
一种消除带钢表面亮带的方法.pdf

葫芦****io

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除带钢表面亮带的方法.pdf
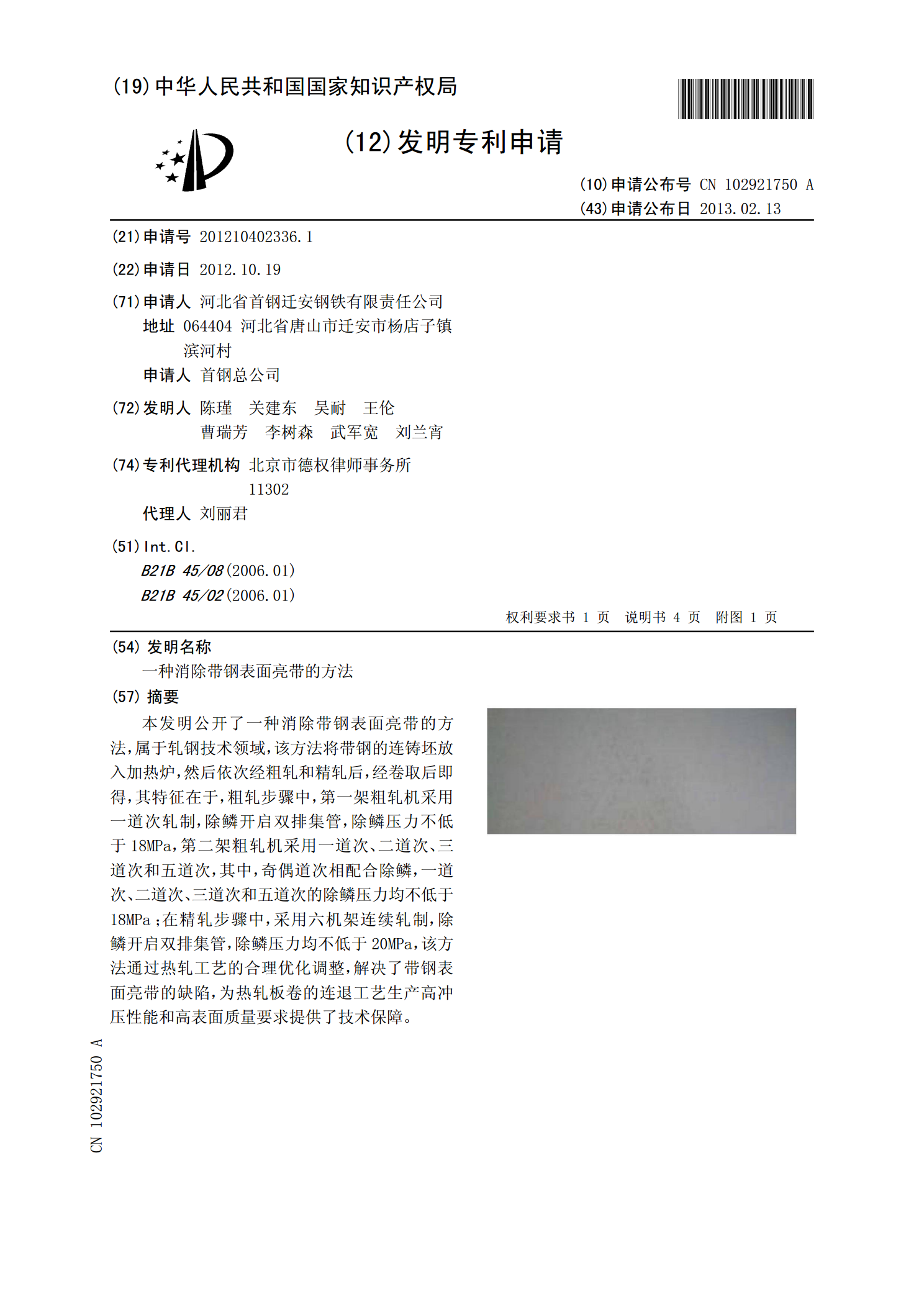
本发明公开了一种消除带钢表面亮带的方法,属于轧钢技术领域,该方法将带钢的连铸坯放入加热炉,然后依次经粗轧和精轧后,经卷取后即得,其特征在于,粗轧步骤中,第一架粗轧机采用一道次轧制,除鳞开启双排集管,除鳞压力不低于18MPa,第二架粗轧机采用一道次、二道次、三道次和五道次,其中,奇偶道次相配合除鳞,一道次、二道次、三道次和五道次的除鳞压力均不低于18MPa;在精轧步骤中,采用六机架连续轧制,除鳞开启双排集管,除鳞压力均不低于20MPa,该方法通过热轧工艺的合理优化调整,解决了带钢表面亮带的缺陷,为热轧板卷的
一种消除冷轧普板连续退火带钢表面麻点的方法.pdf
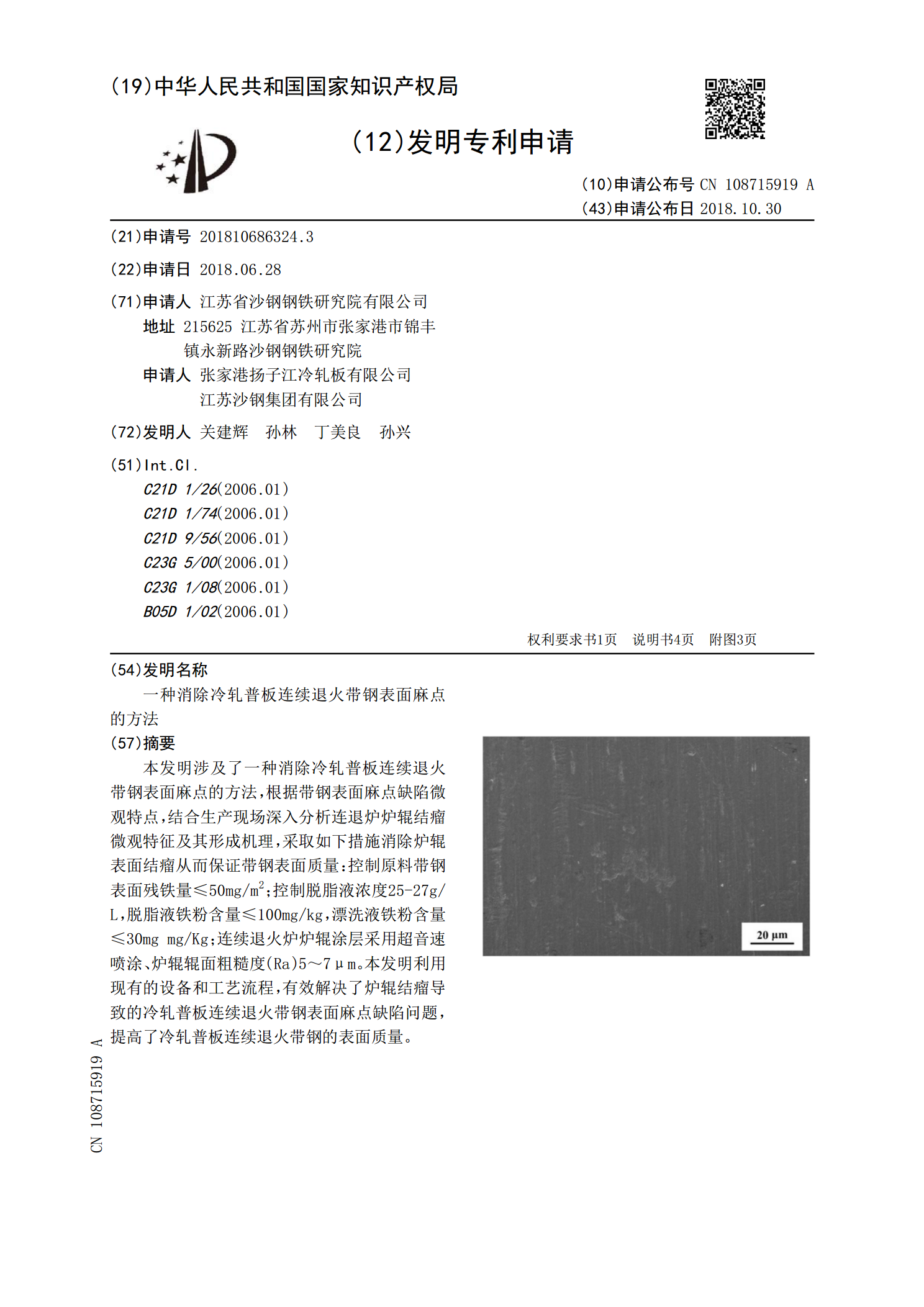
本发明涉及了一种消除冷轧普板连续退火带钢表面麻点的方法,根据带钢表面麻点缺陷微观特点,结合生产现场深入分析连退炉炉辊结瘤微观特征及其形成机理,采取如下措施消除炉辊表面结瘤从而保证带钢表面质量:控制原料带钢表面残铁量≤50mg/m
一种带钢抖动消除装置和消除方法.pdf
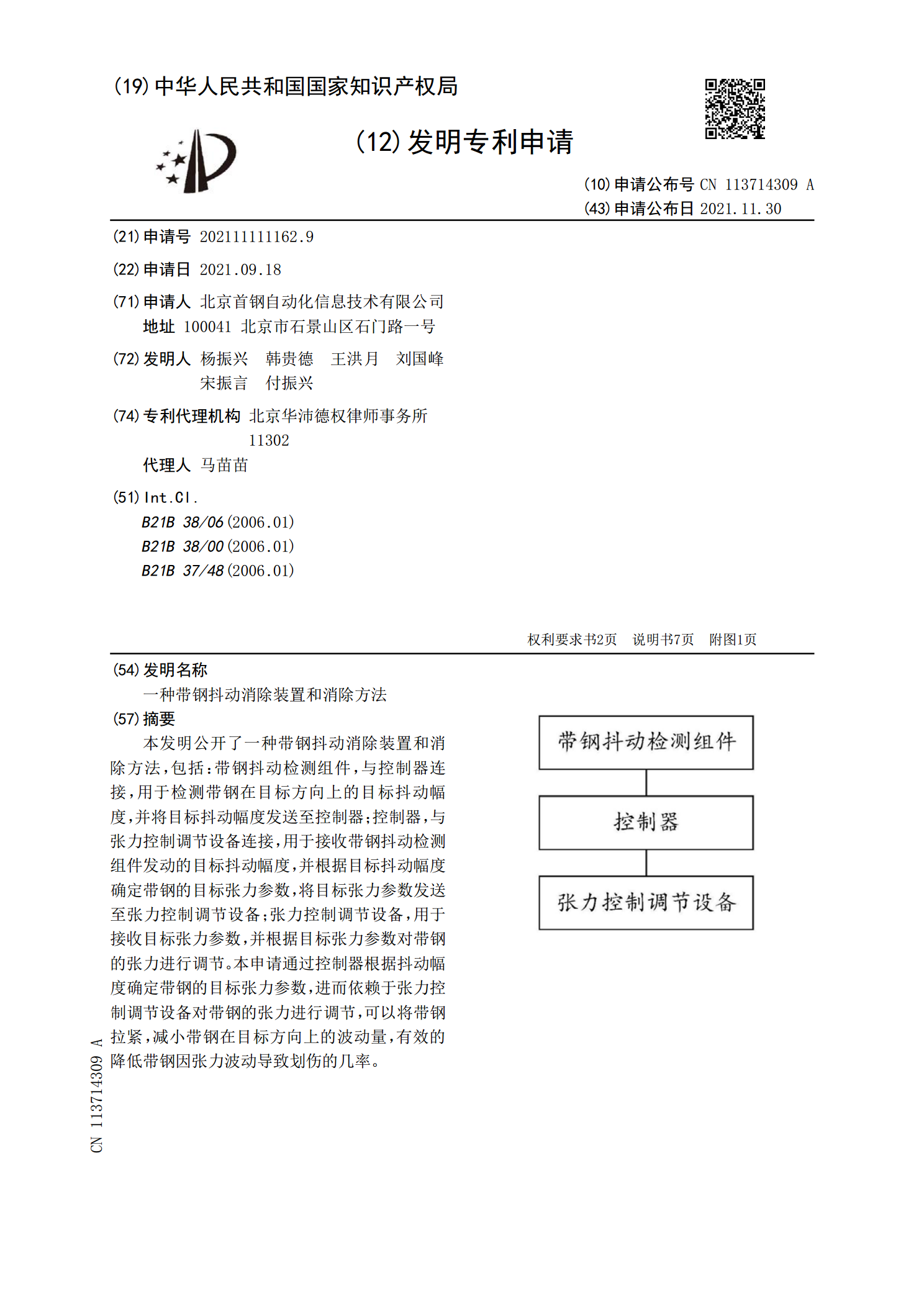
本发明公开了一种带钢抖动消除装置和消除方法,包括:带钢抖动检测组件,与控制器连接,用于检测带钢在目标方向上的目标抖动幅度,并将目标抖动幅度发送至控制器;控制器,与张力控制调节设备连接,用于接收带钢抖动检测组件发动的目标抖动幅度,并根据目标抖动幅度确定带钢的目标张力参数,将目标张力参数发送至张力控制调节设备;张力控制调节设备,用于接收目标张力参数,并根据目标张力参数对带钢的张力进行调节。本申请通过控制器根据抖动幅度确定带钢的目标张力参数,进而依赖于张力控制调节设备对带钢的张力进行调节,可以将带钢拉紧,减小带
一种消除冷轧过程中带钢表面辊印缺陷的方法.pdf
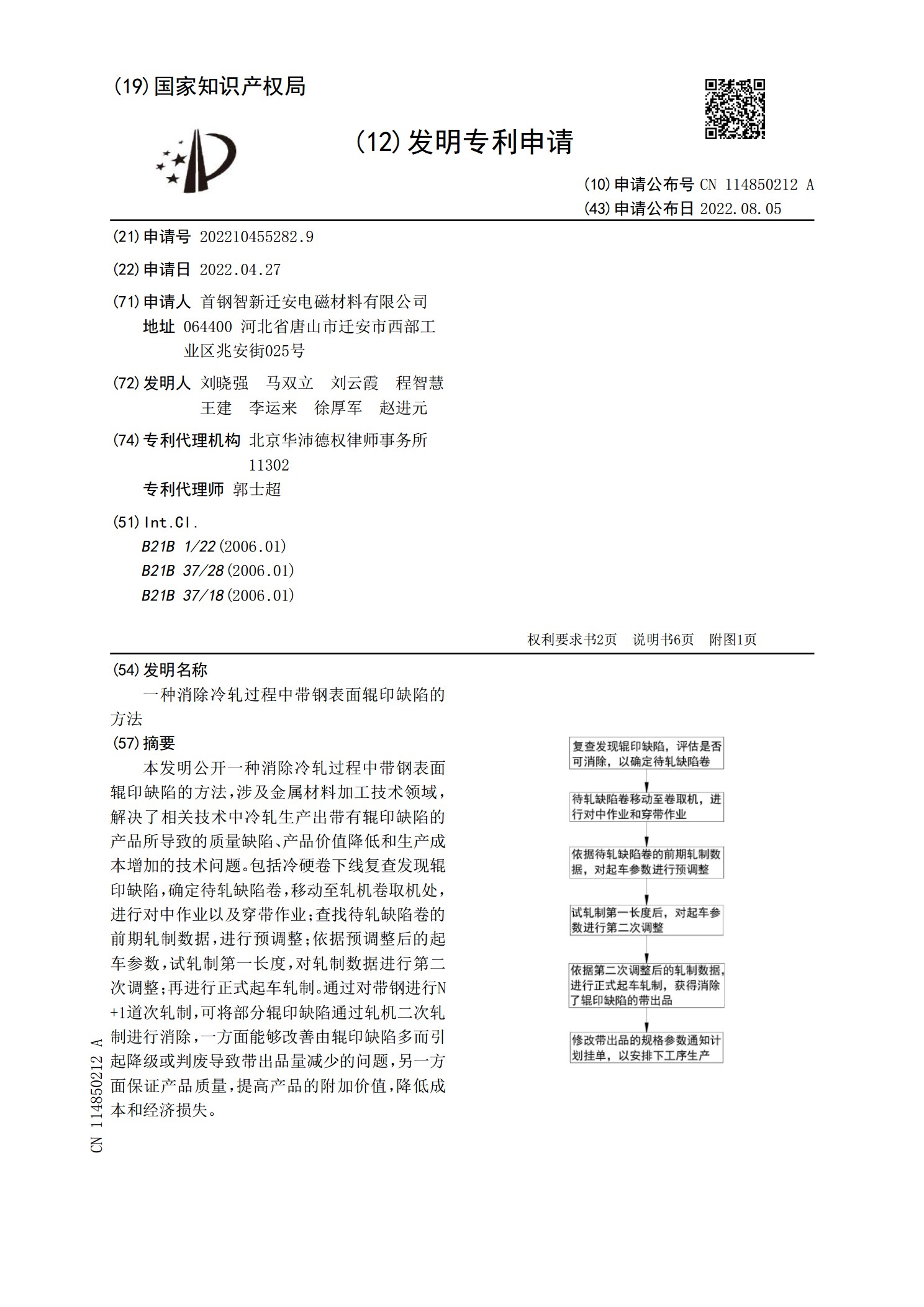
本发明公开一种消除冷轧过程中带钢表面辊印缺陷的方法,涉及金属材料加工技术领域,解决了相关技术中冷轧生产出带有辊印缺陷的产品所导致的质量缺陷、产品价值降低和生产成本增加的技术问题。包括冷硬卷下线复查发现辊印缺陷,确定待轧缺陷卷,移动至轧机卷取机处,进行对中作业以及穿带作业;查找待轧缺陷卷的前期轧制数据,进行预调整;依据预调整后的起车参数,试轧制第一长度,对轧制数据进行第二次调整;再进行正式起车轧制。通过对带钢进行N+1道次轧制,可将部分辊印缺陷通过轧机二次轧制进行消除,一方面能够改善由辊印缺陷多而引起降级或
一种消除热轧带钢表面色差缺陷的控制轧制方法.pdf
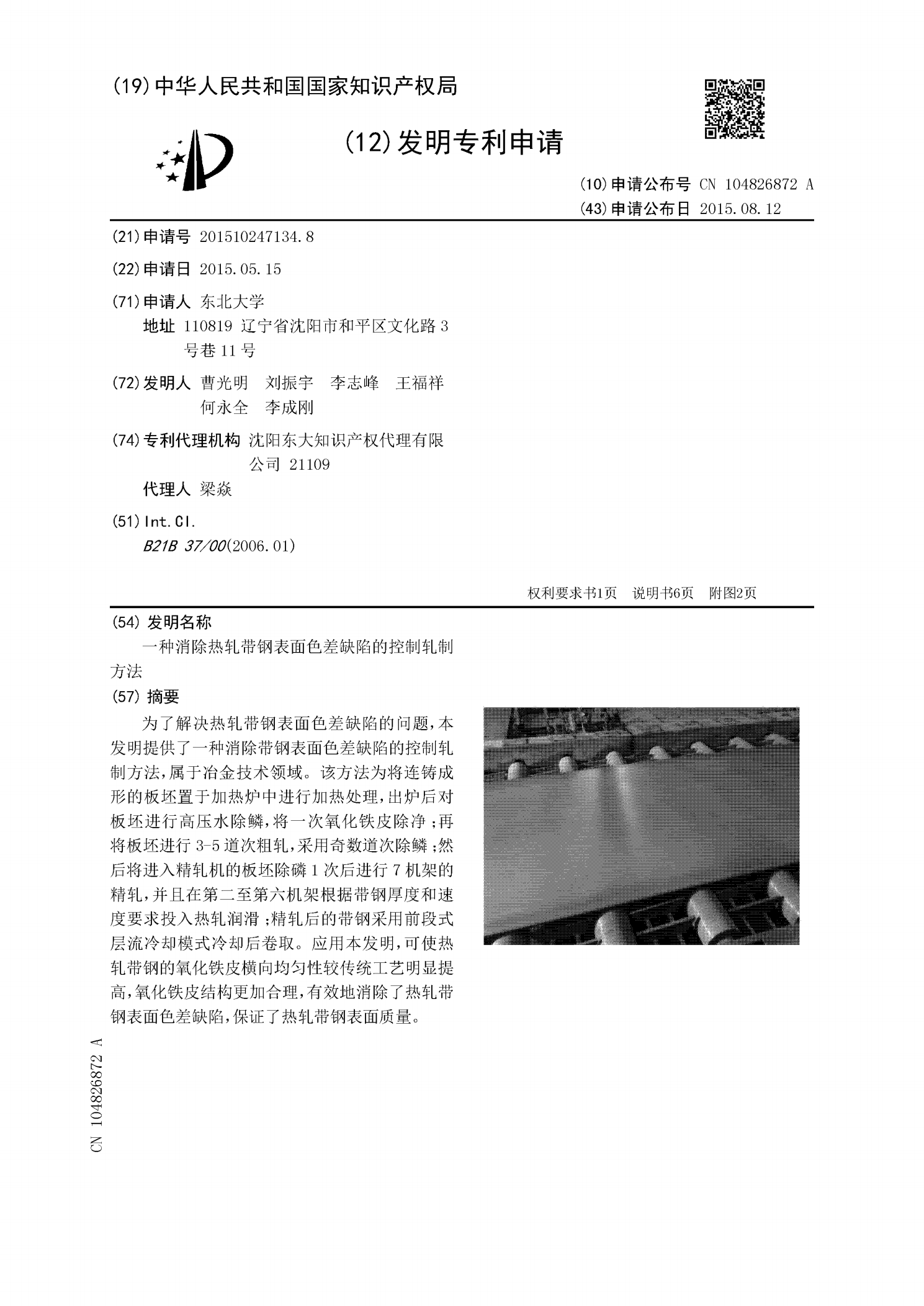
为了解决热轧带钢表面色差缺陷的问题,本发明提供了一种消除带钢表面色差缺陷的控制轧制方法,属于冶金技术领域。该方法为将连铸成形的板坯置于加热炉中进行加热处理,出炉后对板坯进行高压水除鳞,将一次氧化铁皮除净;再将板坯进行3-5道次粗轧,采用奇数道次除鳞;然后将进入精轧机的板坯除磷1次后进行7机架的精轧,并且在第二至第六机架根据带钢厚度和速度要求投入热轧润滑;精轧后的带钢采用前段式层流冷却模式冷却后卷取。应用本发明,可使热轧带钢的氧化铁皮横向均匀性较传统工艺明显提高,氧化铁皮结构更加合理,有效地消除了热轧带钢表