
用于制备聚(对苯二甲酸丙二醇酯)粒料的方法.pdf

一条****然后


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于制备聚(对苯二甲酸丙二醇酯)粒料的方法.pdf
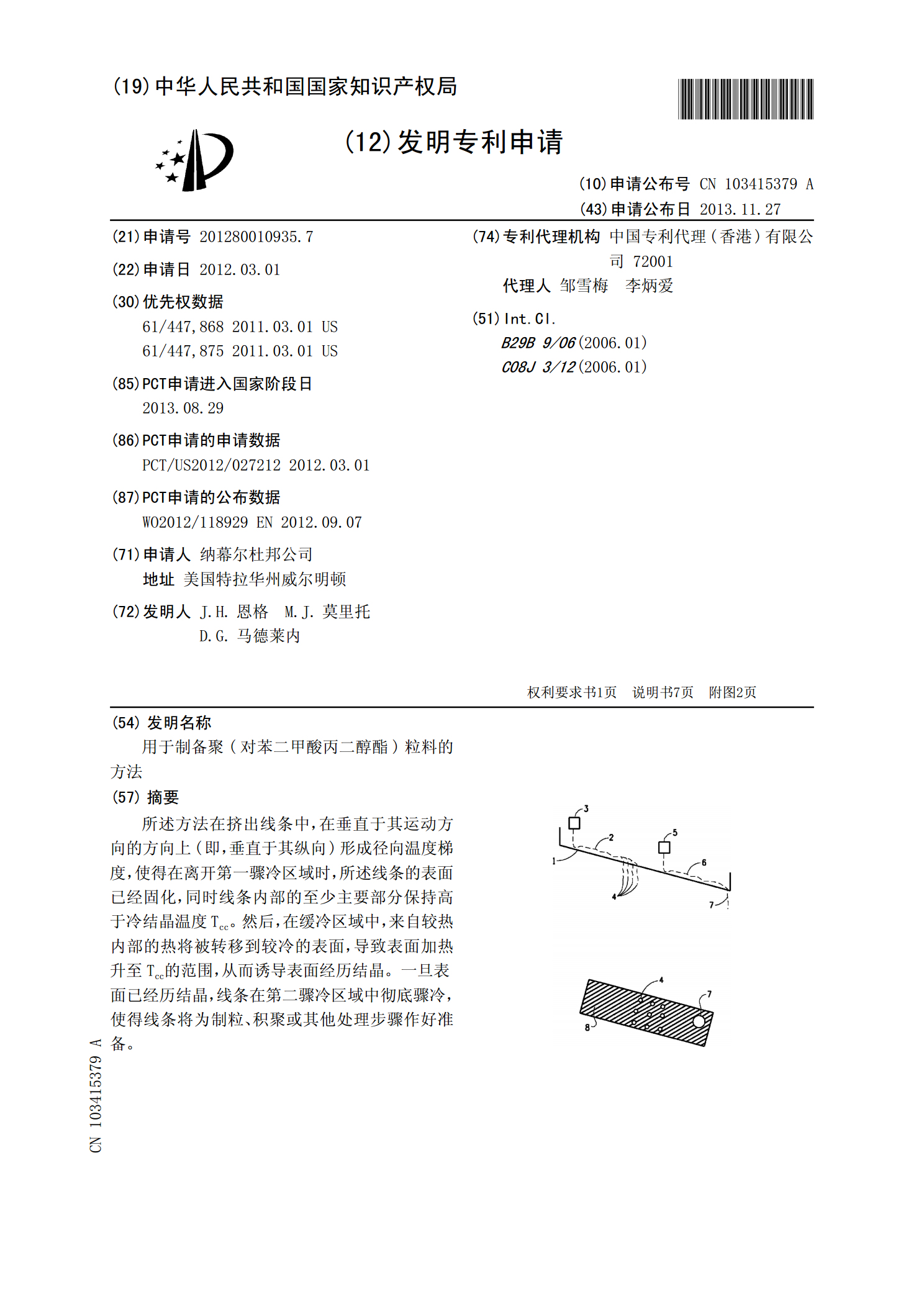
所述方法在挤出线条中,在垂直于其运动方向的方向上(即,垂直于其纵向)形成径向温度梯度,使得在离开第一骤冷区域时,所述线条的表面已经固化,同时线条内部的至少主要部分保持高于冷结晶温度Tcc。然后,在缓冷区域中,来自较热内部的热将被转移到较冷的表面,导致表面加热升至Tcc的范围,从而诱导表面经历结晶。一旦表面已经历结晶,线条在第二骤冷区域中彻底骤冷,使得线条将为制粒、积聚或其他处理步骤作好准备。

用于制备聚(对苯二甲酸丙二醇酯)粒料的设备.pdf
本发明描述了一种设备,其具有用于挤出熔融聚合物线条(36)的挤出装置(34);制粒机;和布置为将聚合物线条从所述挤出装置输送到所述制粒机(315)的槽(310);所述槽(310)具有内底部表面;布置为在接近所述挤出装置的内底部表面的第一部分(37)上提供水层(38)的水分配装置(39);布置在所述槽(310)中位于所述水分配装置(39)下游(311)的网状(312)或多孔表面,其布置为允许水与经水浸的投射到其上的线条分离;和位于网状(312)或多孔表面下游的所述内底部表面的第二部分(313),其布置为包含
用于制备包含聚(对苯二甲酸丙二醇酯)的双组分纤维的方法.pdf
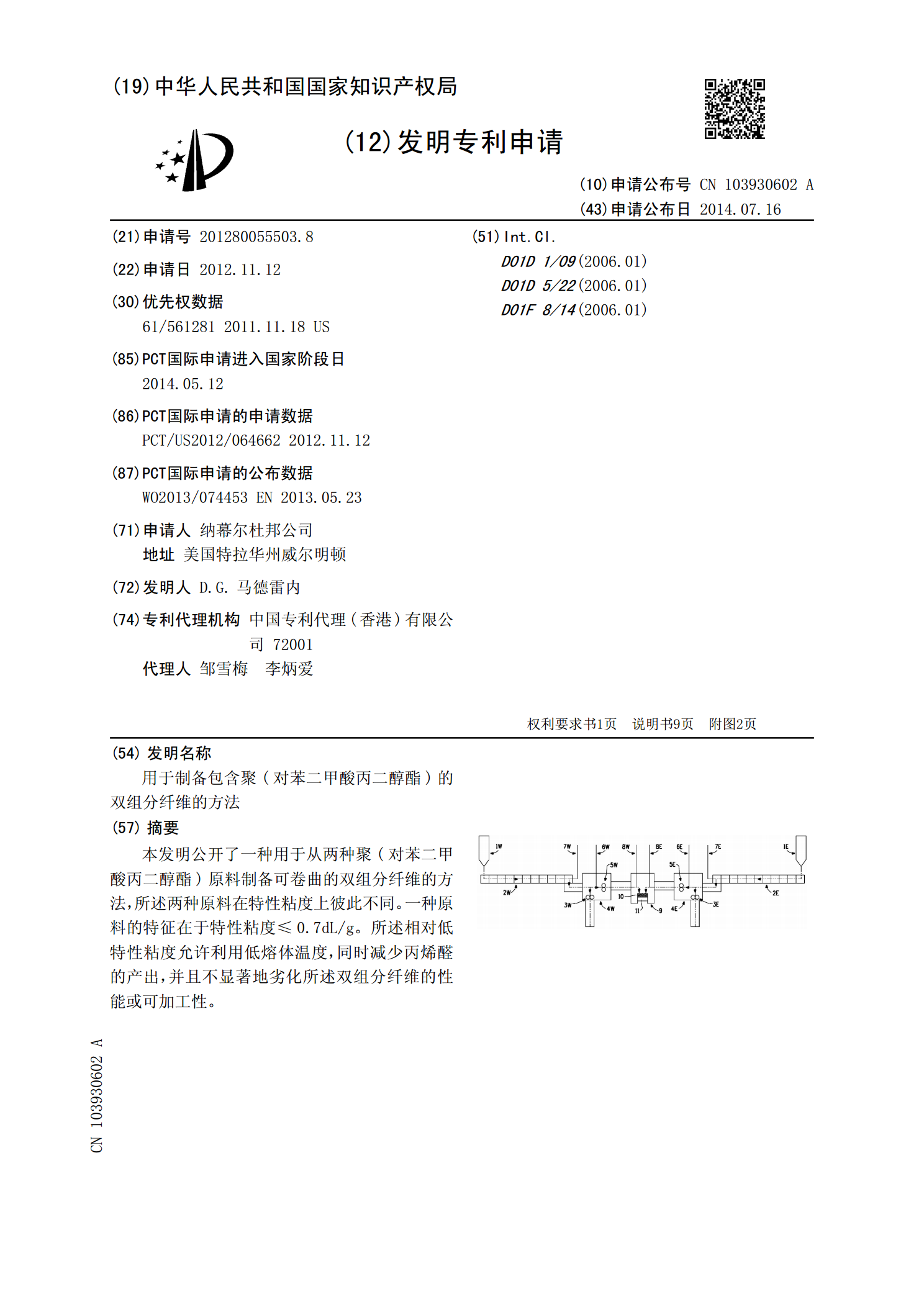
本发明公开了一种用于从两种聚(对苯二甲酸丙二醇酯)原料制备可卷曲的双组分纤维的方法,所述两种原料在特性粘度上彼此不同。一种原料的特征在于特性粘度≤0.7dL/g。所述相对低特性粘度允许利用低熔体温度,同时减少丙烯醛的产出,并且不显著地劣化所述双组分纤维的性能或可加工性。

低聚物减少的聚(对苯二甲酸丙二醇酯)粒料和测定低聚物减少度的方法.pdf
本发明涉及低聚物减少的聚(对苯二甲酸丙二醇酯)聚合物粒料的制备,和测定PTT聚合物中低聚物减少度的方法,所述减少是在聚合物接触热源时发生的。这种减少使得聚合物起霜因聚合物中低聚物的减少而减少。
固相缩聚制备聚对苯二甲酸丙二醇酯的方法.pdf
本发明涉及一种固相缩聚制备聚对苯二甲酸丙二醇酯的方法,主要解决现有技术中聚对苯二甲酸亚丙二醇酯聚合过程中副反应多,产品颜色发黄,反应终止粘度偏低的问题。本发明通过包括以下步骤:a)以对苯二甲酸和1,3-丙二醇为原料,加入有机钛化合物、IIA族金属盐及磷化合物,进行酯化反应,得到预聚物;b)将得到的预聚物在预缩聚反应条件下进行预缩聚;然后在熔融缩聚反应条件下进行熔融缩聚反应得到初产物聚对苯二甲酸丙二醇酯;c)进行固相缩聚反应得到终产物聚对苯二甲酸丙二醇酯的技术方案,较好的解决了该问题,可用作聚对苯二甲酸亚甲