
碳钢车侧墙平面度提升.docx

胜利****实阿

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
碳钢车侧墙平面度提升.docx
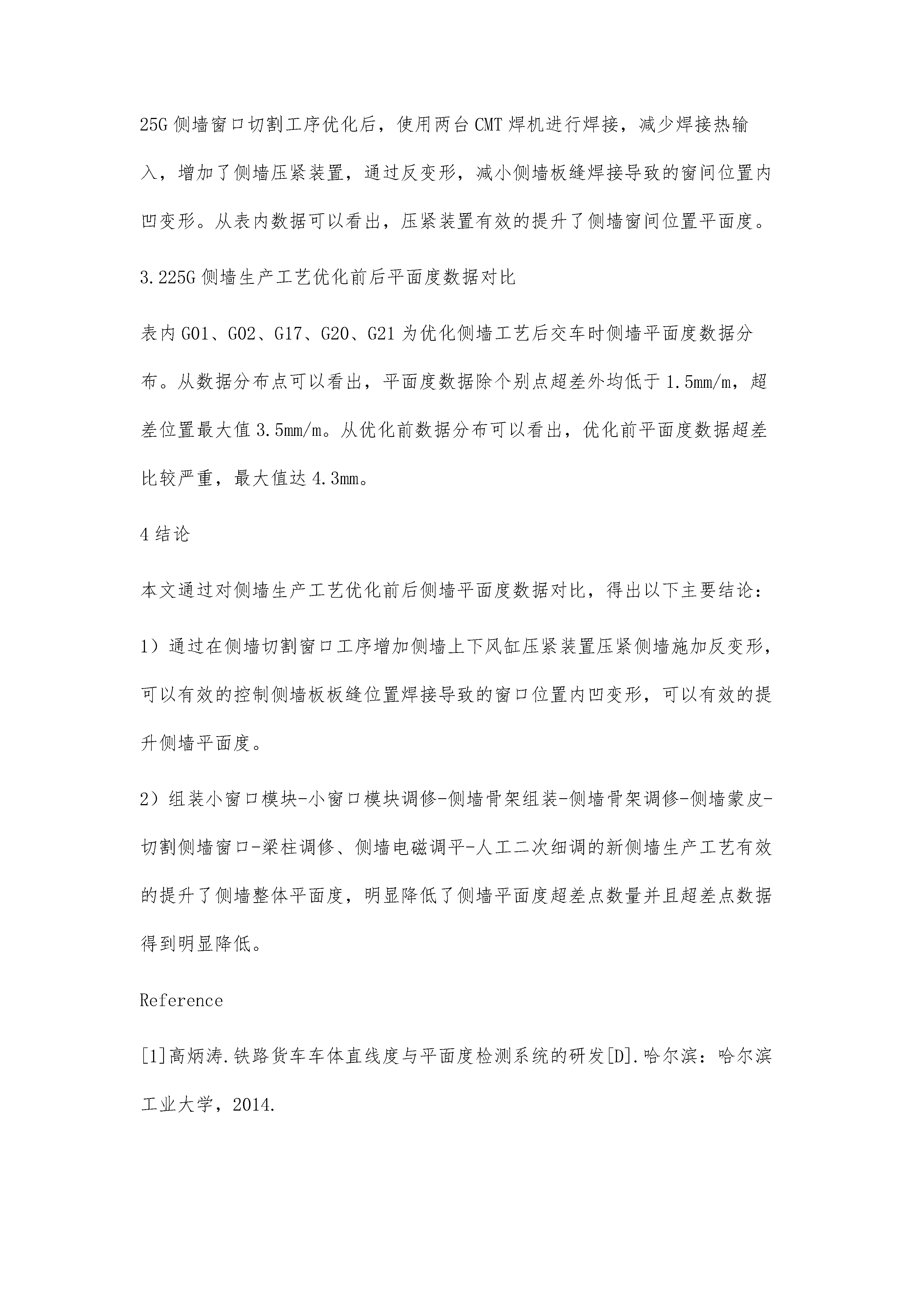
碳钢车侧墙平面度提升摘要:碳钢车侧墙作为碳钢车车体的重要组成部分,是碳钢车车体平面度最直观的表现,它的工艺结构不仅关系到整个车体的承载连接,也关系到整个车体的平面度,最终影响碳钢车整体外观。本文通过改进侧墙结构,优化侧墙生产工艺,提升碳钢车侧墙平面度。关键词:碳钢车侧墙平面度正文以25G型车为例,对结构、生产工艺做出优化从而提升侧墙平面度:125G型客车侧墙结构优化1.1侧墙结构侧墙为板柱式焊接结构[1]主要由侧墙板、骨架、附件组成,其中骨架是由侧柱、侧墙上边梁、纵向梁、窗间纵梁、补强梁组成。1.2模块化

基于电阻焊技术的碳钢侧墙制造研究.docx
基于电阻焊技术的碳钢侧墙制造研究基于电阻焊技术的碳钢侧墙制造研究摘要:碳钢侧墙是一种常见的结构零部件,广泛应用于汽车和工程机械等领域。本论文旨在研究基于电阻焊技术的碳钢侧墙制造过程中的关键工艺参数,包括焊接温度、焊接时间和压力等。通过实验研究,探究了这些参数对焊接接头强度和耐热性能的影响,并提出了优化的焊接工艺。实验结果表明,电阻焊技术可以有效提高碳钢侧墙的焊接质量和耐久性,为侧墙制造提供了新的解决方案。引言:碳钢侧墙是汽车和工程机械等领域常见的结构零部件之一,其主要作用是提供附着物的支撑和保护。传统的碳
动车组头车侧墙倾角的加工方法.pdf
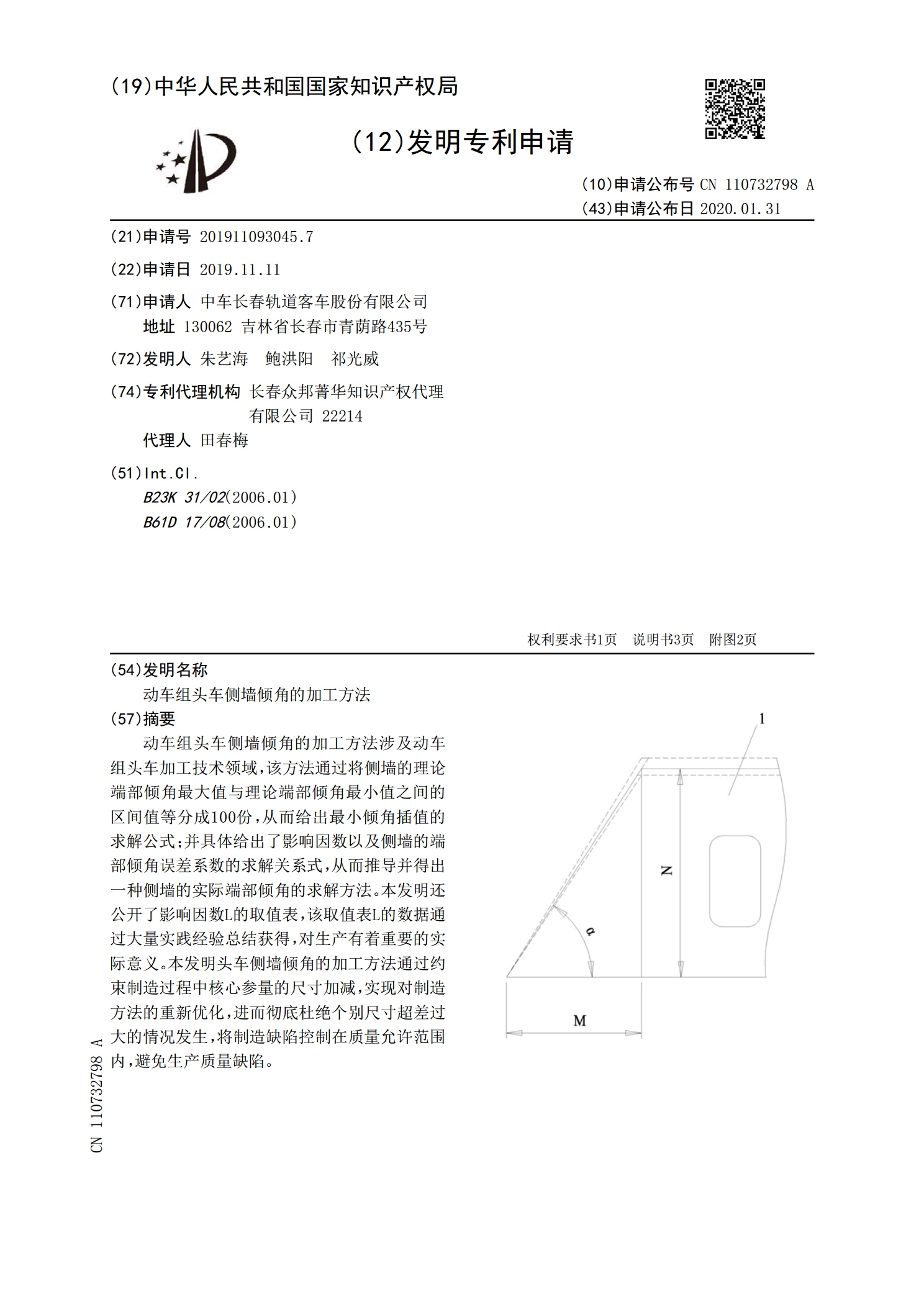
动车组头车侧墙倾角的加工方法涉及动车组头车加工技术领域,该方法通过将侧墙的理论端部倾角最大值与理论端部倾角最小值之间的区间值等分成100份,从而给出最小倾角插值的求解公式;并具体给出了影响因数以及侧墙的端部倾角误差系数的求解关系式,从而推导并得出一种侧墙的实际端部倾角的求解方法。本发明还公开了影响因数L的取值表,该取值表L的数据通过大量实践经验总结获得,对生产有着重要的实际意义。本发明头车侧墙倾角的加工方法通过约束制造过程中核心参量的尺寸加减,实现对制造方法的重新优化,进而彻底杜绝个别尺寸超差过大的情况发

高平面度要求侧板模具设计研究.pptx
高平面度要求侧板模具设计研究目录添加章节标题侧板模具设计概述侧板模具设计的重要性侧板模具设计的原则侧板模具设计的基本流程高平面度要求侧板模具设计的特点高平面度要求的定义和标准高平面度要求侧板模具设计的难点高平面度要求侧板模具设计的关键因素高平面度要求侧板模具设计的方法和技巧优化侧板模具结构设计选择合适的材料和热处理工艺精确的加工和抛光工艺有效的表面处理技术高平面度要求侧板模具设计的实践应用典型案例分析实际应用中的问题与解决方案高平面度要求侧板模具设计的未来发展趋势高平面度要求侧板模具设计的评估与优化侧板模
侧墙砌体.xls
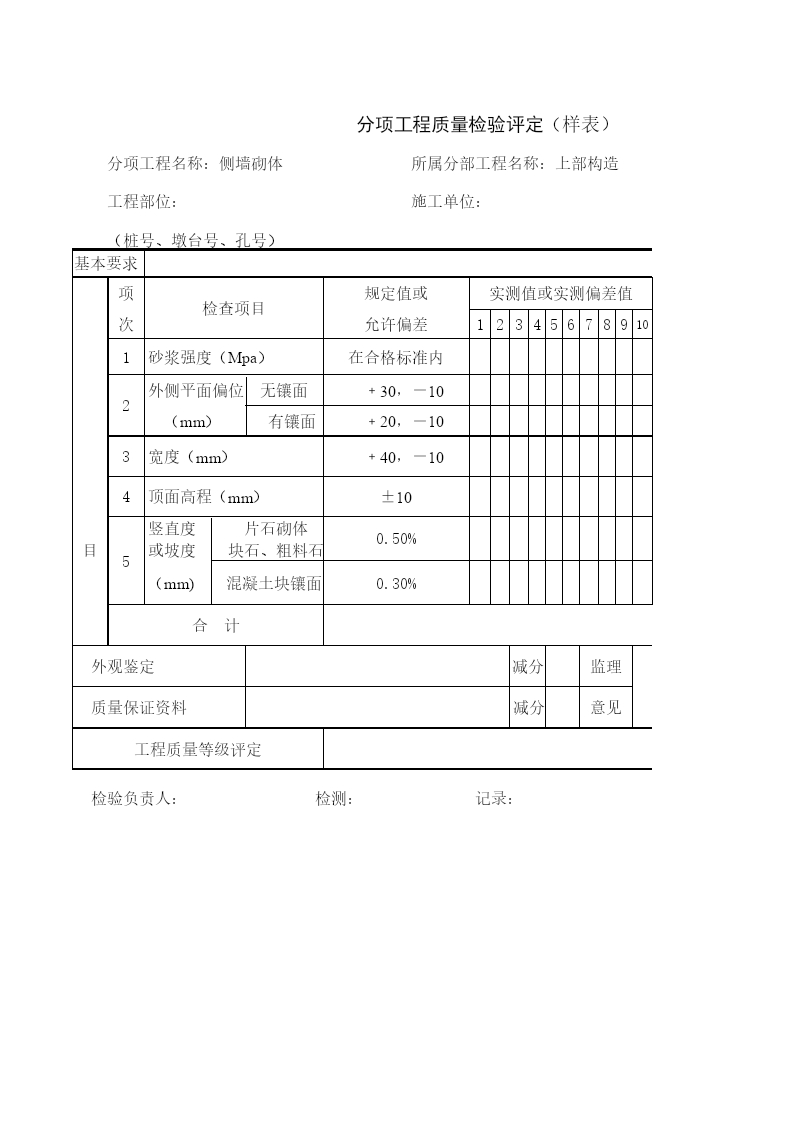
分项工程质量检验评定(样表)分项工程名称:侧墙砌体所属分部工程名称:上部构造所属建设项目:工程部位:施工单位:监理单位:(桩号、墩台号、孔号)基本要求项检查项目规定值或实测值或实测偏差值质量评定次允许偏差12345678910平均、代表值合格率(%)规定分1砂浆强度(Mpa)在合格标准内352外侧平面偏位无镶面﹢30,-1010(mm)有镶面﹢20,-103宽度(mm)﹢40,-10154顶面高程(mm)±10205竖直度片石砌体0.50%20目或坡度块石、粗料石(mm)混凝土块镶面0.30%合计100外