
一种免堆焊离心复合超高耐磨辊压机辊套及其制作方法.pdf

是你****韵呀

1/9

2/9

3/9

4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种免堆焊离心复合超高耐磨辊压机辊套及其制作方法.pdf
本发明公开了一种免堆焊离心复合超高耐磨辊压机辊套及其制备方法,所述的辊套包括辊套本体,所述的辊套本体是内层为高韧性层外层为高耐磨层的双层结构,所述的辊套本体的高耐磨层表面上设有铸造成型的花纹。该辊套具有如下特点:在离心力的作用下,辊套致密度高,并充分实现内外层的冶金结合,过渡区平缓;通过对铸后“少氧化”热处理后的组织控制,在确保外层超高耐磨性和芯部高韧性的同时,使外层的抗冲击能力提高;离心铸造出的花纹成分与外层基本成分相同,由于钢水中的重质点在离心力的作用下出现外移偏析,使得花纹的耐磨性略高于外层;在离心
一种离心复合高耐磨锥式立磨辊套及其制作方法.pdf
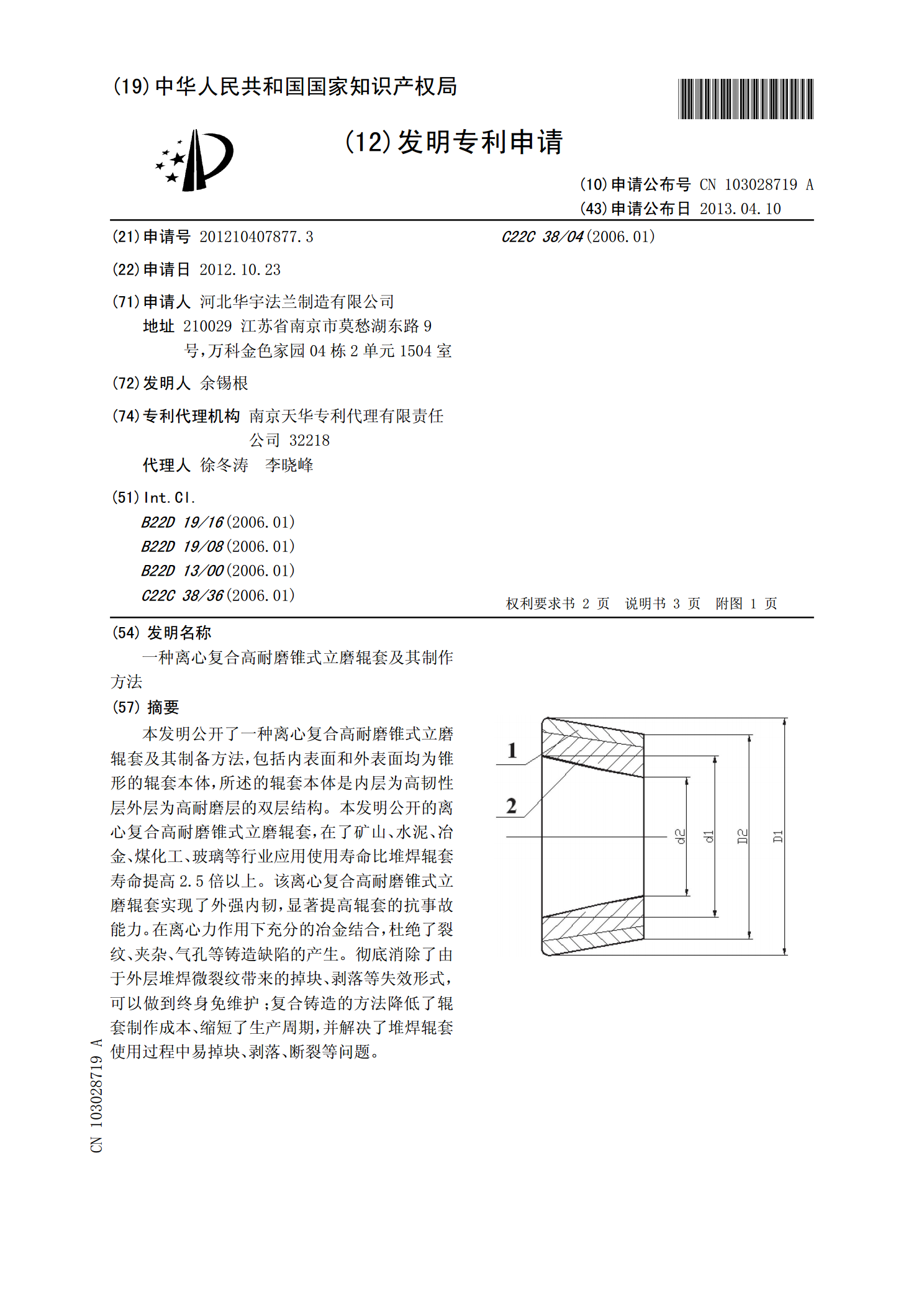
本发明公开了一种离心复合高耐磨锥式立磨辊套及其制备方法,包括内表面和外表面均为锥形的辊套本体,所述的辊套本体是内层为高韧性层外层为高耐磨层的双层结构。本发明公开的离心复合高耐磨锥式立磨辊套,在了矿山、水泥、冶金、煤化工、玻璃等行业应用使用寿命比堆焊辊套寿命提高2.5倍以上。该离心复合高耐磨锥式立磨辊套实现了外强内韧,显著提高辊套的抗事故能力。在离心力作用下充分的冶金结合,杜绝了裂纹、夹杂、气孔等铸造缺陷的产生。彻底消除了由于外层堆焊微裂纹带来的掉块、剥落等失效形式,可以做到终身免维护;复合铸造的方法降低了

关于水泥厂辊压机辊面的耐磨堆焊修复研究.docx
关于水泥厂辊压机辊面的耐磨堆焊修复研究标题:水泥厂辊压机辊面的耐磨堆焊修复研究摘要:本论文主要研究水泥厂辊压机辊面的耐磨堆焊修复技术。在水泥生产过程中,辊压机是关键设备之一,然而,长期使用会导致辊面磨损,影响设备的正常运行。为了延长设备寿命,提高生产效率,本研究探索了耐磨堆焊修复技术在水泥厂辊压机辊面修复中的应用,并对其性能进行了实验评估。关键词:水泥厂辊压机;辊面磨损;耐磨堆焊修复技术;性能评估第一部分:引言1.1研究背景水泥厂辊压机是水泥生产过程中重要的设备之一,用于对水泥熟料进行粉碎和磨细。由于长期

一种辊压机挤压辊辊套.pdf
一种辊压机挤压辊辊套,包括挤压辊辊套,其特征在于:在所述挤压辊辊套的外表面上以均布分割加工有若干个凹槽,在凹槽内镶焊有高出辊体表面1‑10mm的耐磨材料,例如郑州机械研究所有限公司研制的ZD310或ZD903耐磨药芯焊丝,以及奥钢联伯乐焊接有限公司研制生产的SKCA43‑O耐磨药芯焊丝或其他同样具有高耐磨性能的堆焊材料。本发明结构的挤压辊结合了堆焊挤压辊和镶钉式挤压辊的优势,既降低了花纹层从辊体崩离得风险,又解决了柱钉脱离辊体的问题。同时焊缝之间的母材金属在磨损到一定程度后形成料垫延缓向下磨损的趋势,有
一种堆焊复合炉辊.pdf
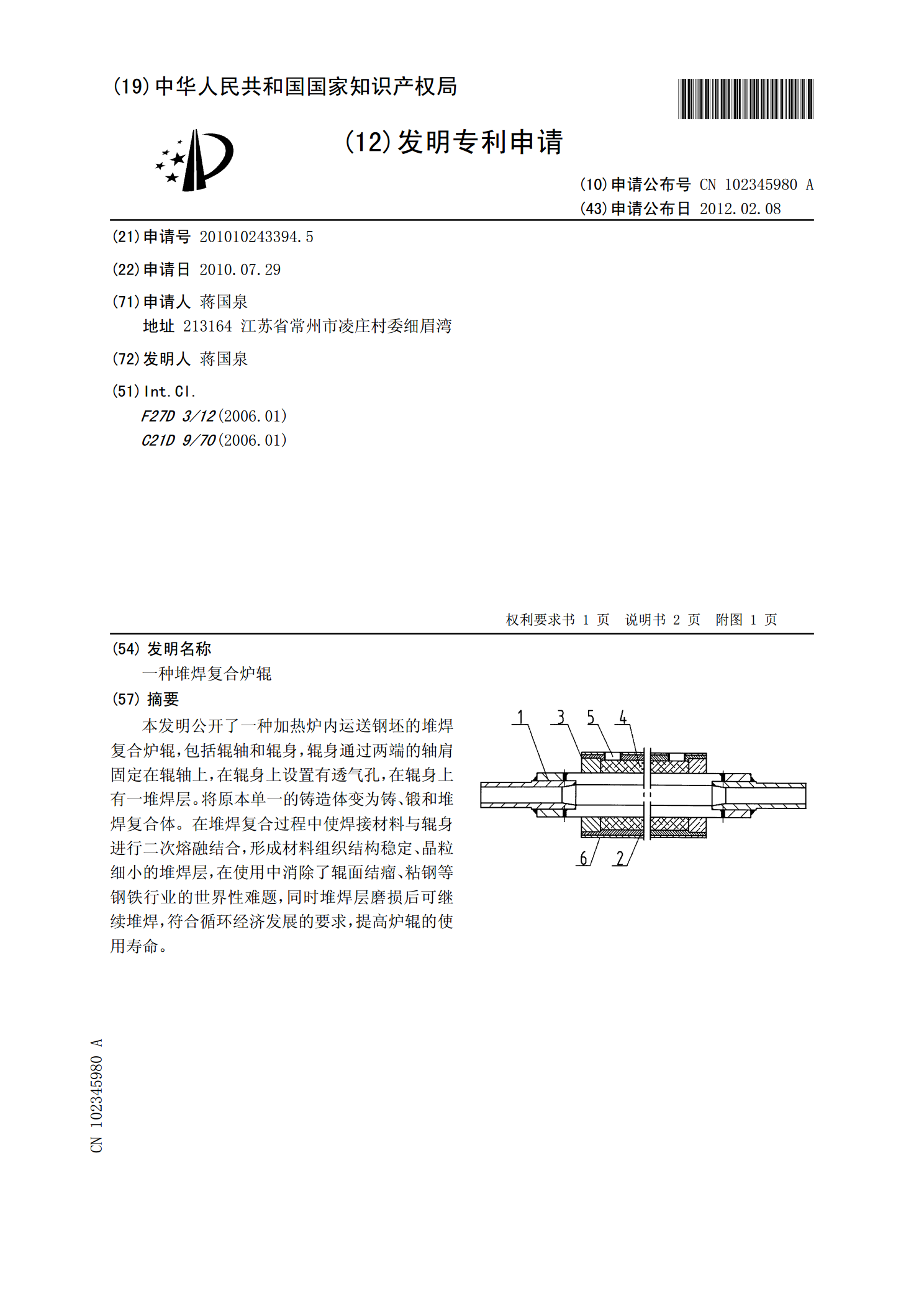
本发明公开了一种加热炉内运送钢坯的堆焊复合炉辊,包括辊轴和辊身,辊身通过两端的轴肩固定在辊轴上,在辊身上设置有透气孔,在辊身上有一堆焊层。将原本单一的铸造体变为铸、锻和堆焊复合体。在堆焊复合过程中使焊接材料与辊身进行二次熔融结合,形成材料组织结构稳定、晶粒细小的堆焊层,在使用中消除了辊面结瘤、粘钢等钢铁行业的世界性难题,同时堆焊层磨损后可继续堆焊,符合循环经济发展的要求,提高炉辊的使用寿命。