
一种制备不锈钢与碳钢复合板的异温轧制方法.pdf

书生****35

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种制备不锈钢与碳钢复合板的异温轧制方法.pdf
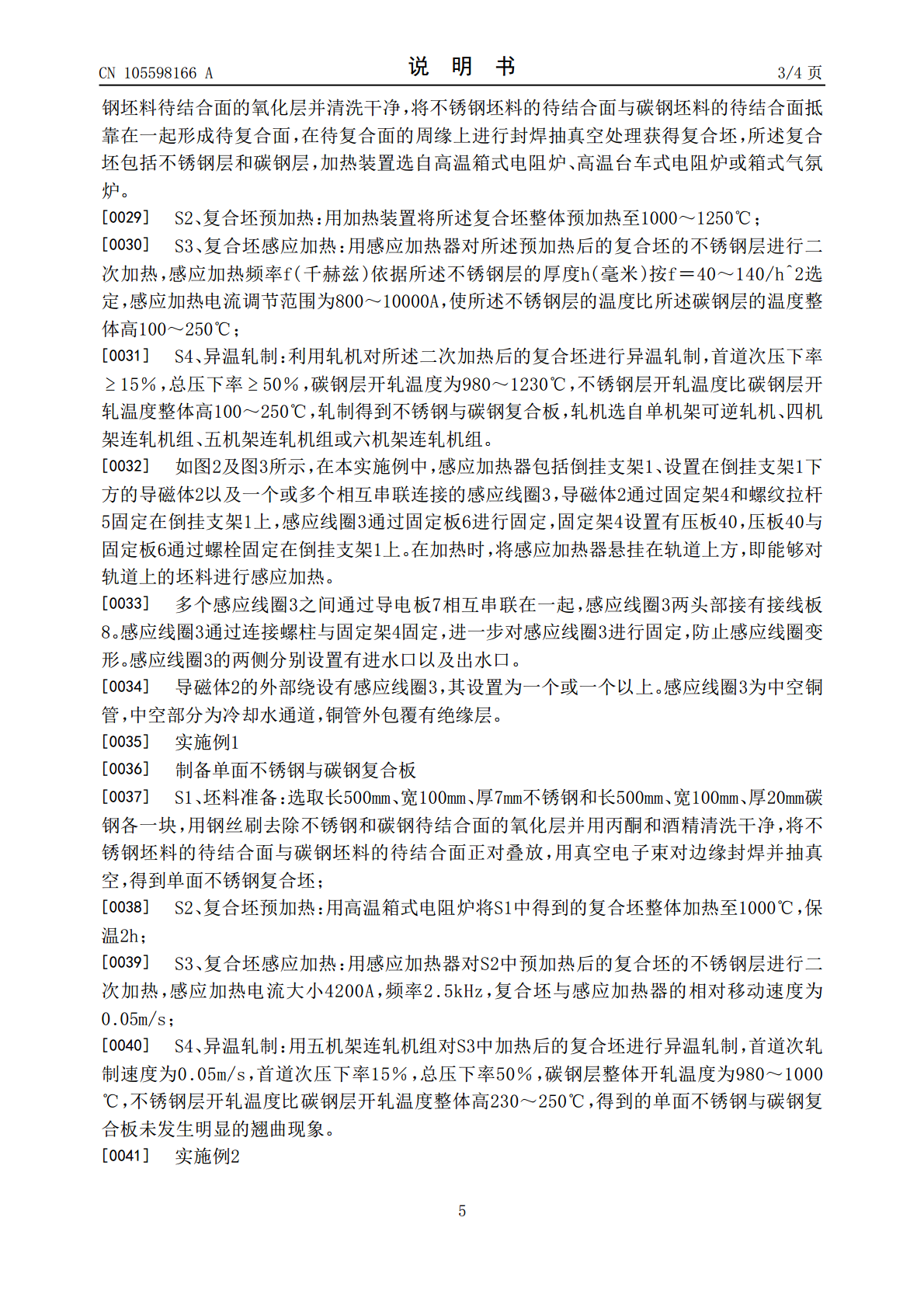
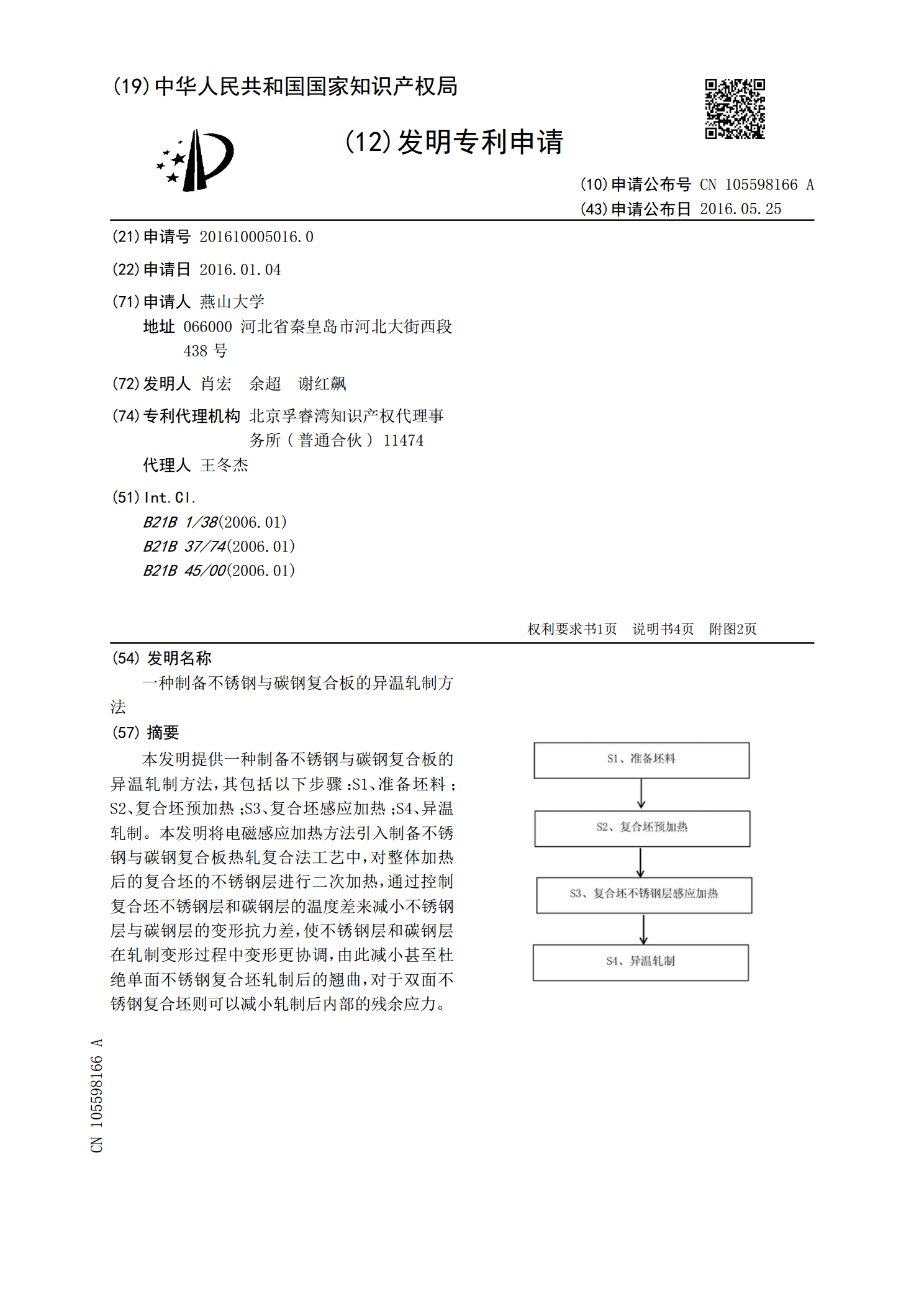
本发明提供一种制备不锈钢与碳钢复合板的异温轧制方法,其包括以下步骤:S1、准备坯料;S2、复合坯预加热;S3、复合坯感应加热;S4、异温轧制。本发明将电磁感应加热方法引入制备不锈钢与碳钢复合板热轧复合法工艺中,对整体加热后的复合坯的不锈钢层进行二次加热,通过控制复合坯不锈钢层和碳钢层的温度差来减小不锈钢层与碳钢层的变形抗力差,使不锈钢层和碳钢层在轧制变形过程中变形更协调,由此减小甚至杜绝单面不锈钢复合坯轧制后的翘曲,对于双面不锈钢复合坯则可以减小轧制后内部的残余应力。
一种温轧不锈钢/碳钢复合板的制备方法.pdf
本发明涉及复合板材生产技术领域,具体涉及一种温轧不锈钢/碳钢复合板的制备方法。本发明对所选用的不锈钢板材坯料和碳钢板材坯料进行表面处理,然后在不锈钢与碳钢复合接触一侧涂覆上防渗层,室温干燥,再将两块坯料进行对置,对称组坯,将组合后的复合坯料四周焊接密封并进行抽真空处理,再将复合坯料放在加热炉中进行多道次轧制,轧制后空冷,进行切面平整处理。本发明通过在不锈钢板材坯料涂覆防渗层和特定加热温度区间以及保温时间,对不锈钢进行保护,避免在轧制过程中因元素扩散而造成复合板材性能降低。该防渗层在高温下有效避免轧制时Cr
一种温轧制备钛/钢复合板的方法.pdf
本发明提供一种温轧制备钛/钢复合板的方法,属于金属层状复合材料制备技术领域,首先对钛板和钢板退火处理使其达到最软态,其次用砂轮或金刚石磨轮机械打磨钛板和钢板的待复合表面,再将钛板和钢板层叠组坯后四周用金属箔包覆,接着将组坯置于加热炉中在100‑400℃保温10‑40min,然后单道次温轧使钛/钢界面复合,最后将钛/钢复合板置于加热炉中在500‑800℃保温20‑60min扩散热处理,使界面实现冶金结合。该方法通过退火处理、表面处理和温轧的工艺配合降低了轧机的负荷,而且界面不需要真空处理,具有设备要求低,工
一种不锈钢/碳钢切屑芯复合板的制备方法.pdf
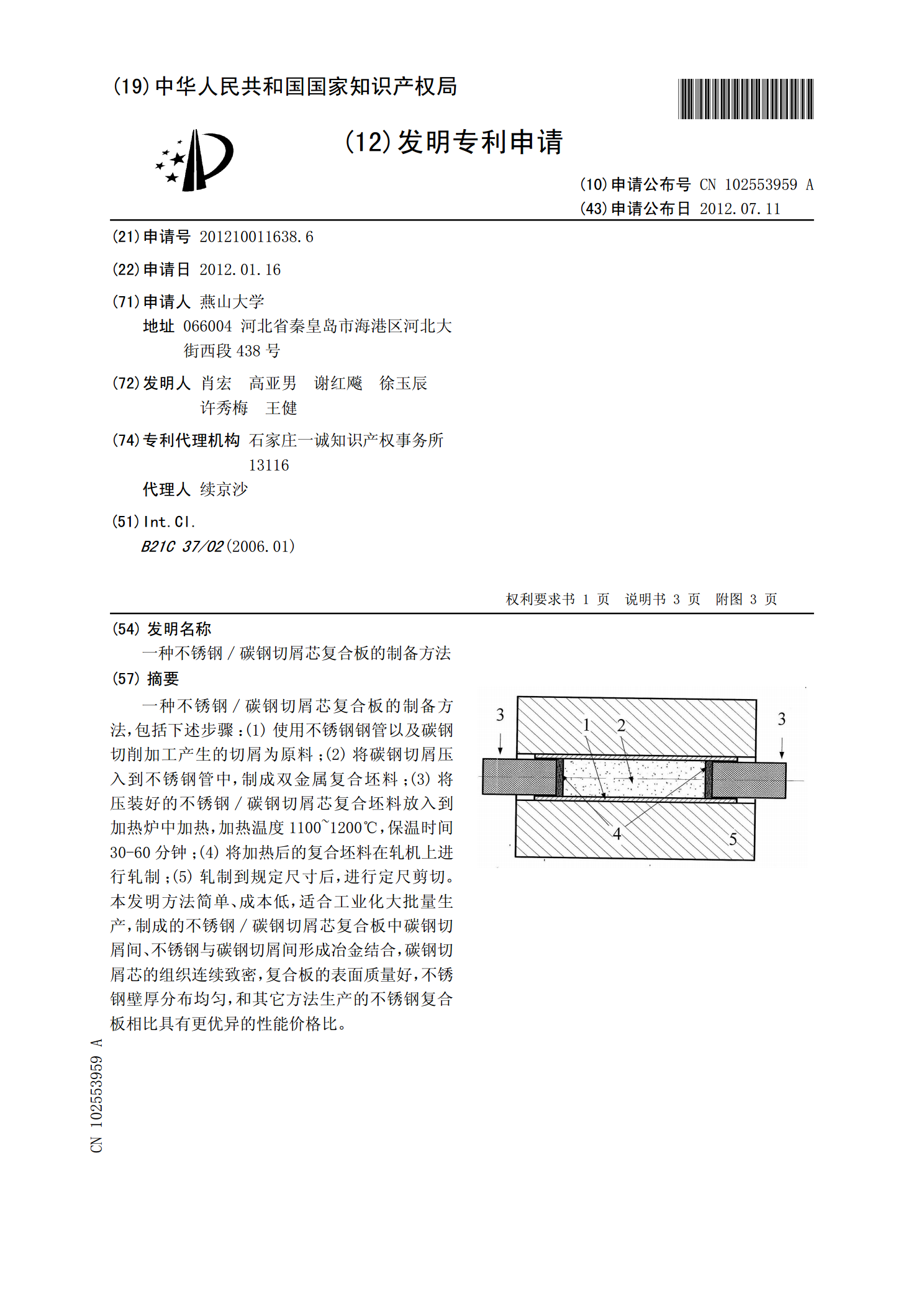
一种不锈钢/碳钢切屑芯复合板的制备方法,包括下述步骤:(1)使用不锈钢钢管以及碳钢切削加工产生的切屑为原料;(2)将碳钢切屑压入到不锈钢管中,制成双金属复合坯料;(3)将压装好的不锈钢/碳钢切屑芯复合坯料放入到加热炉中加热,加热温度1100~1200℃,保温时间30-60分钟;(4)将加热后的复合坯料在轧机上进行轧制;(5)轧制到规定尺寸后,进行定尺剪切。本发明方法简单、成本低,适合工业化大批量生产,制成的不锈钢/碳钢切屑芯复合板中碳钢切屑间、不锈钢与碳钢切屑间形成冶金结合,碳钢切屑芯的组织连续致密,复合
一种不锈钢复合板的轧制方法.pdf
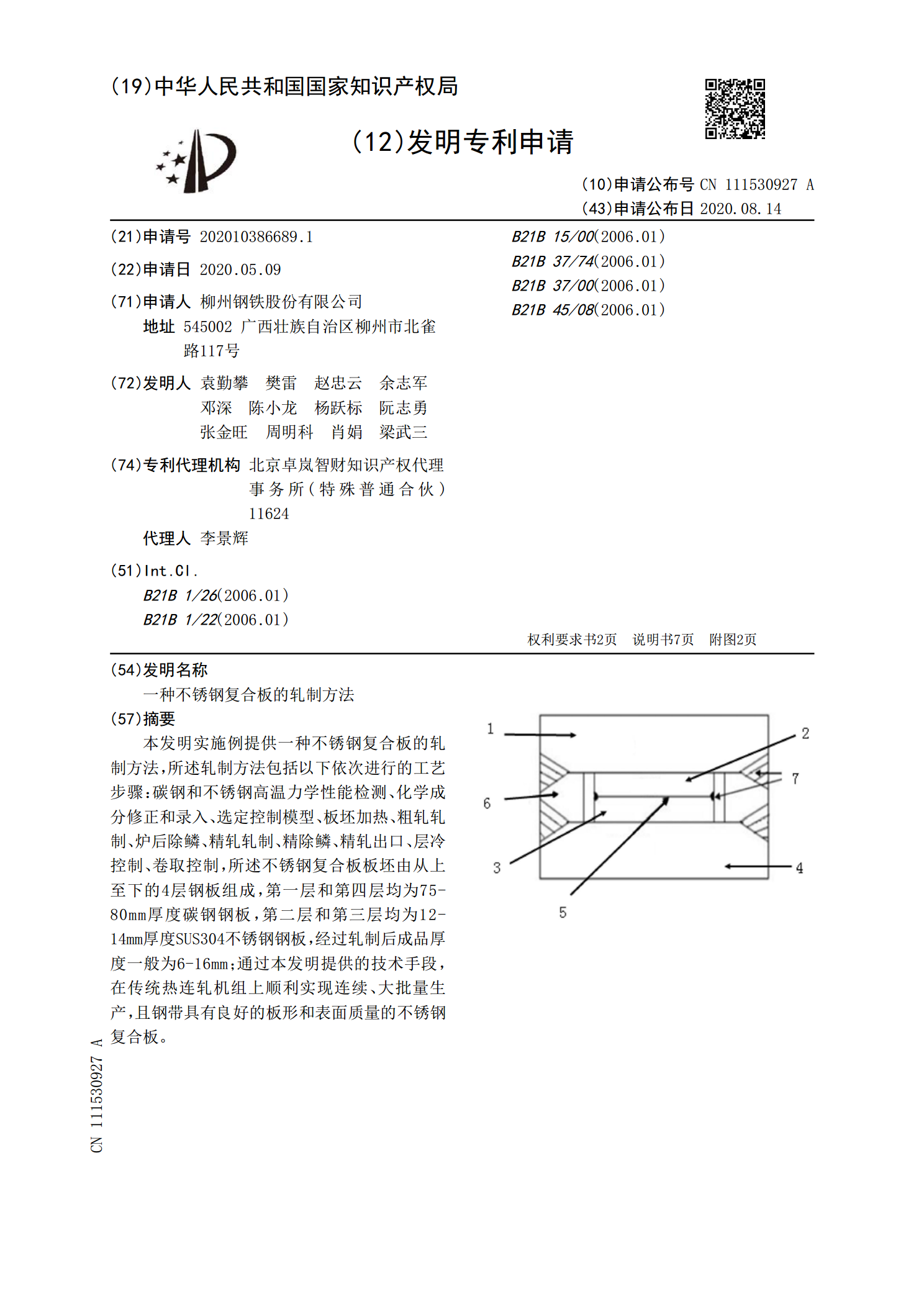
本发明实施例提供一种不锈钢复合板的轧制方法,所述轧制方法包括以下依次进行的工艺步骤:碳钢和不锈钢高温力学性能检测、化学成分修正和录入、选定控制模型、板坯加热、粗轧轧制、炉后除鳞、精轧轧制、精除鳞、精轧出口、层冷控制、卷取控制,所述不锈钢复合板板坯由从上至下的4层钢板组成,第一层和第四层均为75‑80mm厚度碳钢钢板,第二层和第三层均为12‑14mm厚度SUS304不锈钢钢板,经过轧制后成品厚度一般为6‑16mm;通过本发明提供的技术手段,在传统热连轧机组上顺利实现连续、大批量生产,且钢带具有良好的板形和表