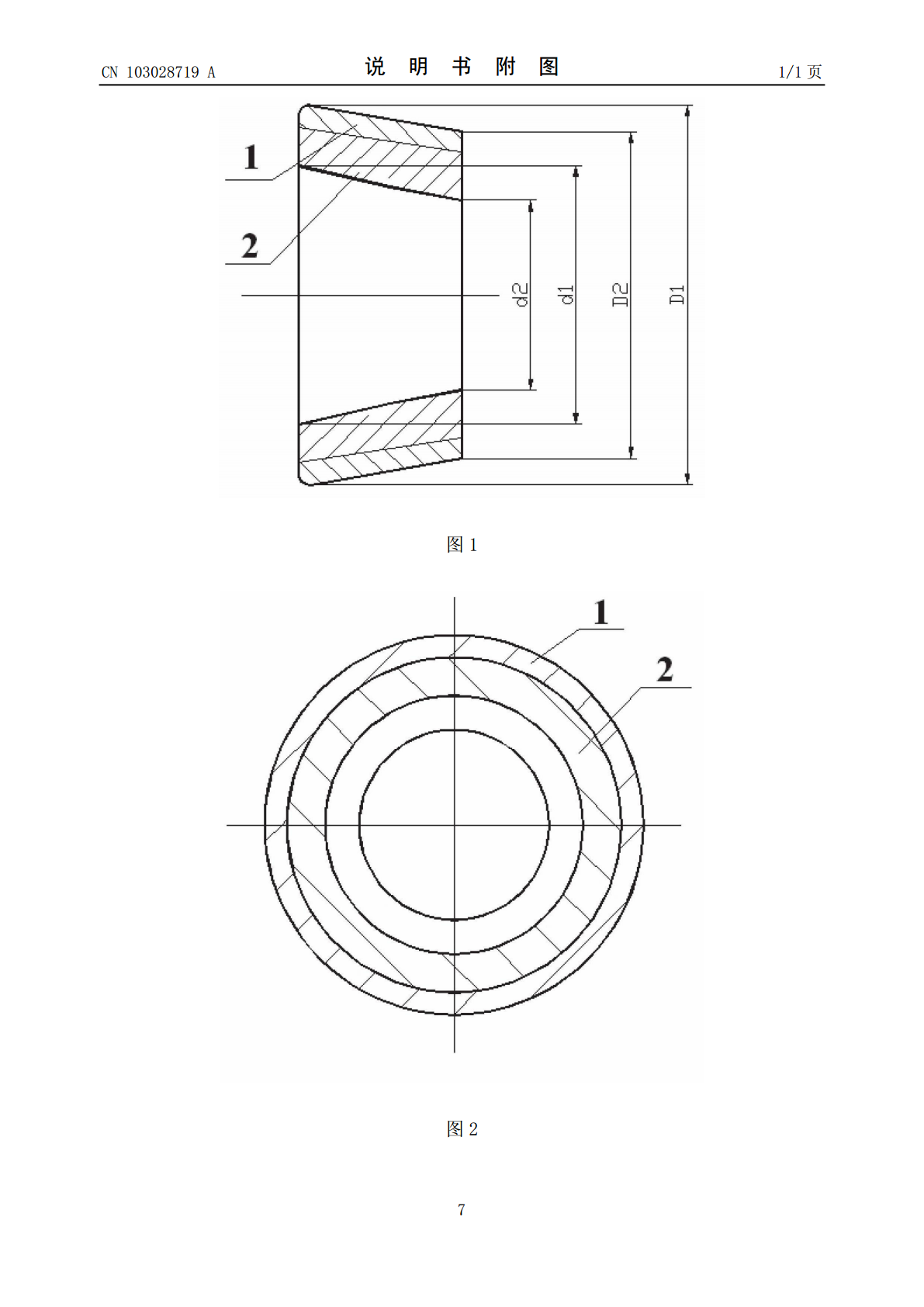
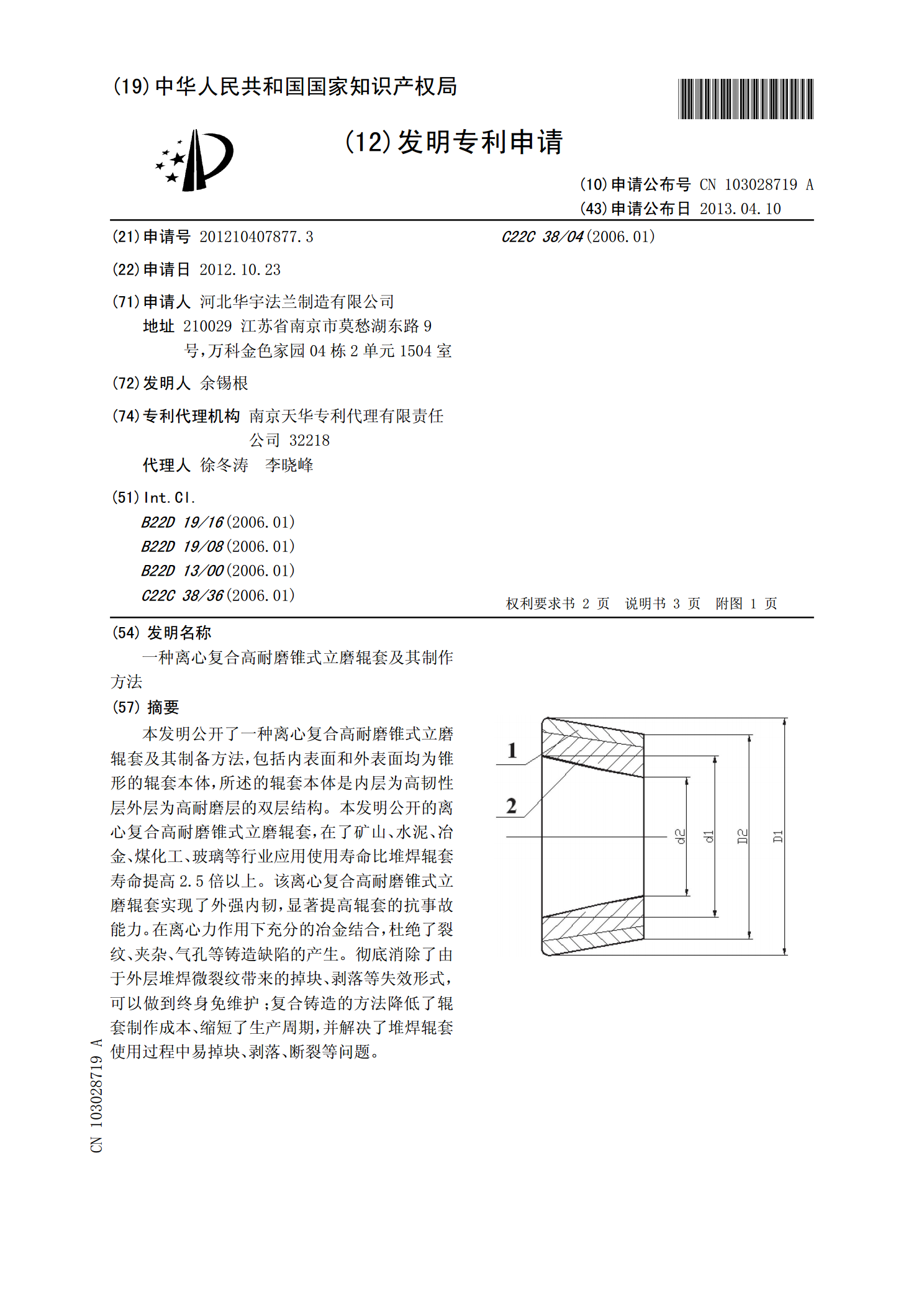
本发明公开了一种离心复合高耐磨锥式立磨辊套及其制备方法,包括内表面和外表面均为锥形的辊套本体,所述的辊套本体是内层为高韧性层外层为高耐磨层的双层结构。本发明公开的离心复合高耐磨锥式立磨辊套,在了矿山、水泥、冶金、煤化工、玻璃等行业应用使用寿命比堆焊辊套寿命提高2.5倍以上。该离心复合高耐磨锥式立磨辊套实现了外强内韧,显著提高辊套的抗事故能力。在离心力作用下充分的冶金结合,杜绝了裂纹、夹杂、气孔等铸造缺陷的产生。彻底消除了由于外层堆焊微裂纹带来的掉块、剥落等失效形式,可以做到终身免维护;复合铸造的方法降低了
一种免堆焊离心复合超高耐磨辊压机辊套及其制作方法.pdf
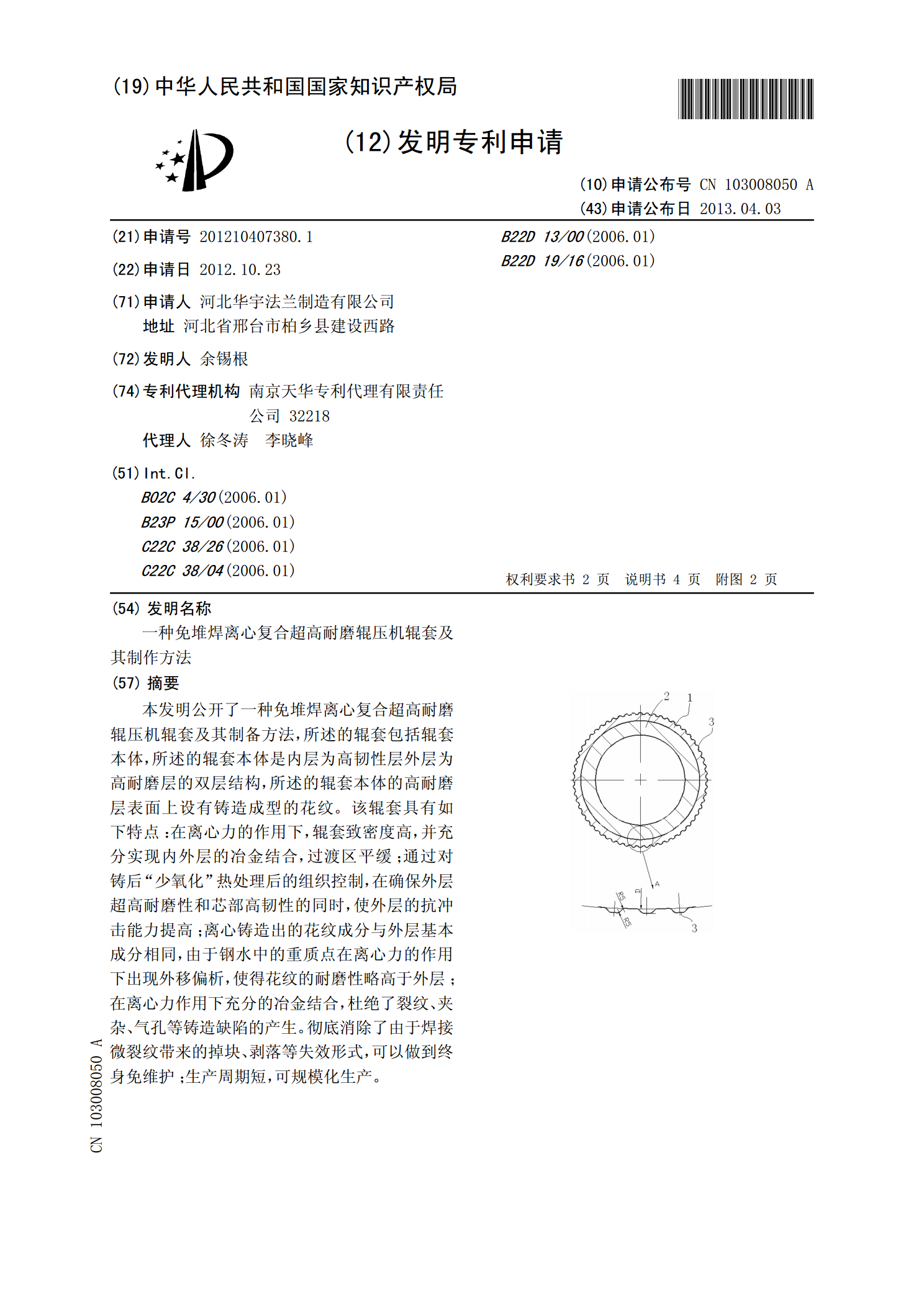
本发明公开了一种免堆焊离心复合超高耐磨辊压机辊套及其制备方法,所述的辊套包括辊套本体,所述的辊套本体是内层为高韧性层外层为高耐磨层的双层结构,所述的辊套本体的高耐磨层表面上设有铸造成型的花纹。该辊套具有如下特点:在离心力的作用下,辊套致密度高,并充分实现内外层的冶金结合,过渡区平缓;通过对铸后“少氧化”热处理后的组织控制,在确保外层超高耐磨性和芯部高韧性的同时,使外层的抗冲击能力提高;离心铸造出的花纹成分与外层基本成分相同,由于钢水中的重质点在离心力的作用下出现外移偏析,使得花纹的耐磨性略高于外层;在离心
一种高耐磨镶铸型复合磨辊套的制备工艺.pdf
本发明公开了一种高耐磨镶铸型复合磨辊套的制备工艺,在耐磨棒的一端焊接铁钉,随后将铁钉插入砂箱内部型腔的侧壁,从而使得各耐磨棒均匀地固定在所述砂箱型腔的侧壁;再将母体材料高温熔融成金属液,再将金属液通过浇注口迅速浇注至砂箱内,所述浇注口由直浇口以及多个分流道构成,各所述分流道均与所述直浇口相连通;接着以55‑65℃/h的速度升温到280‑320℃,保温8‑12h,随后出炉空冷;最终以55‑65℃/h的速度升温到960‑1000℃,然后保温11‑13h后出炉风冷,待冷却至常温后再进炉以50‑70℃/h的速度升
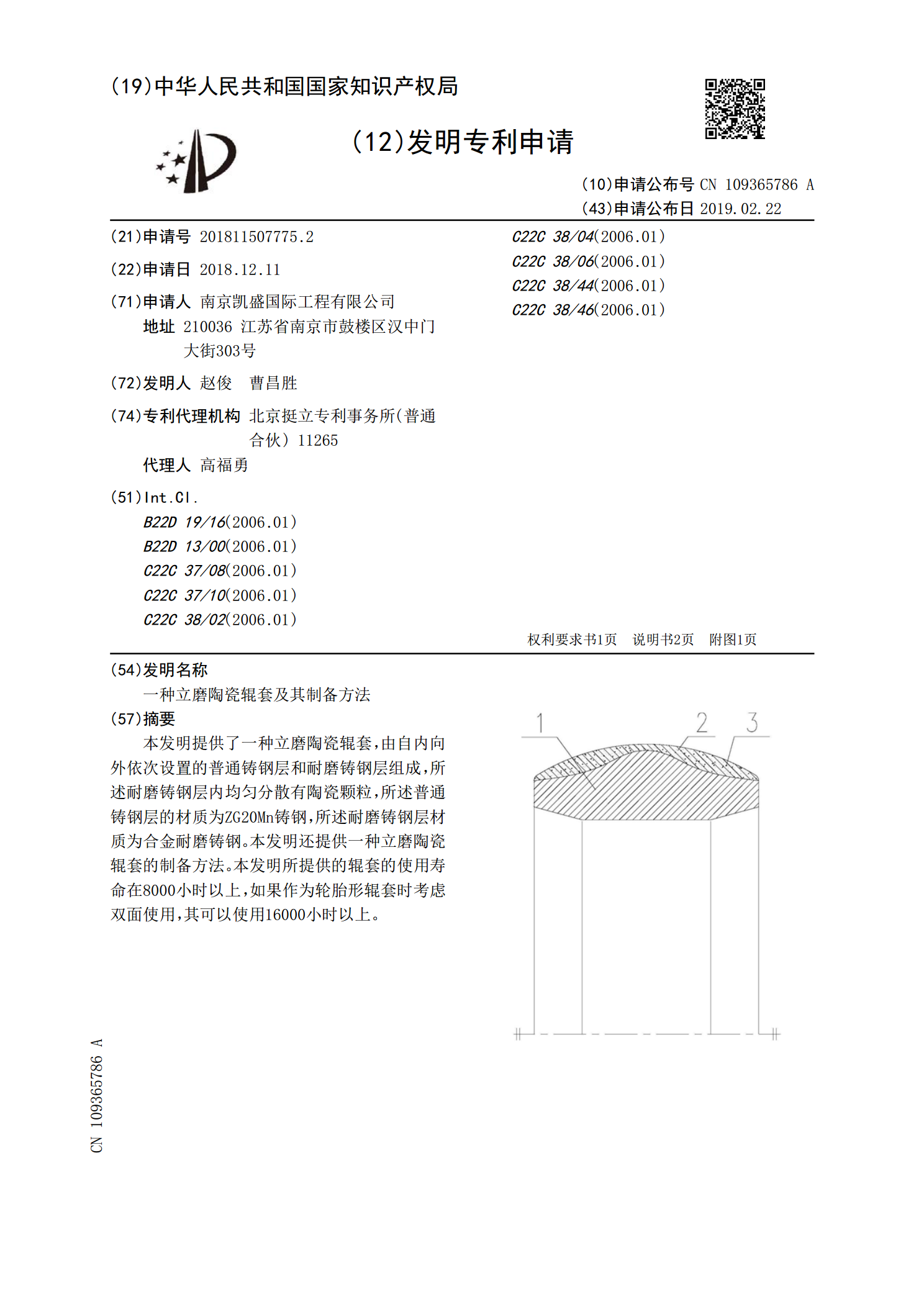
一种立磨陶瓷辊套及其制备方法.pdf
本发明提供了一种立磨陶瓷辊套,由自内向外依次设置的普通铸钢层和耐磨铸钢层组成,所述耐磨铸钢层内均匀分散有陶瓷颗粒,所述普通铸钢层的材质为ZG20Mn铸钢,所述耐磨铸钢层材质为合金耐磨铸钢。本发明还提供一种立磨陶瓷辊套的制备方法。本发明所提供的辊套的使用寿命在8000小时以上,如果作为轮胎形辊套时考虑双面使用,其可以使用16000小时以上。
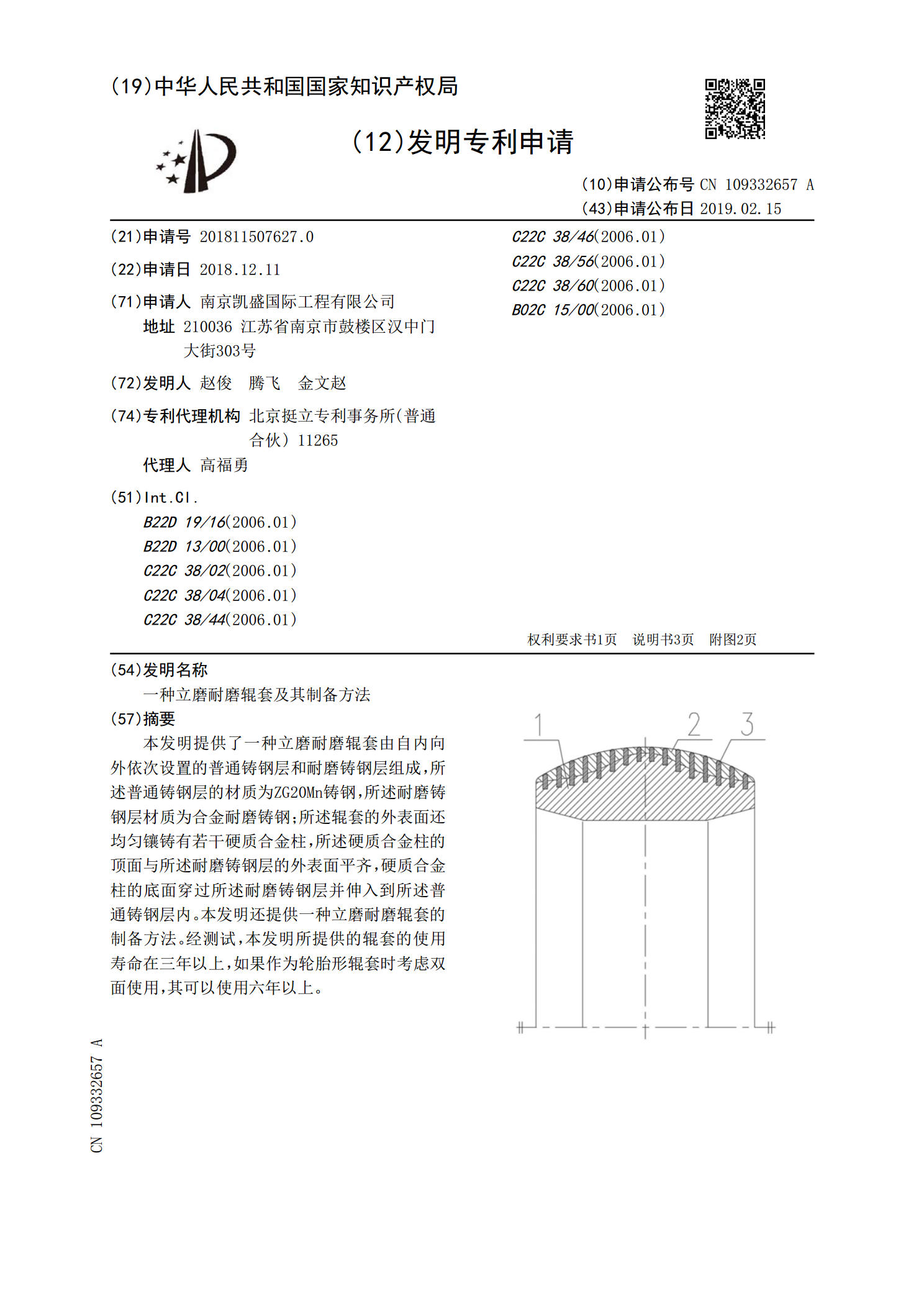
一种立磨耐磨辊套及其制备方法.pdf
本发明提供了一种立磨耐磨辊套由自内向外依次设置的普通铸钢层和耐磨铸钢层组成,所述普通铸钢层的材质为ZG20Mn铸钢,所述耐磨铸钢层材质为合金耐磨铸钢;所述辊套的外表面还均匀镶铸有若干硬质合金柱,所述硬质合金柱的顶面与所述耐磨铸钢层的外表面平齐,硬质合金柱的底面穿过所述耐磨铸钢层并伸入到所述普通铸钢层内。本发明还提供一种立磨耐磨辊套的制备方法。经测试,本发明所提供的辊套的使用寿命在三年以上,如果作为轮胎形辊套时考虑双面使用,其可以使用六年以上。