
动车组头车侧墙倾角的加工方法.pdf

是你****韵呀

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
动车组头车侧墙倾角的加工方法.pdf
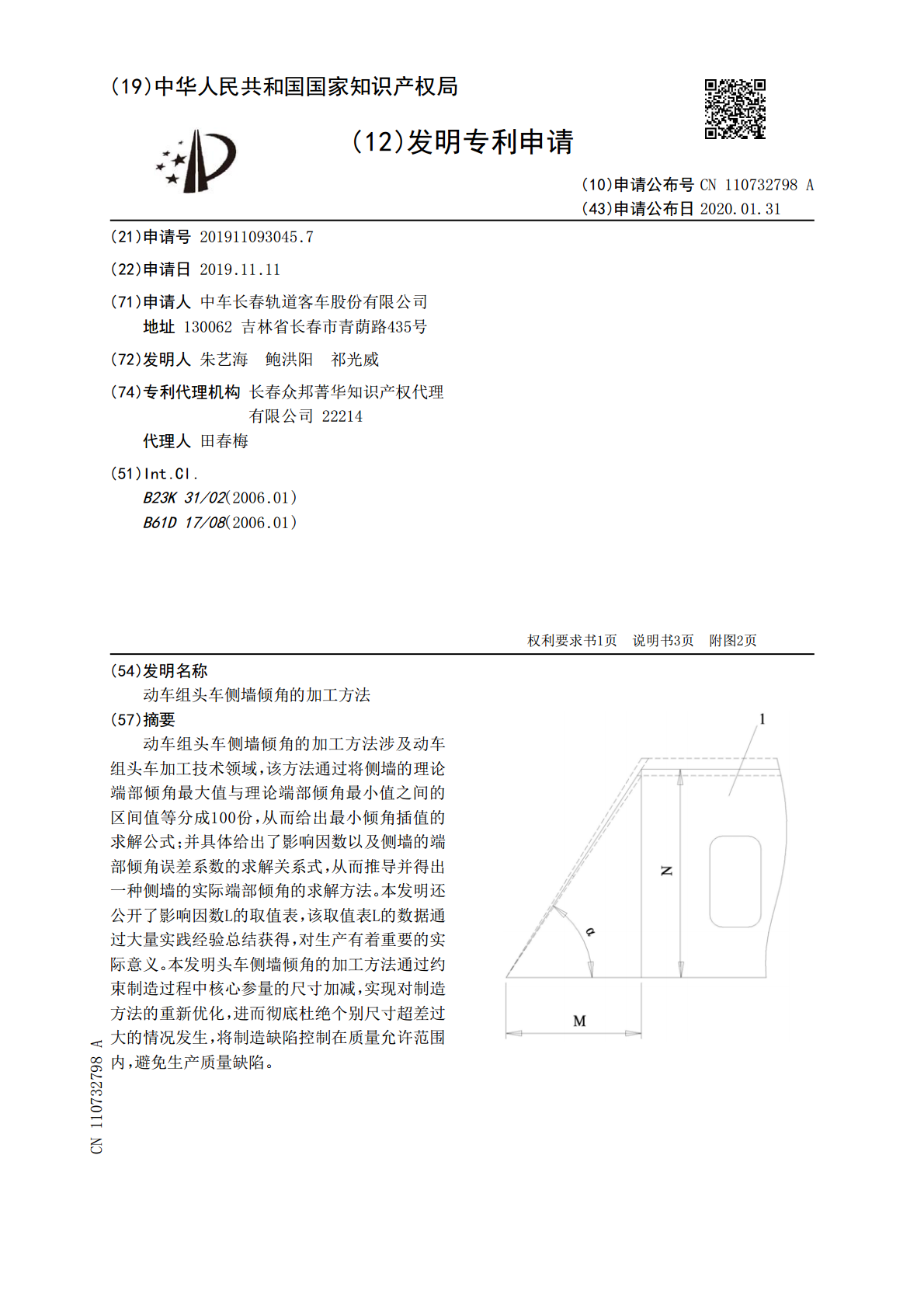
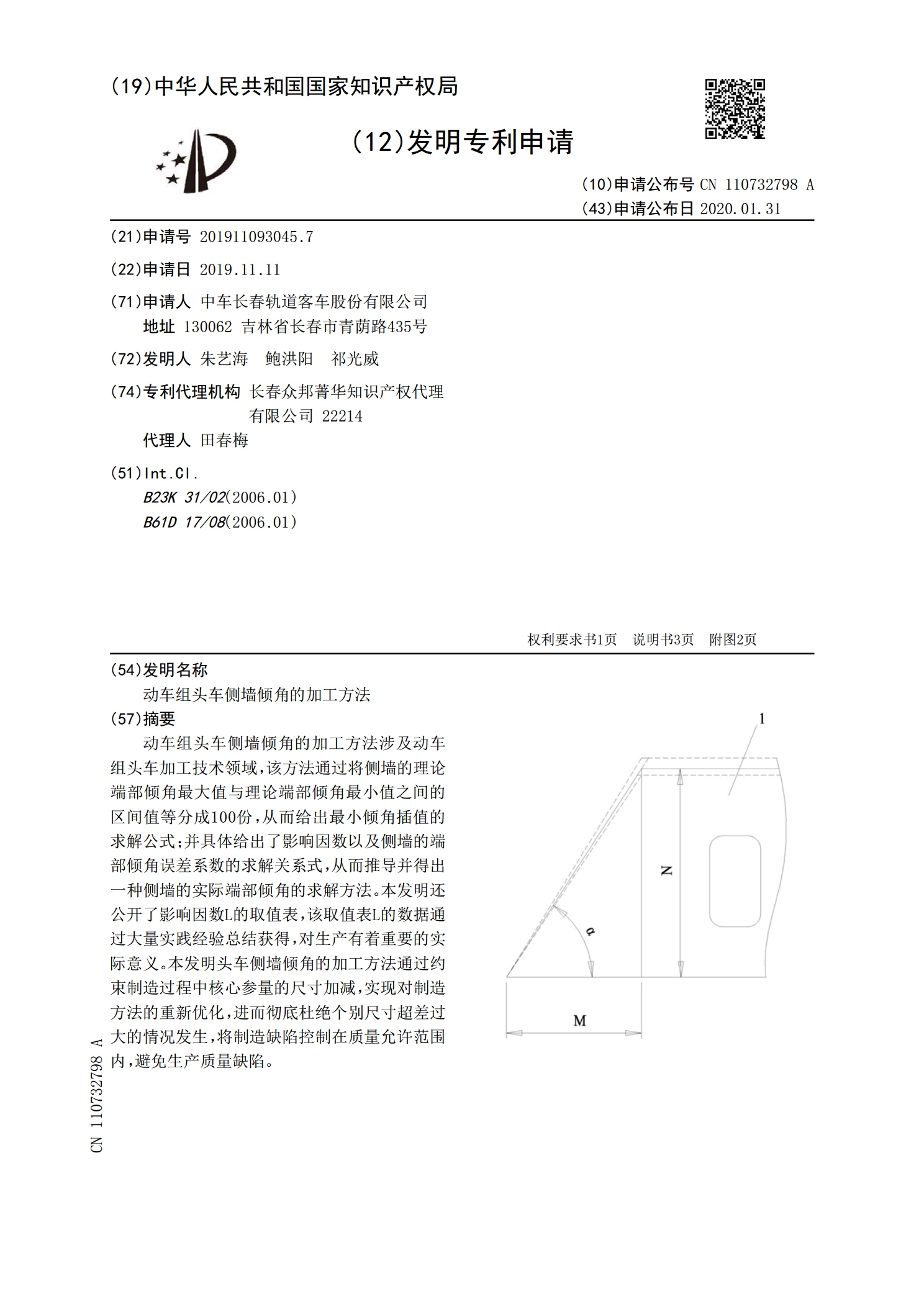
动车组头车侧墙倾角的加工方法涉及动车组头车加工技术领域,该方法通过将侧墙的理论端部倾角最大值与理论端部倾角最小值之间的区间值等分成100份,从而给出最小倾角插值的求解公式;并具体给出了影响因数以及侧墙的端部倾角误差系数的求解关系式,从而推导并得出一种侧墙的实际端部倾角的求解方法。本发明还公开了影响因数L的取值表,该取值表L的数据通过大量实践经验总结获得,对生产有着重要的实际意义。本发明头车侧墙倾角的加工方法通过约束制造过程中核心参量的尺寸加减,实现对制造方法的重新优化,进而彻底杜绝个别尺寸超差过大的情况发

用于确定两轮车的侧倾角的方法.pdf
在用于确定两轮车的侧倾角的方法中,获得在至少一个车轮处的轴载荷,并且将所述侧倾角作为所述轴载荷的函数来计算。
碳钢车侧墙平面度提升.docx
碳钢车侧墙平面度提升摘要:碳钢车侧墙作为碳钢车车体的重要组成部分,是碳钢车车体平面度最直观的表现,它的工艺结构不仅关系到整个车体的承载连接,也关系到整个车体的平面度,最终影响碳钢车整体外观。本文通过改进侧墙结构,优化侧墙生产工艺,提升碳钢车侧墙平面度。关键词:碳钢车侧墙平面度正文以25G型车为例,对结构、生产工艺做出优化从而提升侧墙平面度:125G型客车侧墙结构优化1.1侧墙结构侧墙为板柱式焊接结构[1]主要由侧墙板、骨架、附件组成,其中骨架是由侧柱、侧墙上边梁、纵向梁、窗间纵梁、补强梁组成。1.2模块化

车的倾角调节.doc
主销后倾角的作用:在中高速行驶中保持汽车直线行驶的稳定性,适当的加大主销后倾角可以帮助转向轮自动回正,可有效扼制转向器的摆振,可使转向便轻,单独适量调一侧主销后倾角可修理行驶跑偏主销后倾角靠离心力保证汽车直线行驶和车轮自动回正。修转向器摆振最有效的方法调主销后倾角修转向器不能自动回正调主销后倾角行驶系造成的转向重调主销后倾角高速行驶时跑偏调主销后倾角车直线加速时看是否跑偏来调整主销后倾角过大会造成高速时转向发飘。2.主销内倾角:主销的轴线相对于车轮的中心线向内倾斜的角度。主销内倾的作用是使车轮转向后能及时

数控加工动车-毕业论文.doc
摘要转向架是高速动车组的核心组成部分,其制造技术是确保动车组能够实现安全、平稳、舒适、快捷运行的关键性技术之一。转向架构架是转向架的基体,其制造精度直接影响着转向架的装配精度、安全性能,进而影响到动车组的运行品质及安全性。本论文主要介绍了动车转向架构架横梁零件的数控加工工艺分析与设计。通过对零件图,毛坯件,以及其结构工艺性的分析,从定位基准入手,确定各个表面的加工方法,划分加工阶段,合理安排加工顺序,选择机床设备,确定切削用量得到最终的工艺规程。一个优化的工艺设计,为零件加工的可行性和经济性提供理论依据,