
一种不锈钢复合板的轧制方法.pdf

羽沫****魔王


1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种不锈钢复合板的轧制方法.pdf
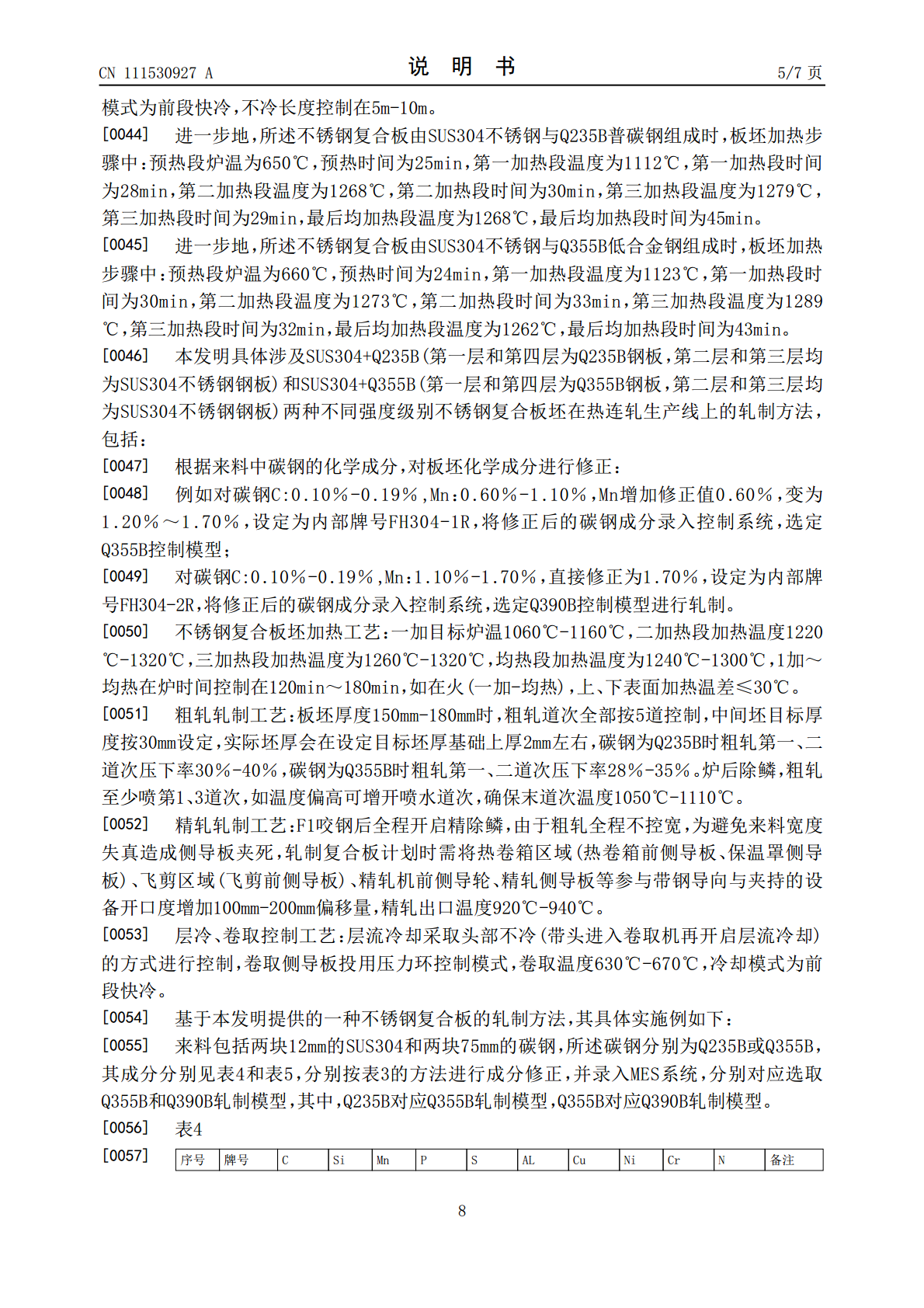
本发明实施例提供一种不锈钢复合板的轧制方法,所述轧制方法包括以下依次进行的工艺步骤:碳钢和不锈钢高温力学性能检测、化学成分修正和录入、选定控制模型、板坯加热、粗轧轧制、炉后除鳞、精轧轧制、精除鳞、精轧出口、层冷控制、卷取控制,所述不锈钢复合板板坯由从上至下的4层钢板组成,第一层和第四层均为75‑80mm厚度碳钢钢板,第二层和第三层均为12‑14mm厚度SUS304不锈钢钢板,经过轧制后成品厚度一般为6‑16mm;通过本发明提供的技术手段,在传统热连轧机组上顺利实现连续、大批量生产,且钢带具有良好的板形和表
一种制备不锈钢与碳钢复合板的异温轧制方法.pdf
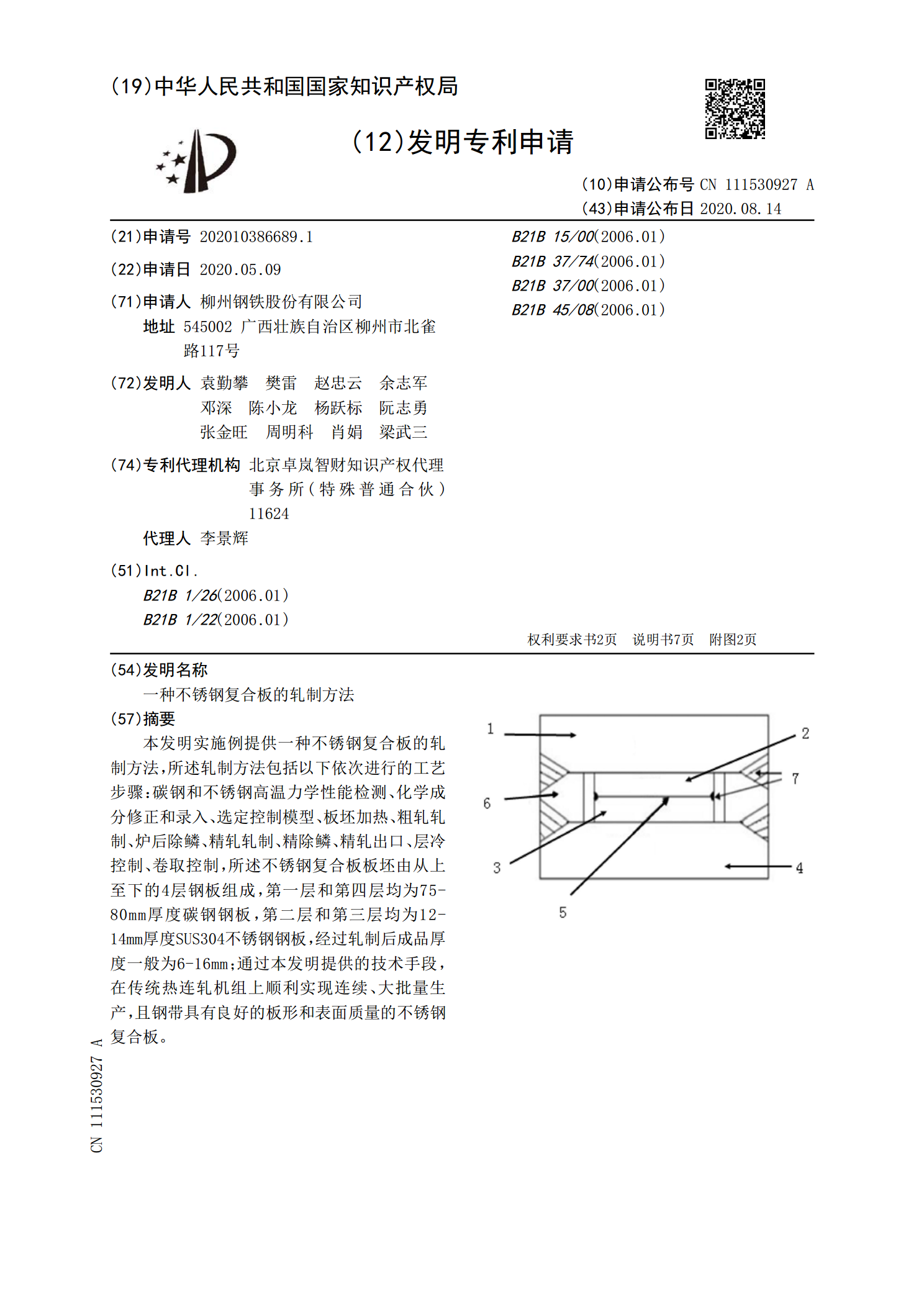
本发明提供一种制备不锈钢与碳钢复合板的异温轧制方法,其包括以下步骤:S1、准备坯料;S2、复合坯预加热;S3、复合坯感应加热;S4、异温轧制。本发明将电磁感应加热方法引入制备不锈钢与碳钢复合板热轧复合法工艺中,对整体加热后的复合坯的不锈钢层进行二次加热,通过控制复合坯不锈钢层和碳钢层的温度差来减小不锈钢层与碳钢层的变形抗力差,使不锈钢层和碳钢层在轧制变形过程中变形更协调,由此减小甚至杜绝单面不锈钢复合坯轧制后的翘曲,对于双面不锈钢复合坯则可以减小轧制后内部的残余应力。
一种高抗弯不锈钢/桥梁钢复合板的轧制装置及方法.pdf
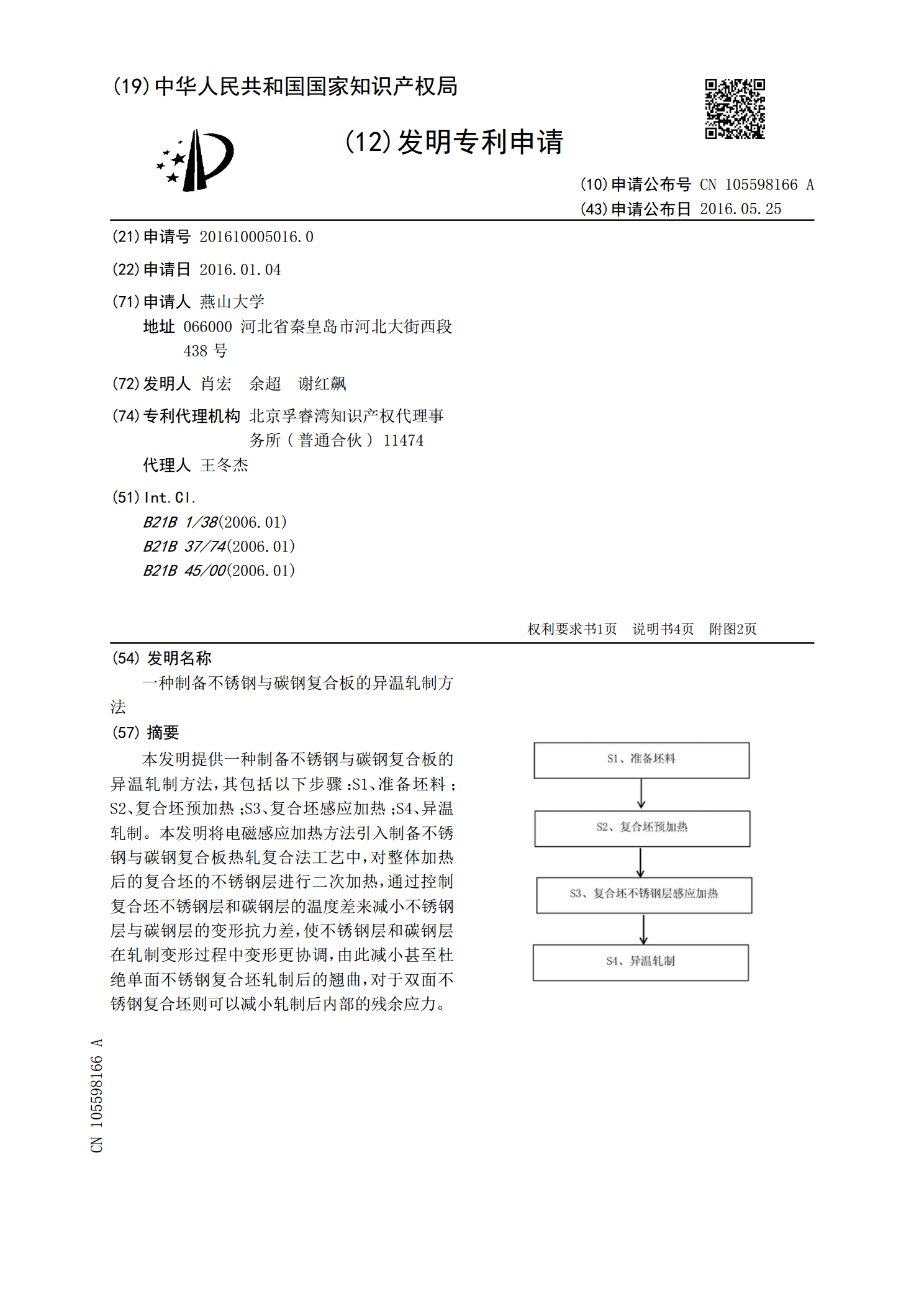
本发明公开了一种高抗弯不锈钢/桥梁钢复合板的轧制装置及方法,属于复合板成型技术领域。针对平面不锈钢/桥梁钢抗弯性能较低的问题。本发明通过采用纵波轧制不锈钢/桥梁钢复合板,得到一侧为纵波面,一侧为平面的不锈钢/桥梁钢复合板材,通过纵波轧制也可以协调异种金属因变形抗力不同引起金属塑性变形的差异,使轧制出的板材更平直。结合界面为波纹界面,加速结合界面硬化层和氧化层破裂,其结合强度得到了较大的提升。相比较于普通的平轧的平面不锈钢/桥梁钢复合板,抗弯、抗冲击、抗震、耐疲劳等性能大幅提升,在实际使用过程中能满足复杂环

一种复合板轧制方法.pdf
本发明涉及一种复合板轧制方法,包括复合坯加热和轧制工艺。所述复合坯加热步骤为:复合坯在加热炉内加热,加热保温时间≥1.3min/mm;所述轧制工艺为:复合坯进行轧制,在轧制前或道次间,复合坯以0.5m/s~5m/s的速度进入即时冷却装置进行冷却,复合坯在每一道次间都冷却或若干道次间进行冷却,冷却时采用单次冷却或往复冷却1次或多次的模式,冷却过程中仅对复合坯上表或下表进行单面冷却,然后再轧制成成品;轧制时,道次压下量<25mm,道次压下率<12%;直至轧制到成品厚度。本复合板的轧制方法,可有效改善复合坯轧制

铜复不锈钢复合板带加工轧制设备及轧制工艺.pdf
本发明公开了一种铜复不锈钢复合板带加工轧制设备及轧制工艺,该及轧制设备包括底板,所述底板的顶部固定连接有龙门架,所述龙门架内壁的两侧之间转动连接有第一轧制辊,且所述龙门架的顶部固定连接有螺母,所述螺母的内部螺纹连接有螺纹杆。本发明通过复合板带移动使得条状清洁刷被动对复合板带进行刷动,且吸风机通过吸风管将负压箱内部的气体排出,负压箱内部形成负压,进而通过吸尘孔将条状清洁刷从复合板带表面刷下的杂质颗粒吸入负压箱内部,实现对复合板带轧制加工前的清洁处理,避免复合板带在轧制时表面附着有杂质颗粒,能够避免轧制后的复