
铝板倒角孔加工方法及装置.pdf

猫巷****晓容


1/6

2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝板倒角孔加工方法及装置.pdf
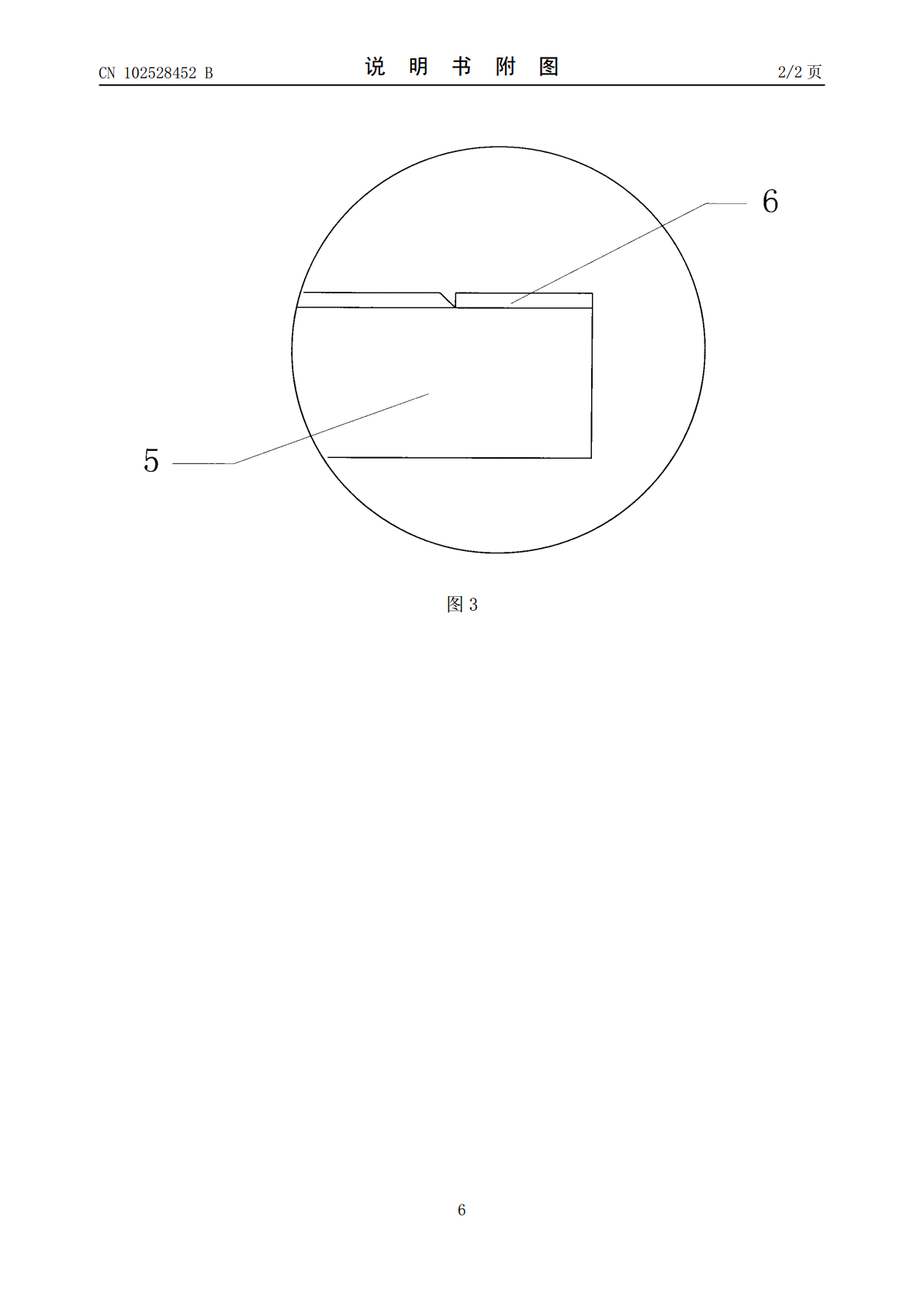
本发明涉及一种倒角孔加工方法及装置,其加工特点是:首先通过冲压组件将待加工产品的外形冲出,将需加工的孔冲出。然后,通过预切组件将待加工产品表面需倒角的区域进行保护膜预切口。最后,通过钻孔组件对待加工产品需倒角的区域进行倒角加工,同时去除保护膜。同时提供一铝板倒角孔加工装置,包括有加工平台,该加工平台上方对应位置处分布有冲压组件与钻孔组件;所述冲压组件的工作区域内设置有预切组件。由此,可以彻底切除倒角孔周边的保护膜,螺丝打入时,不会出现残留保护膜容易进入倒角孔内的状况,确保机构连接紧密。并且采用本发明后,切
锥齿轮的内孔端口倒角装置及倒角方法.pdf
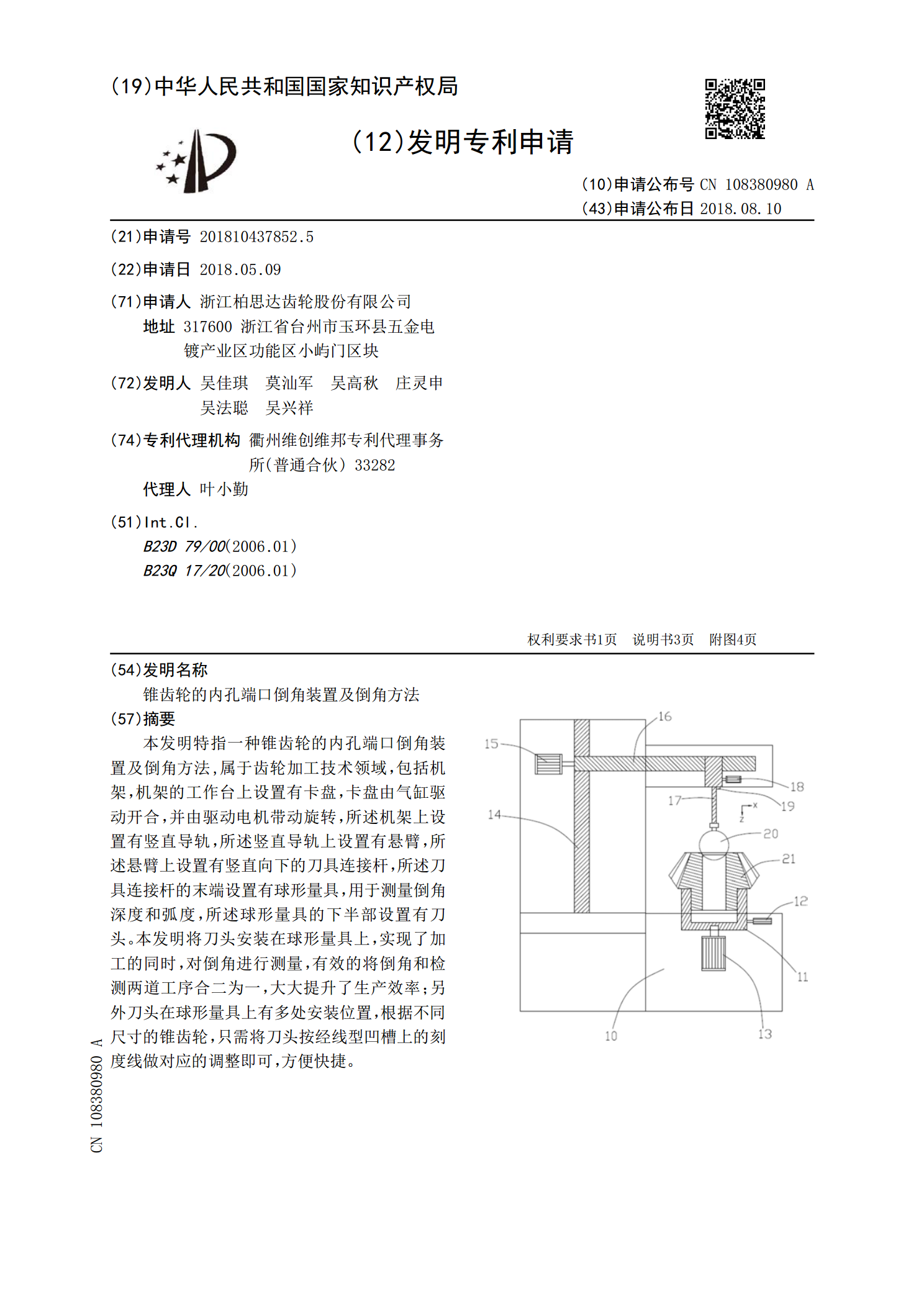
本发明特指一种锥齿轮的内孔端口倒角装置及倒角方法,属于齿轮加工技术领域,包括机架,机架的工作台上设置有卡盘,卡盘由气缸驱动开合,并由驱动电机带动旋转,所述机架上设置有竖直导轨,所述竖直导轨上设置有悬臂,所述悬臂上设置有竖直向下的刀具连接杆,所述刀具连接杆的末端设置有球形量具,用于测量倒角深度和弧度,所述球形量具的下半部设置有刀头。本发明将刀头安装在球形量具上,实现了加工的同时,对倒角进行测量,有效的将倒角和检测两道工序合二为一,大大提升了生产效率;另外刀头在球形量具上有多处安装位置,根据不同尺寸的锥齿轮,

倒角加工方法及相应装置.pdf
本发明提供了一种倒角加工方法及用于实现该方法的倒角加工装置。该方法用于在待加工工件上加工倒角,并且包括:根据待加工工件的三维模型确定刀具的刀轴矢量和位置的第一组值,所述第一组值使得刀具的外轮廓面与倒角的第一轮廓线相切并且与倒角的第二轮廓线相离;以所述第一组值作为初始值来更新刀具的刀轴矢量和位置中的至少一个,直至刀具的外轮廓面与倒角的第一和第二轮廓线都相切;以及根据更新的结果确定刀具的最终刀轴矢量和最终位置以用于控制刀具加工倒角。本发明还提供了一种计算机存储介质。
硬质脆性板的倒角加工方法以及倒角加工装置.pdf
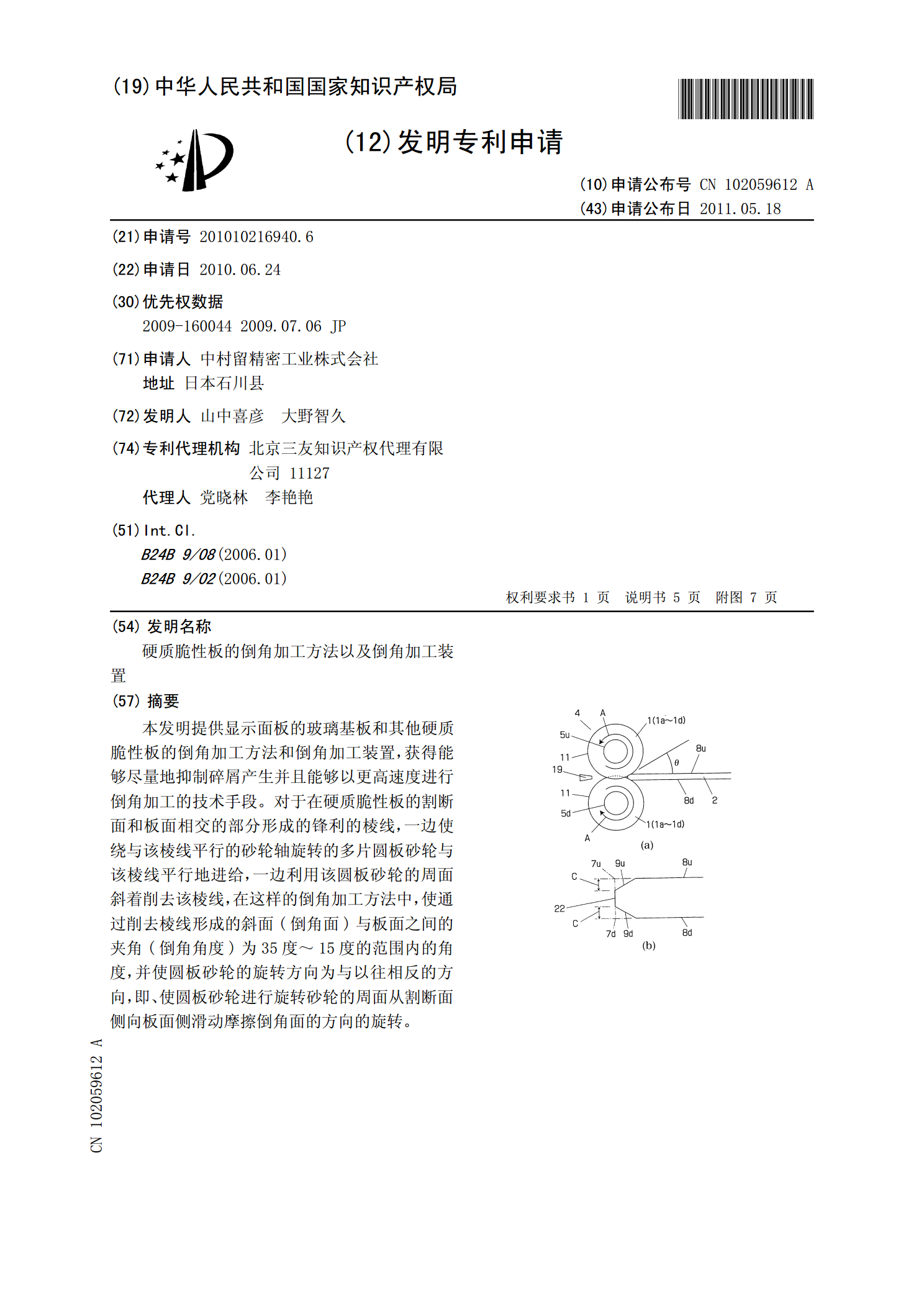
本发明提供显示面板的玻璃基板和其他硬质脆性板的倒角加工方法和倒角加工装置,获得能够尽量地抑制碎屑产生并且能够以更高速度进行倒角加工的技术手段。对于在硬质脆性板的割断面和板面相交的部分形成的锋利的棱线,一边使绕与该棱线平行的砂轮轴旋转的多片圆板砂轮与该棱线平行地进给,一边利用该圆板砂轮的周面斜着削去该棱线,在这样的倒角加工方法中,使通过削去棱线形成的斜面(倒角面)与板面之间的夹角(倒角角度)为35度~15度的范围内的角度,并使圆板砂轮的旋转方向为与以往相反的方向,即、使圆板砂轮进行旋转砂轮的周面从割断面侧向
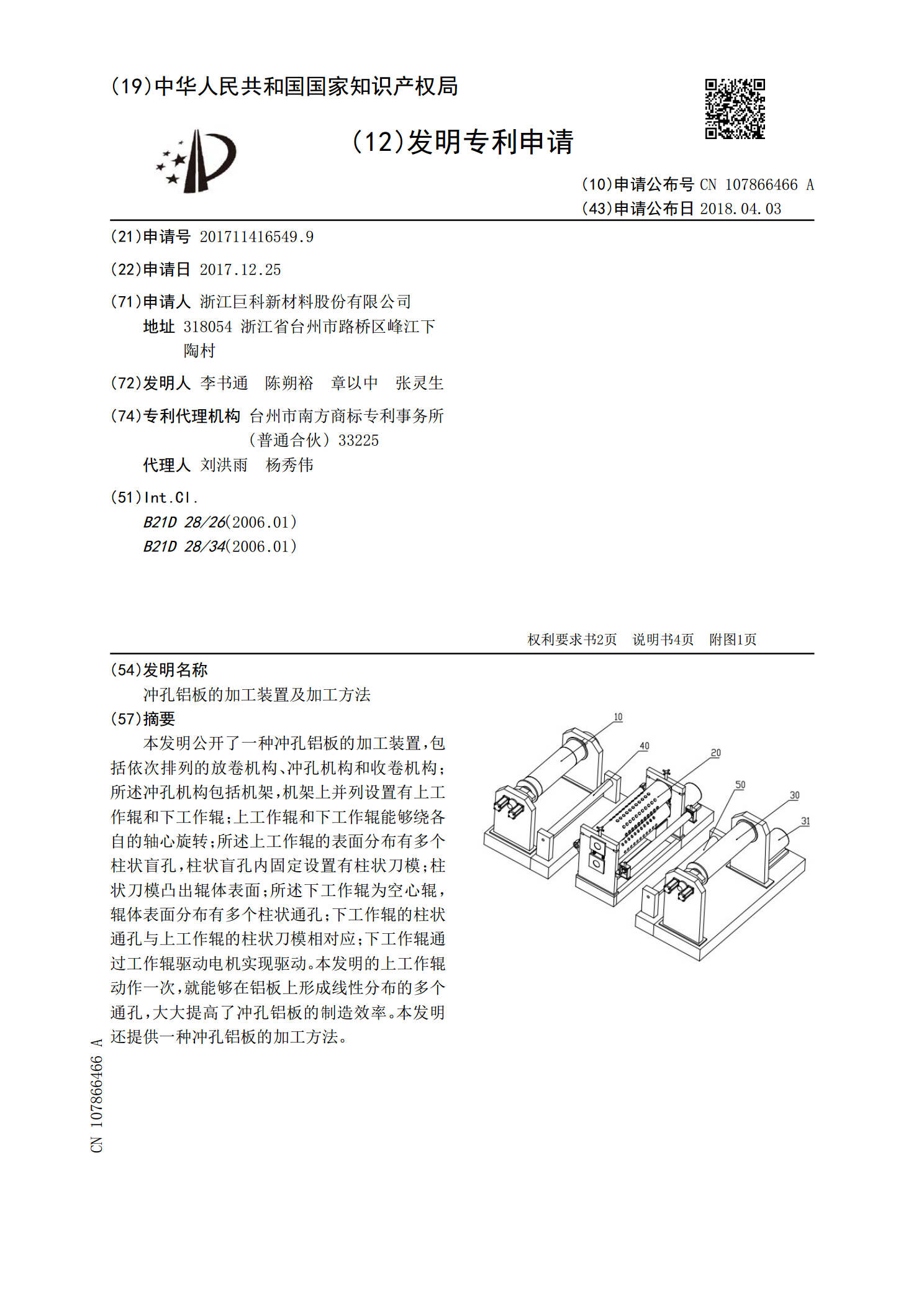
冲孔铝板的加工装置及加工方法.pdf
本发明公开了一种冲孔铝板的加工装置,包括依次排列的放卷机构、冲孔机构和收卷机构;所述冲孔机构包括机架,机架上并列设置有上工作辊和下工作辊;上工作辊和下工作辊能够绕各自的轴心旋转;所述上工作辊的表面分布有多个柱状盲孔,柱状盲孔内固定设置有柱状刀模;柱状刀模凸出辊体表面;所述下工作辊为空心辊,辊体表面分布有多个柱状通孔;下工作辊的柱状通孔与上工作辊的柱状刀模相对应;下工作辊通过工作辊驱动电机实现驱动。本发明的上工作辊动作一次,就能够在铝板上形成线性分布的多个通孔,大大提高了冲孔铝板的制造效率。本发明还提供一种