
一种车轮螺栓孔倒角装置.pdf

星星****眨眼


1/10

2/10

3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种车轮螺栓孔倒角装置.pdf
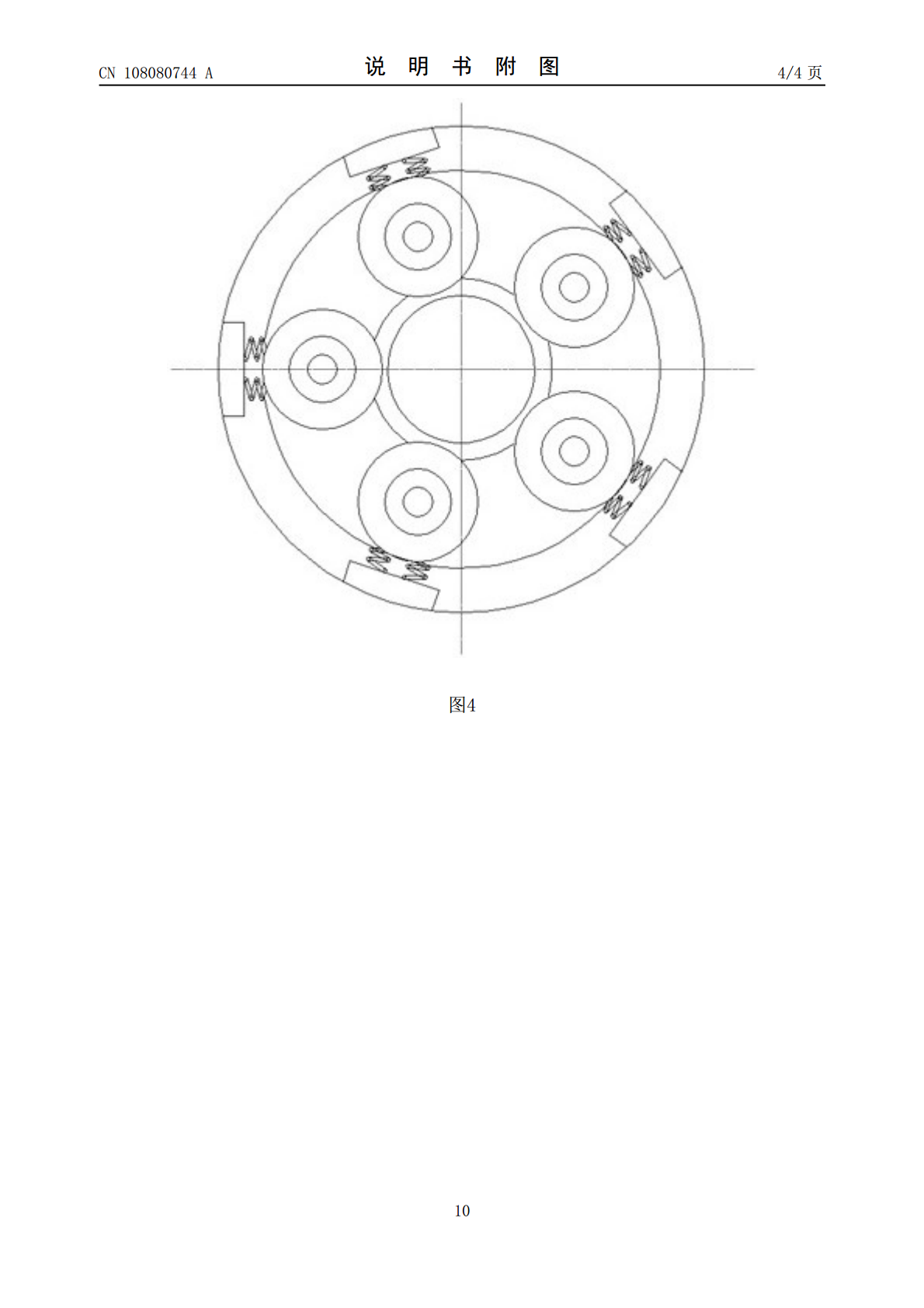
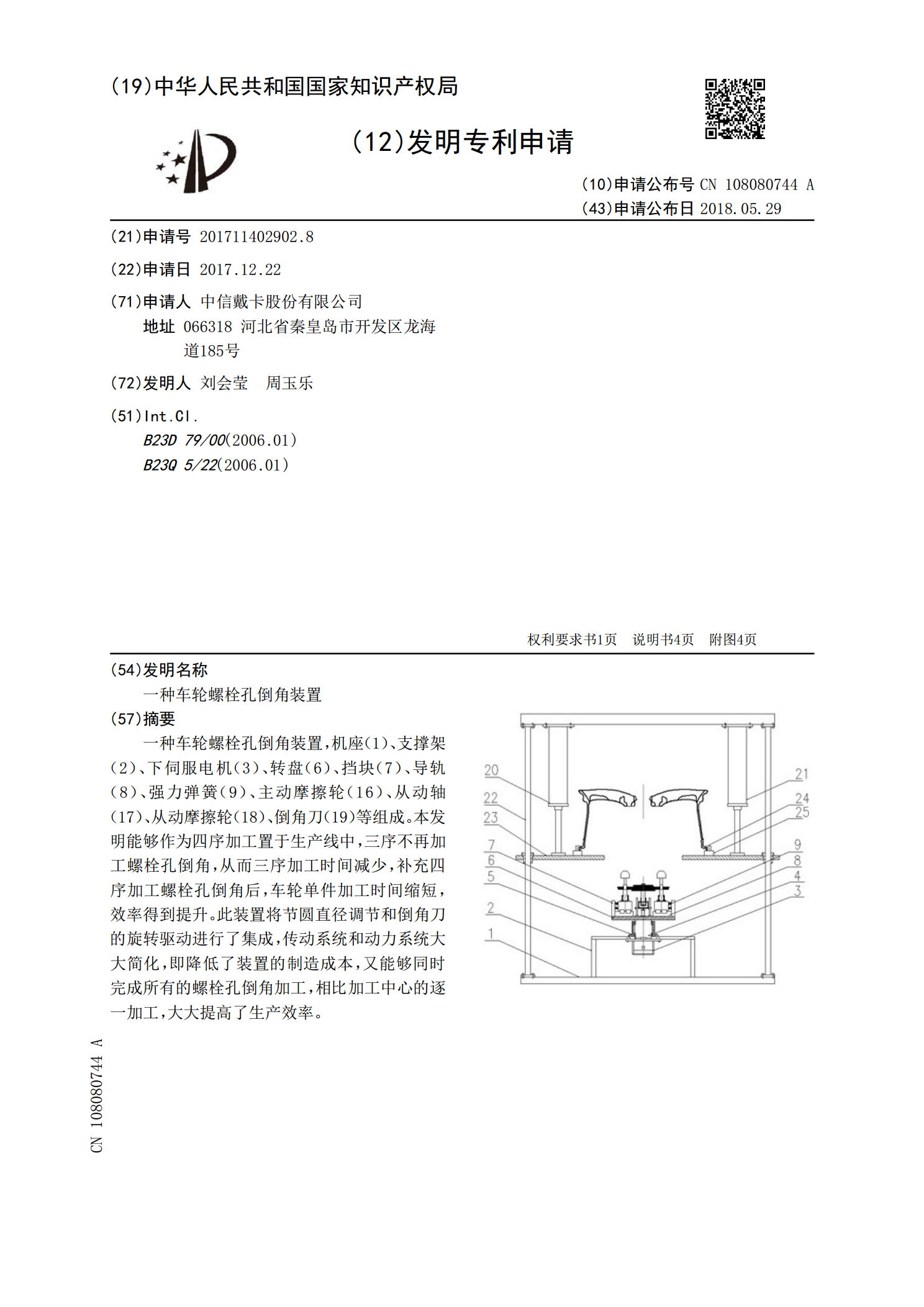
一种车轮螺栓孔倒角装置,机座(1)、支撑架(2)、下伺服电机(3)、转盘(6)、挡块(7)、导轨(8)、强力弹簧(9)、主动摩擦轮(16)、从动轴(17)、从动摩擦轮(18)、倒角刀(19)等组成。本发明能够作为四序加工置于生产线中,三序不再加工螺栓孔倒角,从而三序加工时间减少,补充四序加工螺栓孔倒角后,车轮单件加工时间缩短,效率得到提升。此装置将节圆直径调节和倒角刀的旋转驱动进行了集成,传动系统和动力系统大大简化,即降低了装置的制造成本,又能够同时完成所有的螺栓孔倒角加工,相比加工中心的逐一加工,大大提
铝合金车轮螺栓孔倒角的加工方法.pdf
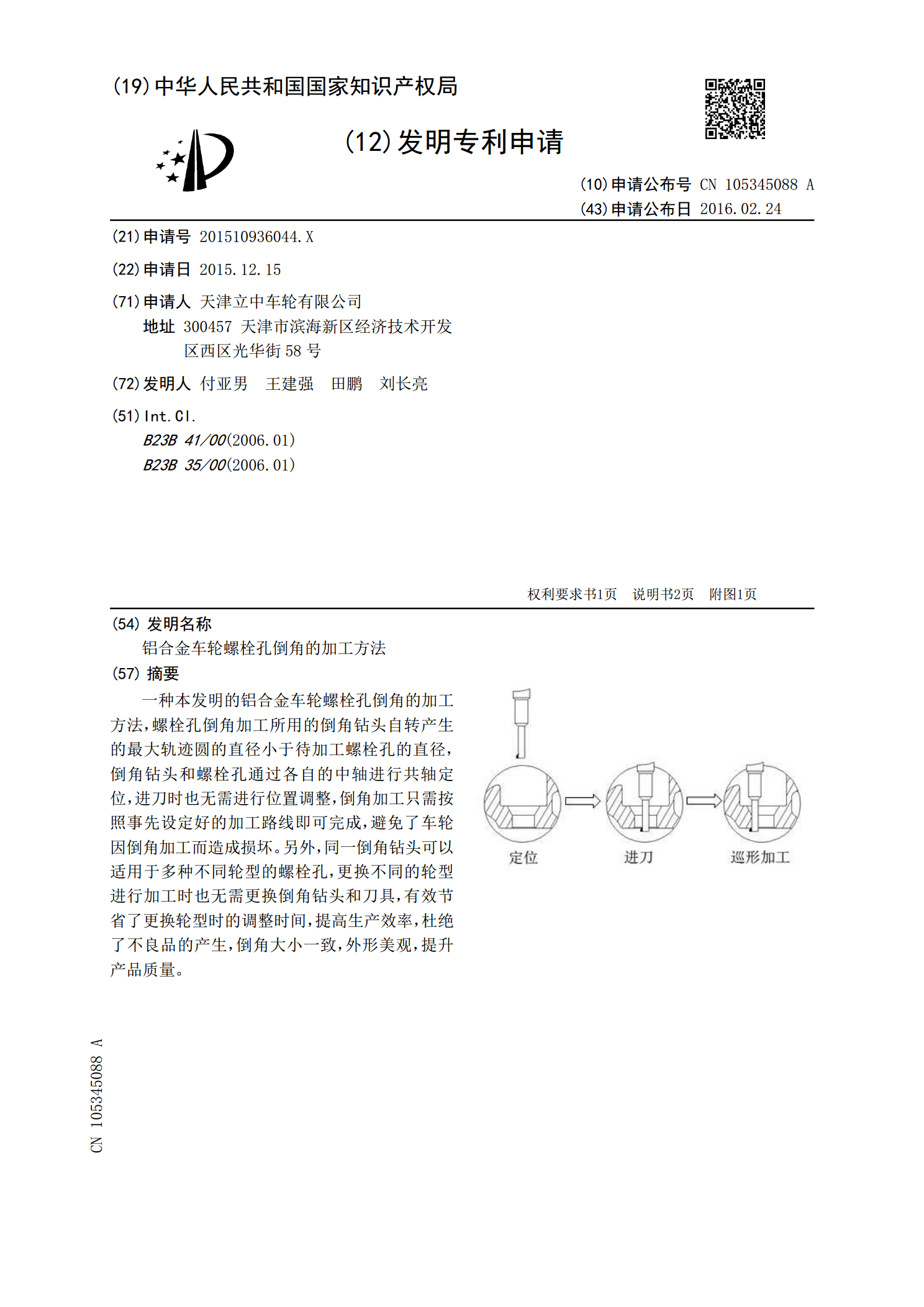
一种本发明的铝合金车轮螺栓孔倒角的加工方法,螺栓孔倒角加工所用的倒角钻头自转产生的最大轨迹圆的直径小于待加工螺栓孔的直径,倒角钻头和螺栓孔通过各自的中轴进行共轴定位,进刀时也无需进行位置调整,倒角加工只需按照事先设定好的加工路线即可完成,避免了车轮因倒角加工而造成损坏。另外,同一倒角钻头可以适用于多种不同轮型的螺栓孔,更换不同的轮型进行加工时也无需更换倒角钻头和刀具,有效节省了更换轮型时的调整时间,提高生产效率,杜绝了不良品的产生,倒角大小一致,外形美观,提升产品质量。
一种车轮螺栓孔防护堵放置装置.pdf
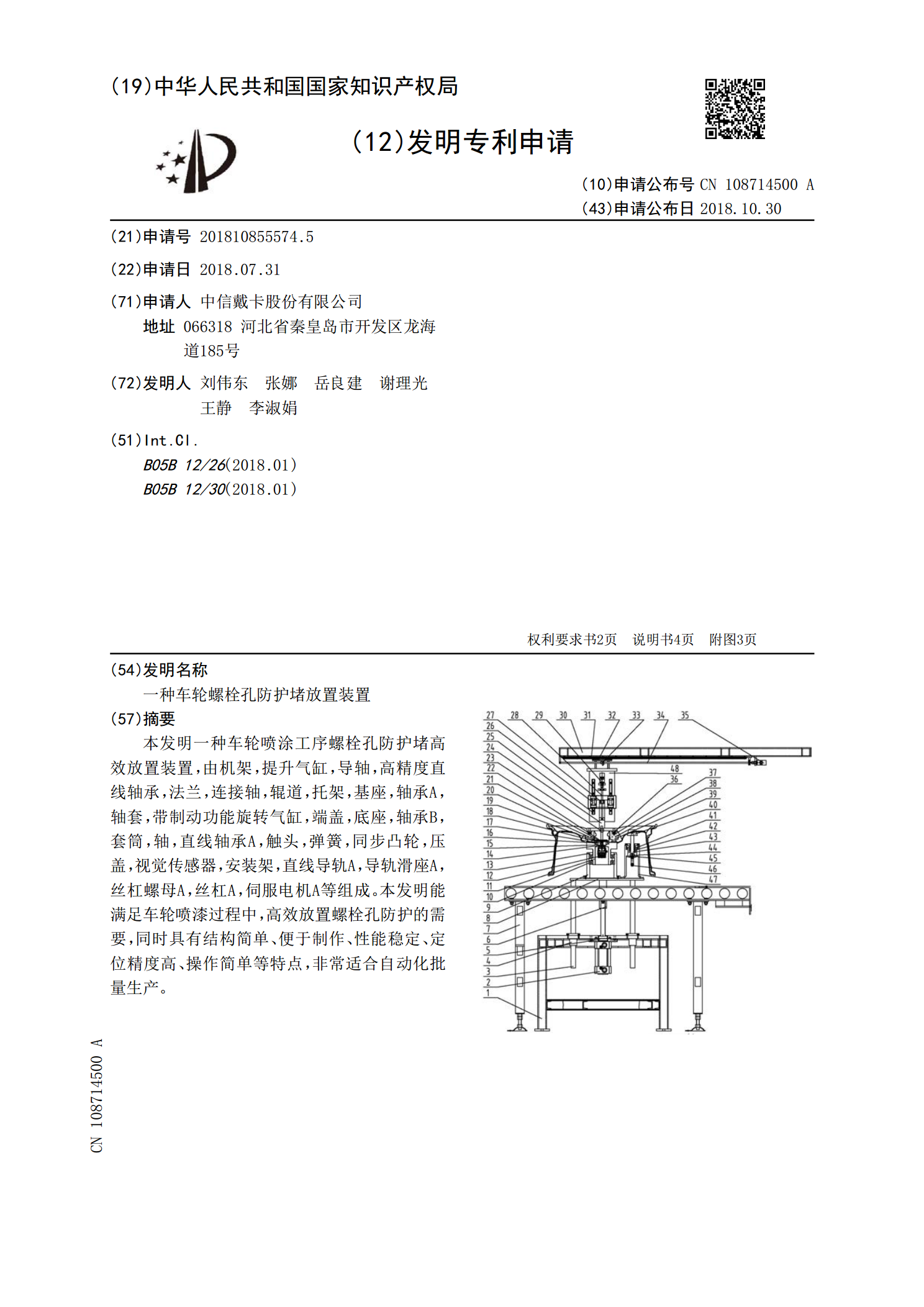
本发明一种车轮喷涂工序螺栓孔防护堵高效放置装置,由机架,提升气缸,导轴,高精度直线轴承,法兰,连接轴,辊道,托架,基座,轴承A,轴套,带制动功能旋转气缸,端盖,底座,轴承B,套筒,轴,直线轴承A,触头,弹簧,同步凸轮,压盖,视觉传感器,安装架,直线导轨A,导轨滑座A,丝杠螺母A,丝杠A,伺服电机A等组成。本发明能满足车轮喷漆过程中,高效放置螺栓孔防护的需要,同时具有结构简单、便于制作、性能稳定、定位精度高、操作简单等特点,非常适合自动化批量生产。
一种用于去除车轮螺栓孔毛刺的装置.pdf
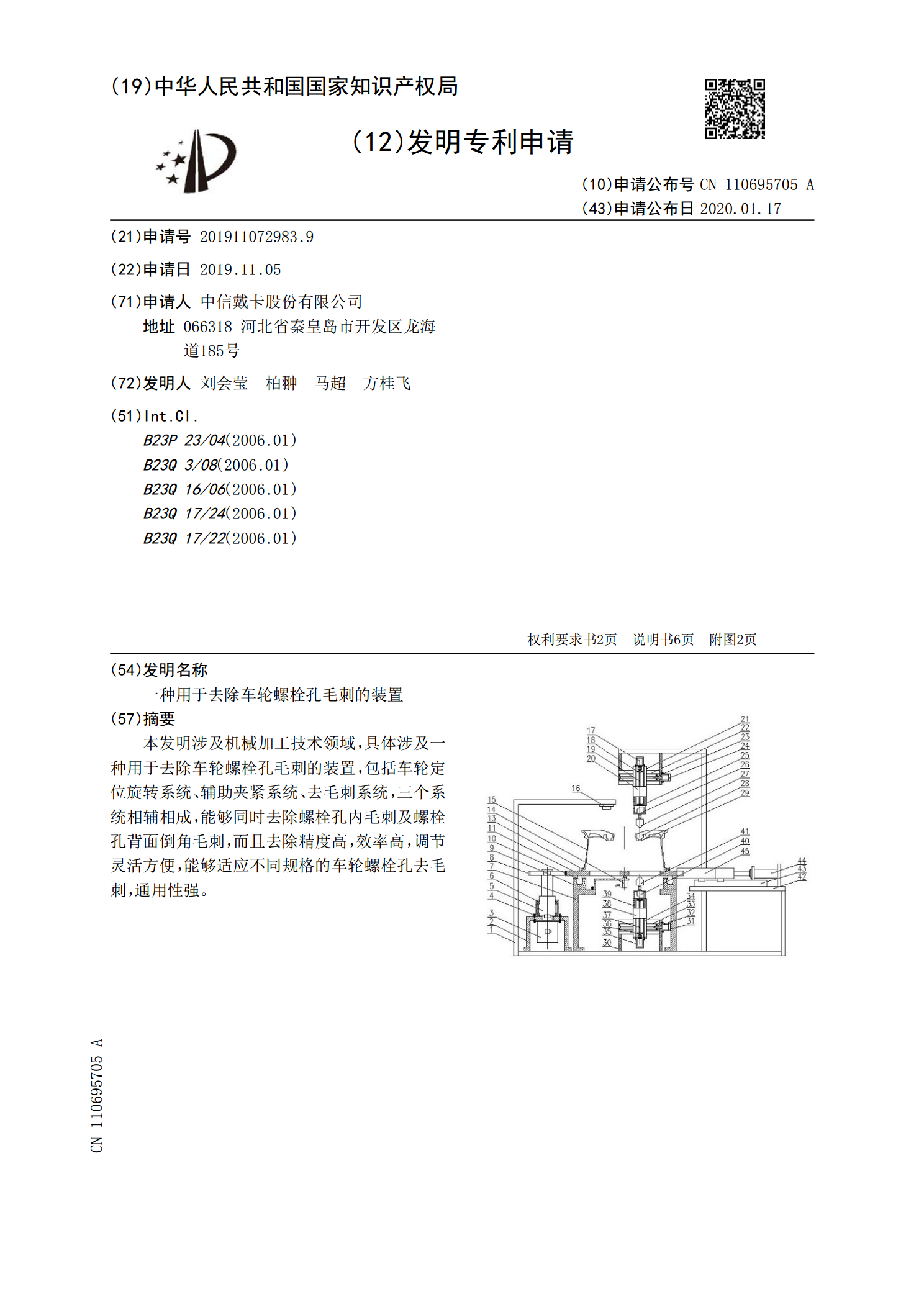
本发明涉及机械加工技术领域,具体涉及一种用于去除车轮螺栓孔毛刺的装置,包括车轮定位旋转系统、辅助夹紧系统、去毛刺系统,三个系统相辅相成,能够同时去除螺栓孔内毛刺及螺栓孔背面倒角毛刺,而且去除精度高,效率高,调节灵活方便,能够适应不同规格的车轮螺栓孔去毛刺,通用性强。
一种自动清理汽车轮毂螺栓孔并自动安装螺栓装置.pdf
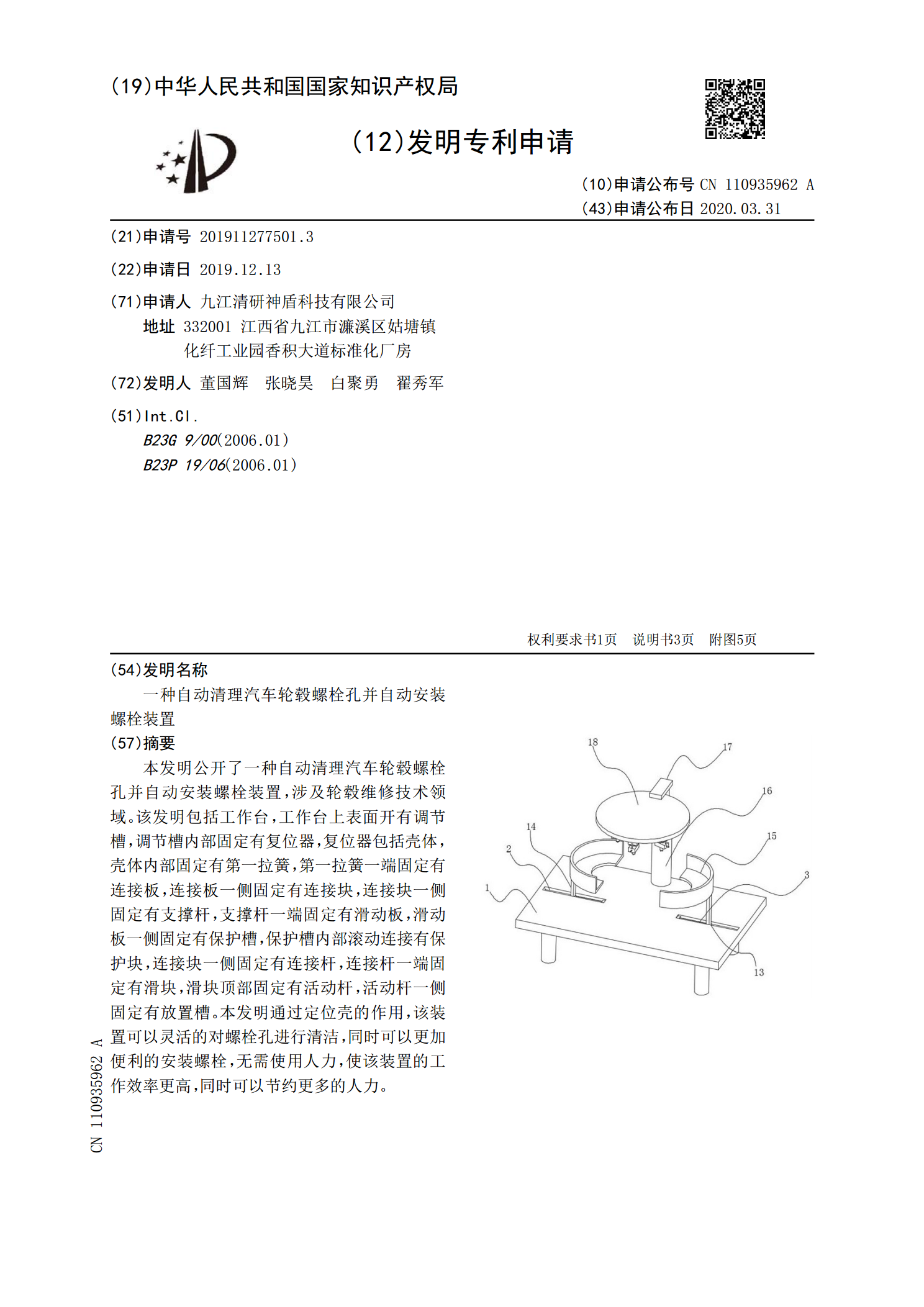
本发明公开了一种自动清理汽车轮毂螺栓孔并自动安装螺栓装置,涉及轮毂维修技术领域。该发明包括工作台,工作台上表面开有调节槽,调节槽内部固定有复位器,复位器包括壳体,壳体内部固定有第一拉簧,第一拉簧一端固定有连接板,连接板一侧固定有连接块,连接块一侧固定有支撑杆,支撑杆一端固定有滑动板,滑动板一侧固定有保护槽,保护槽内部滚动连接有保护块,连接块一侧固定有连接杆,连接杆一端固定有滑块,滑块顶部固定有活动杆,活动杆一侧固定有放置槽。本发明通过定位壳的作用,该装置可以灵活的对螺栓孔进行清洁,同时可以更加便利的安装螺