
一种消除带钢氧化色的方法及装置.pdf

海昌****姐淑


1/8
2/8

3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除带钢氧化色的方法及装置.pdf
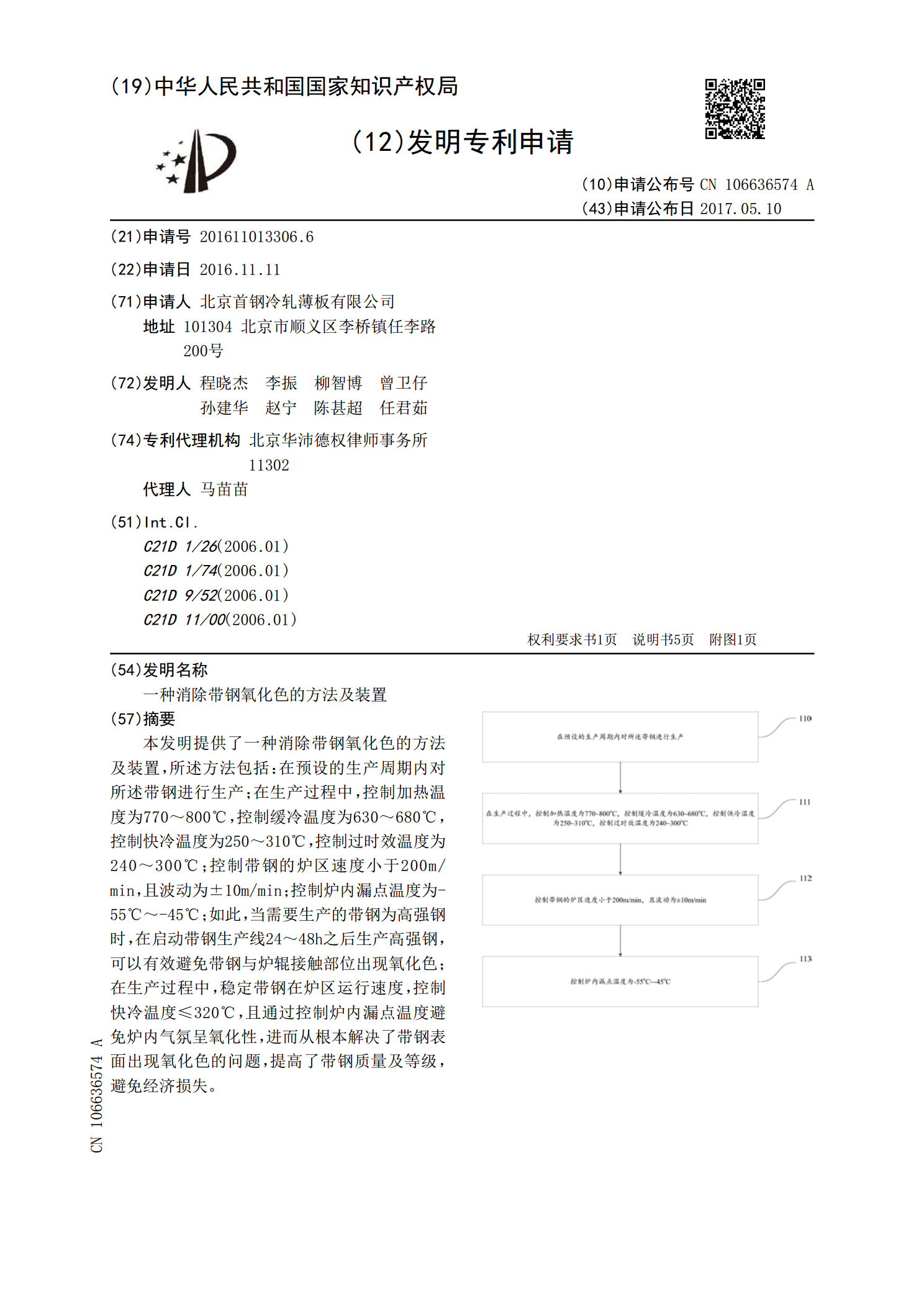
本发明提供了一种消除带钢氧化色的方法及装置,所述方法包括:在预设的生产周期内对所述带钢进行生产;在生产过程中,控制加热温度为770~800℃,控制缓冷温度为630~680℃,控制快冷温度为250~310℃,控制过时效温度为240~300℃;控制带钢的炉区速度小于200m/min,且波动为±10m/min;控制炉内漏点温度为‑55℃~‑45℃;如此,当需要生产的带钢为高强钢时,在启动带钢生产线24~48h之后生产高强钢,可以有效避免带钢与炉辊接触部位出现氧化色;在生产过程中,稳定带钢在炉区运行速度,控制快冷
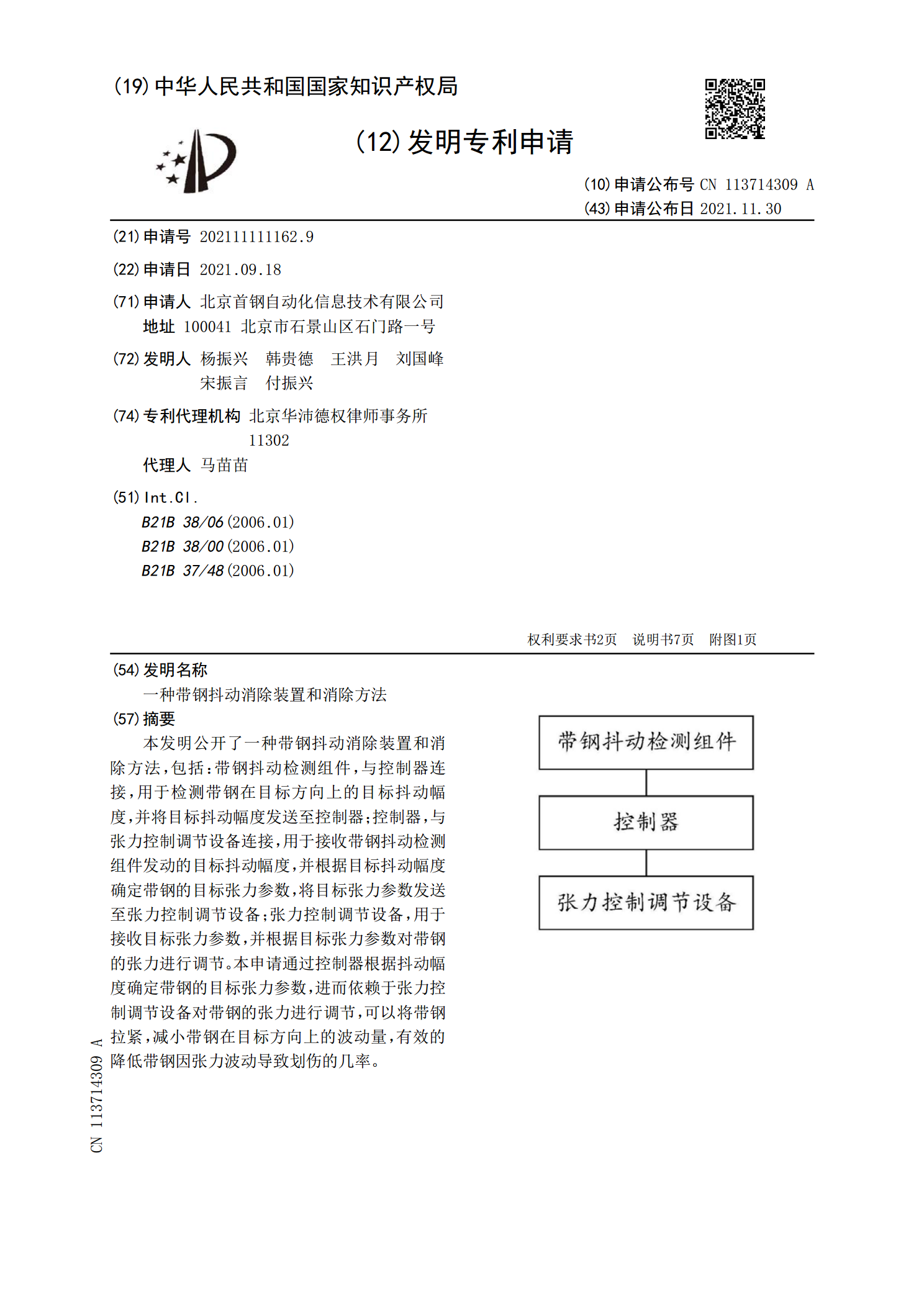
一种带钢抖动消除装置和消除方法.pdf
本发明公开了一种带钢抖动消除装置和消除方法,包括:带钢抖动检测组件,与控制器连接,用于检测带钢在目标方向上的目标抖动幅度,并将目标抖动幅度发送至控制器;控制器,与张力控制调节设备连接,用于接收带钢抖动检测组件发动的目标抖动幅度,并根据目标抖动幅度确定带钢的目标张力参数,将目标张力参数发送至张力控制调节设备;张力控制调节设备,用于接收目标张力参数,并根据目标张力参数对带钢的张力进行调节。本申请通过控制器根据抖动幅度确定带钢的目标张力参数,进而依赖于张力控制调节设备对带钢的张力进行调节,可以将带钢拉紧,减小带
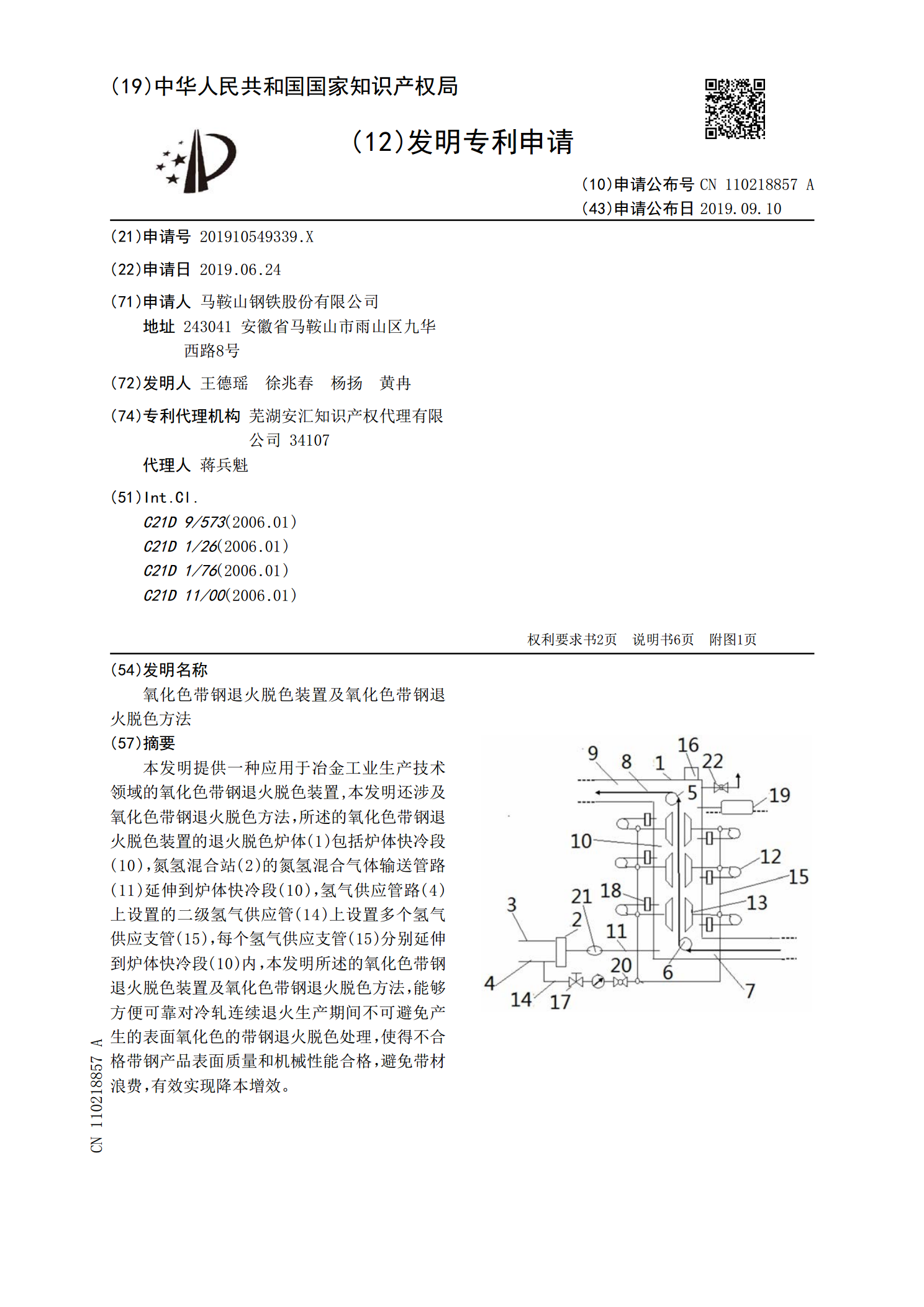
氧化色带钢退火脱色装置及氧化色带钢退火脱色方法.pdf
本发明提供一种应用于冶金工业生产技术领域的氧化色带钢退火脱色装置,本发明还涉及氧化色带钢退火脱色方法,所述的氧化色带钢退火脱色装置的退火脱色炉体(1)包括炉体快冷段(10),氮氢混合站(2)的氮氢混合气体输送管路(11)延伸到炉体快冷段(10),氢气供应管路(4)上设置的二级氢气供应管(14)上设置多个氢气供应支管(15),每个氢气供应支管(15)分别延伸到炉体快冷段(10)内,本发明所述的氧化色带钢退火脱色装置及氧化色带钢退火脱色方法,能够方便可靠对冷轧连续退火生产期间不可避免产生的表面氧化色的带钢退火
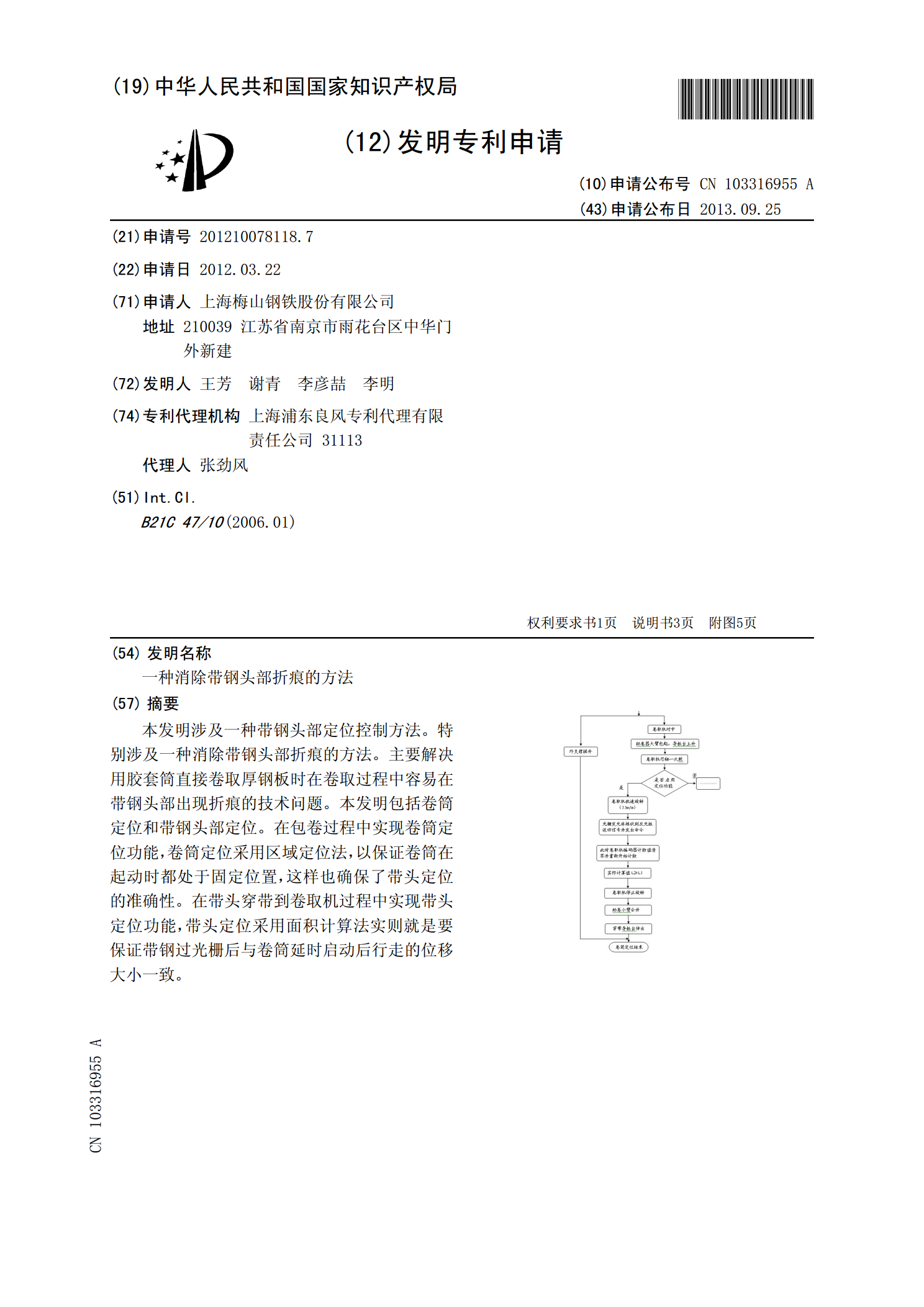
一种消除带钢头部折痕的方法.pdf
本发明涉及一种带钢头部定位控制方法。特别涉及一种消除带钢头部折痕的方法。主要解决用胶套筒直接卷取厚钢板时在卷取过程中容易在带钢头部出现折痕的技术问题。本发明包括卷筒定位和带钢头部定位。在包卷过程中实现卷筒定位功能,卷筒定位采用区域定位法,以保证卷筒在起动时都处于固定位置,这样也确保了带头定位的准确性。在带头穿带到卷取机过程中实现带头定位功能,带头定位采用面积计算法实则就是要保证带钢过光栅后与卷筒延时启动后行走的位移大小一致。

一种连续式酸洗机组消除带钢酸洗停车斑的装置及方法.pdf
本发明涉及轧钢设备技术领域,具体涉及一种连续式酸洗机组消除带钢酸洗停车斑的装置及方法,包括挤干机构,所述挤干机构的一侧等距离固定设置有多个摇喷机构,所述挤干机构的另一侧等距离固定设置有多个往复刮除机构。本发明中,通过能使多个折叠单元同时进行扩展和折叠操作,当定位轴往靠近摇喷机构方向移动时,从而折叠单元扩展,从而能带动着两个滑动柱在带钢表面滑动,当定位轴往靠近圆板的方向移动时,从而多个折叠单元进行折叠,滑动柱在带钢表面往回滑动,从而通过往复滑动的滑动柱和其底部的刮除层能对带钢表面进行残余氢氧化亚铁的刮除操作