
一种温轧制备钛/钢复合板的方法.pdf

一只****iu


1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种温轧制备钛/钢复合板的方法.pdf
本发明提供一种温轧制备钛/钢复合板的方法,属于金属层状复合材料制备技术领域,首先对钛板和钢板退火处理使其达到最软态,其次用砂轮或金刚石磨轮机械打磨钛板和钢板的待复合表面,再将钛板和钢板层叠组坯后四周用金属箔包覆,接着将组坯置于加热炉中在100‑400℃保温10‑40min,然后单道次温轧使钛/钢界面复合,最后将钛/钢复合板置于加热炉中在500‑800℃保温20‑60min扩散热处理,使界面实现冶金结合。该方法通过退火处理、表面处理和温轧的工艺配合降低了轧机的负荷,而且界面不需要真空处理,具有设备要求低,工
一种温轧不锈钢/碳钢复合板的制备方法.pdf
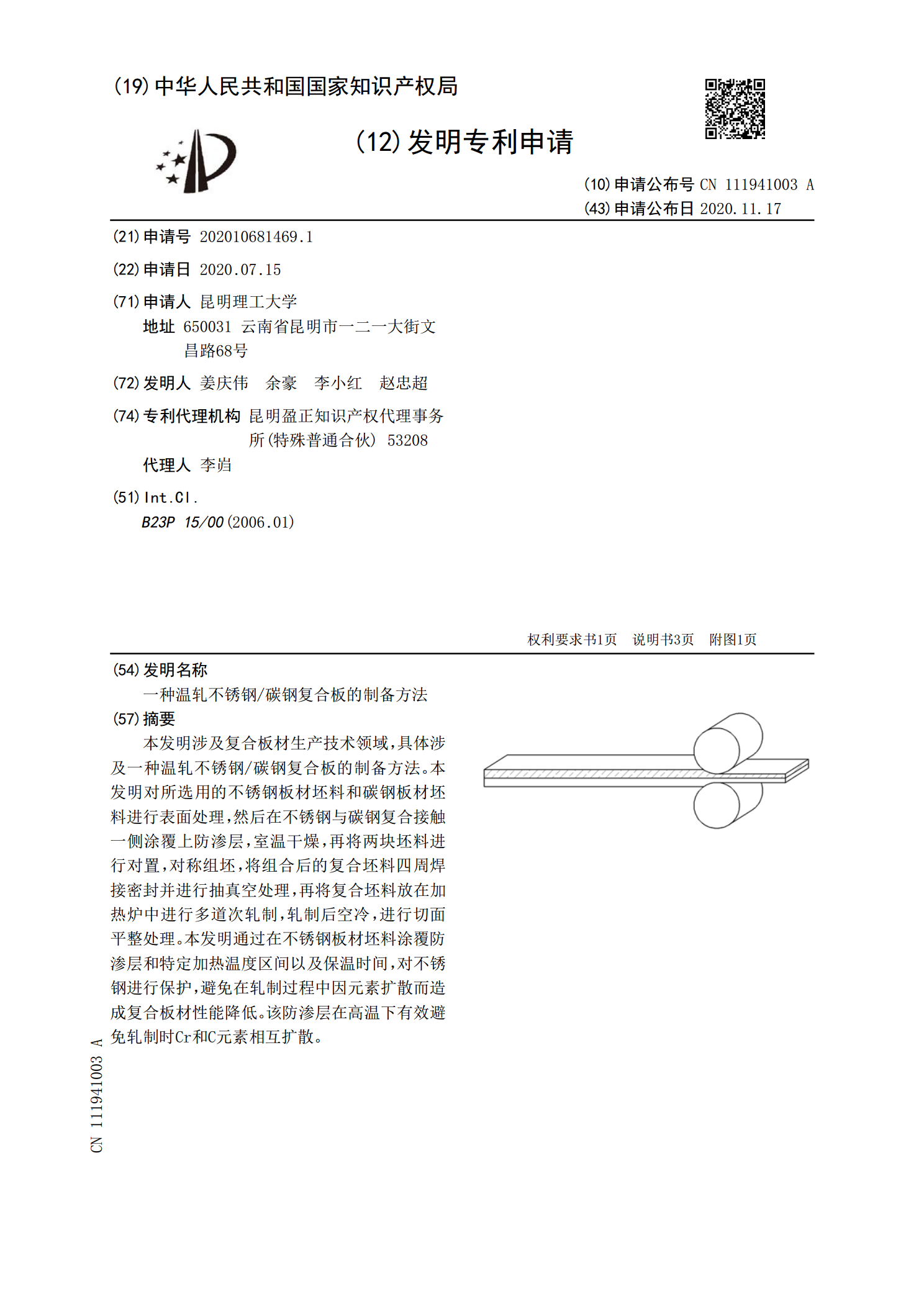
本发明涉及复合板材生产技术领域,具体涉及一种温轧不锈钢/碳钢复合板的制备方法。本发明对所选用的不锈钢板材坯料和碳钢板材坯料进行表面处理,然后在不锈钢与碳钢复合接触一侧涂覆上防渗层,室温干燥,再将两块坯料进行对置,对称组坯,将组合后的复合坯料四周焊接密封并进行抽真空处理,再将复合坯料放在加热炉中进行多道次轧制,轧制后空冷,进行切面平整处理。本发明通过在不锈钢板材坯料涂覆防渗层和特定加热温度区间以及保温时间,对不锈钢进行保护,避免在轧制过程中因元素扩散而造成复合板材性能降低。该防渗层在高温下有效避免轧制时Cr
一种钛-钢-钛双面复合板的制备方法.pdf
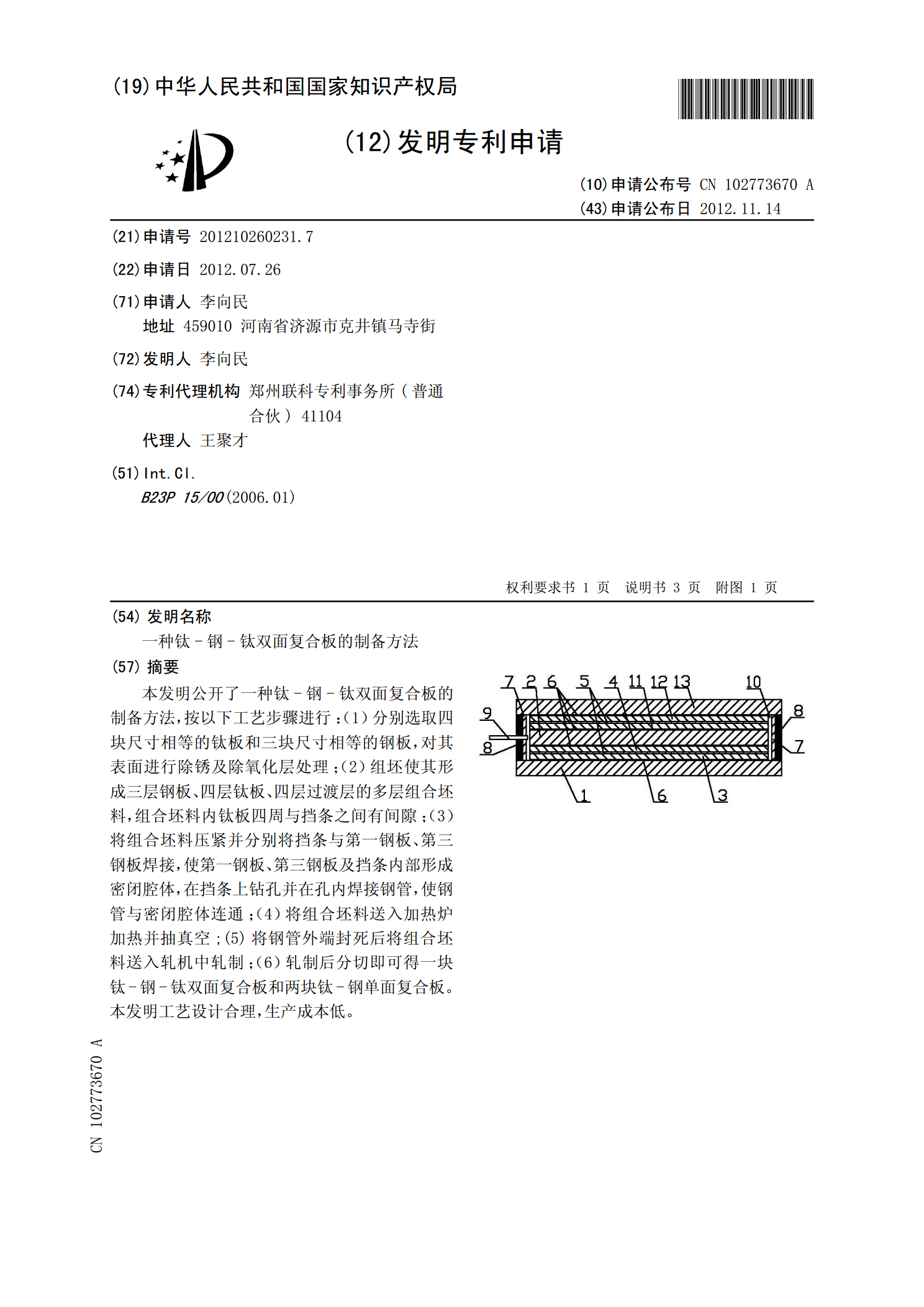
本发明公开了一种钛-钢-钛双面复合板的制备方法,按以下工艺步骤进行:(1)分别选取四块尺寸相等的钛板和三块尺寸相等的钢板,对其表面进行除锈及除氧化层处理;(2)组坯使其形成三层钢板、四层钛板、四层过渡层的多层组合坯料,组合坯料内钛板四周与挡条之间有间隙;(3)将组合坯料压紧并分别将挡条与第一钢板、第三钢板焊接,使第一钢板、第三钢板及挡条内部形成密闭腔体,在挡条上钻孔并在孔内焊接钢管,使钢管与密闭腔体连通;(4)将组合坯料送入加热炉加热并抽真空;(5)将钢管外端封死后将组合坯料送入轧机中轧制;(6)轧制后分
一种钛钢复合板的制备方法.pdf
本发明公开一种钛钢复合板的制备方法,属于材料加工领域。本发明所述方法对所选用的钛坯和钢坯进行表面处理,然后在钛坯表面涂刷涂料,进行室温干燥;将表面处理后并涂刷涂料后的钛坯两两对正叠置,中间放入钢坯,对称组坯;将组合坯四周进行焊接密封,并进行抽真空处理;将复合坯放在加热炉内进行热处理,然后进行多道次轧制,轧制完成后复合坯进行空冷,并进行切边、拉矫平整处理。本发明通过在钛材的表面涂覆保护涂层,对钛材进行保护,避免化学性质活跃的钛发生氧化及与其他元素生成化合物而影响复合性能,该涂层在高温下能够防止钛材氧化并阻隔

一种钛-钢复合板的制备方法.pdf
本发明涉及一种复合钢板的制备方法,具体涉及一种钛-钢复合板的制备方法。按以下工艺步骤进行,首先选取长、宽尺寸相等的钛板和钢板,除去锈层和氧化层;然后将钛板与钢板表面相对,完全重合,形成组合坯料;再用四块钛板作为侧封板封住组合坯料的四周,并用夹具将侧封板与组合坯料夹紧后一起放入真空室内;将组合坯料和侧封板的所有接触缝焊严后,将其共同送入加热炉中加热到600~1200℃,保温0.1~2h;最后将加热完成的组合坯料送入轧机中轧制,得到界面结合强度>350MPa的钛-钢复合板。本发明更好的解决了钛-钢复合板