
铝合金车轮螺栓孔倒角的加工方法.pdf

努力****南绿


1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金车轮螺栓孔倒角的加工方法.pdf
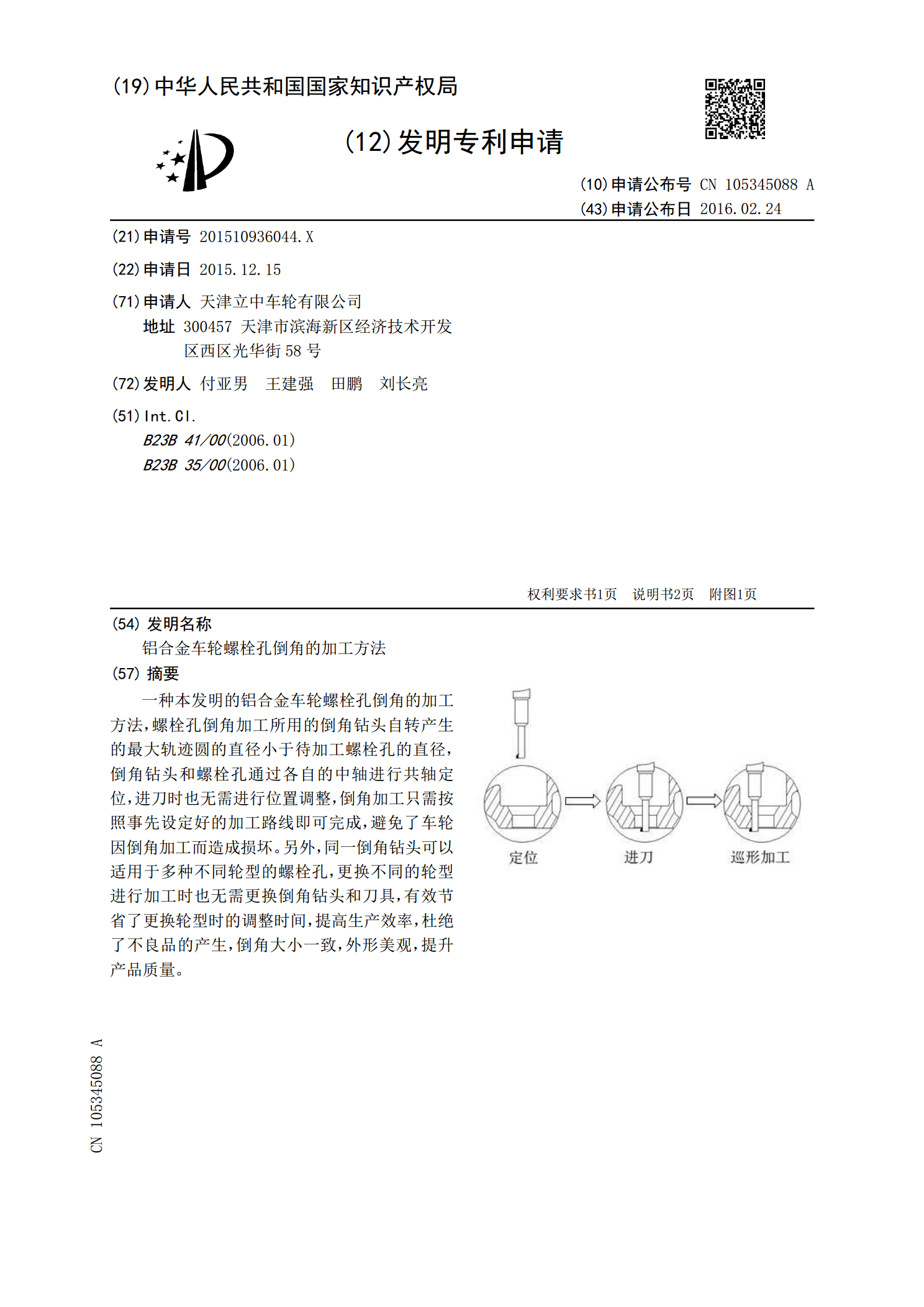
一种本发明的铝合金车轮螺栓孔倒角的加工方法,螺栓孔倒角加工所用的倒角钻头自转产生的最大轨迹圆的直径小于待加工螺栓孔的直径,倒角钻头和螺栓孔通过各自的中轴进行共轴定位,进刀时也无需进行位置调整,倒角加工只需按照事先设定好的加工路线即可完成,避免了车轮因倒角加工而造成损坏。另外,同一倒角钻头可以适用于多种不同轮型的螺栓孔,更换不同的轮型进行加工时也无需更换倒角钻头和刀具,有效节省了更换轮型时的调整时间,提高生产效率,杜绝了不良品的产生,倒角大小一致,外形美观,提升产品质量。
一种车轮螺栓孔倒角装置.pdf
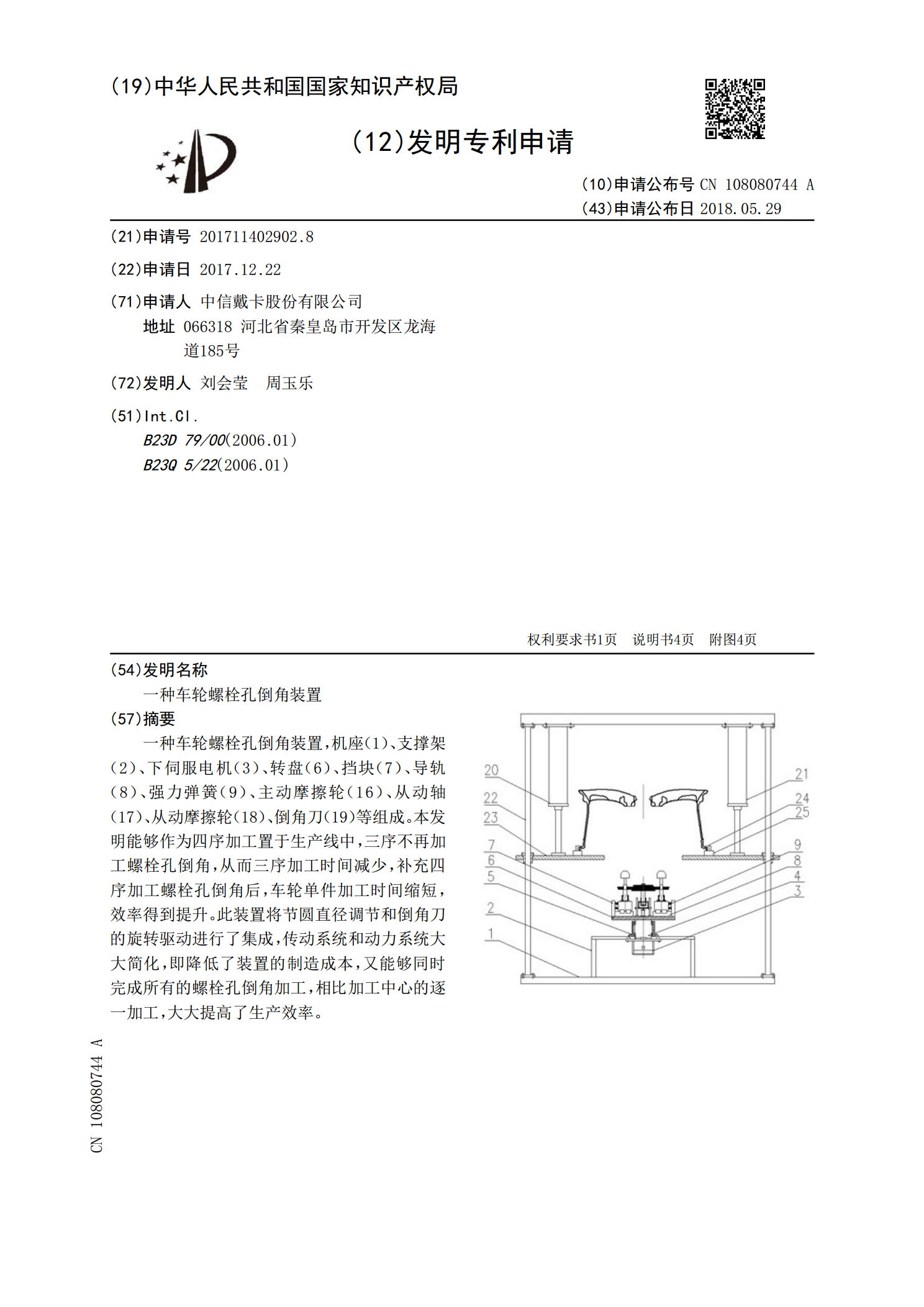
一种车轮螺栓孔倒角装置,机座(1)、支撑架(2)、下伺服电机(3)、转盘(6)、挡块(7)、导轨(8)、强力弹簧(9)、主动摩擦轮(16)、从动轴(17)、从动摩擦轮(18)、倒角刀(19)等组成。本发明能够作为四序加工置于生产线中,三序不再加工螺栓孔倒角,从而三序加工时间减少,补充四序加工螺栓孔倒角后,车轮单件加工时间缩短,效率得到提升。此装置将节圆直径调节和倒角刀的旋转驱动进行了集成,传动系统和动力系统大大简化,即降低了装置的制造成本,又能够同时完成所有的螺栓孔倒角加工,相比加工中心的逐一加工,大大提
汽车轮毂螺栓加工方法及汽车轮毂螺栓.pdf
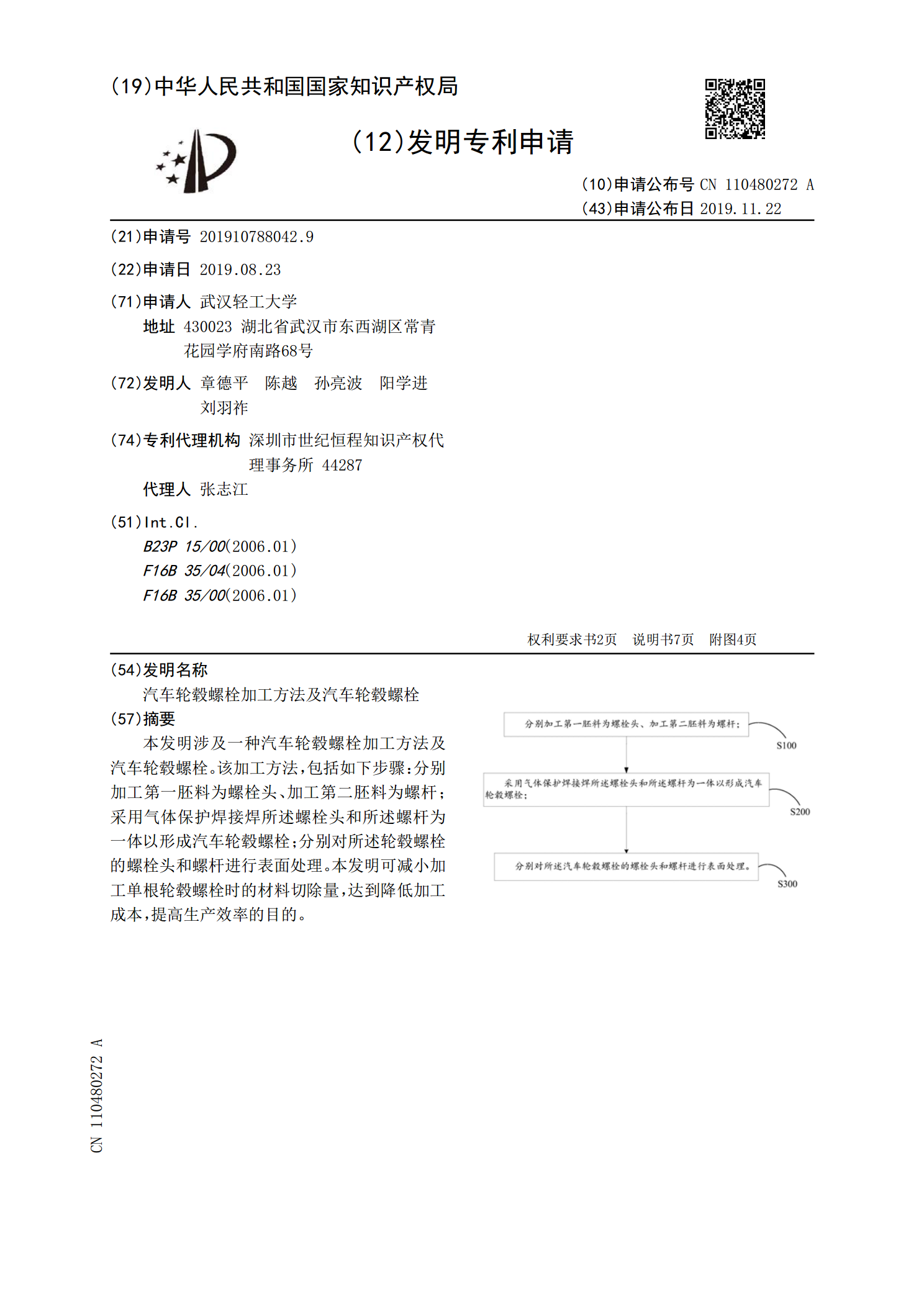
本发明涉及一种汽车轮毂螺栓加工方法及汽车轮毂螺栓。该加工方法,包括如下步骤:分别加工第一胚料为螺栓头、加工第二胚料为螺杆;采用气体保护焊接焊所述螺栓头和所述螺杆为一体以形成汽车轮毂螺栓;分别对所述轮毂螺栓的螺栓头和螺杆进行表面处理。本发明可减小加工单根轮毂螺栓时的材料切除量,达到降低加工成本,提高生产效率的目的。
一种车轮总成轮辐螺栓孔加工用夹具、车床及加工方法.pdf
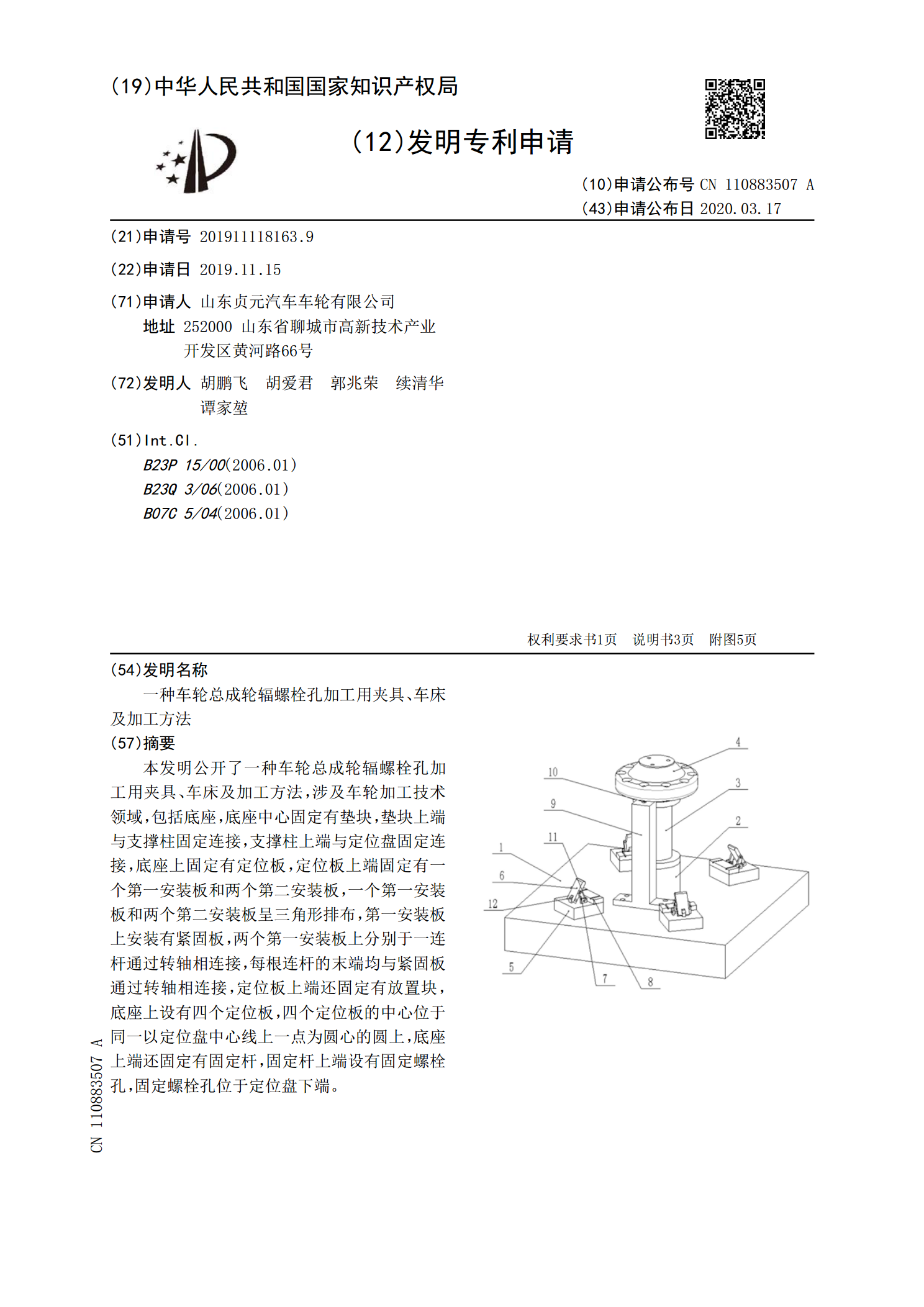
本发明公开了一种车轮总成轮辐螺栓孔加工用夹具、车床及加工方法,涉及车轮加工技术领域,包括底座,底座中心固定有垫块,垫块上端与支撑柱固定连接,支撑柱上端与定位盘固定连接,底座上固定有定位板,定位板上端固定有一个第一安装板和两个第二安装板,一个第一安装板和两个第二安装板呈三角形排布,第一安装板上安装有紧固板,两个第一安装板上分别于一连杆通过转轴相连接,每根连杆的末端均与紧固板通过转轴相连接,定位板上端还固定有放置块,底座上设有四个定位板,四个定位板的中心位于同一以定位盘中心线上一点为圆心的圆上,底座上端还固定

铝板倒角孔加工方法及装置.pdf
本发明涉及一种倒角孔加工方法及装置,其加工特点是:首先通过冲压组件将待加工产品的外形冲出,将需加工的孔冲出。然后,通过预切组件将待加工产品表面需倒角的区域进行保护膜预切口。最后,通过钻孔组件对待加工产品需倒角的区域进行倒角加工,同时去除保护膜。同时提供一铝板倒角孔加工装置,包括有加工平台,该加工平台上方对应位置处分布有冲压组件与钻孔组件;所述冲压组件的工作区域内设置有预切组件。由此,可以彻底切除倒角孔周边的保护膜,螺丝打入时,不会出现残留保护膜容易进入倒角孔内的状况,确保机构连接紧密。并且采用本发明后,切