
一种薄带钢边部连续压毛刺方法.pdf

一吃****仕龙

1/8
2/8

3/8

4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄带钢边部连续压毛刺方法.pdf
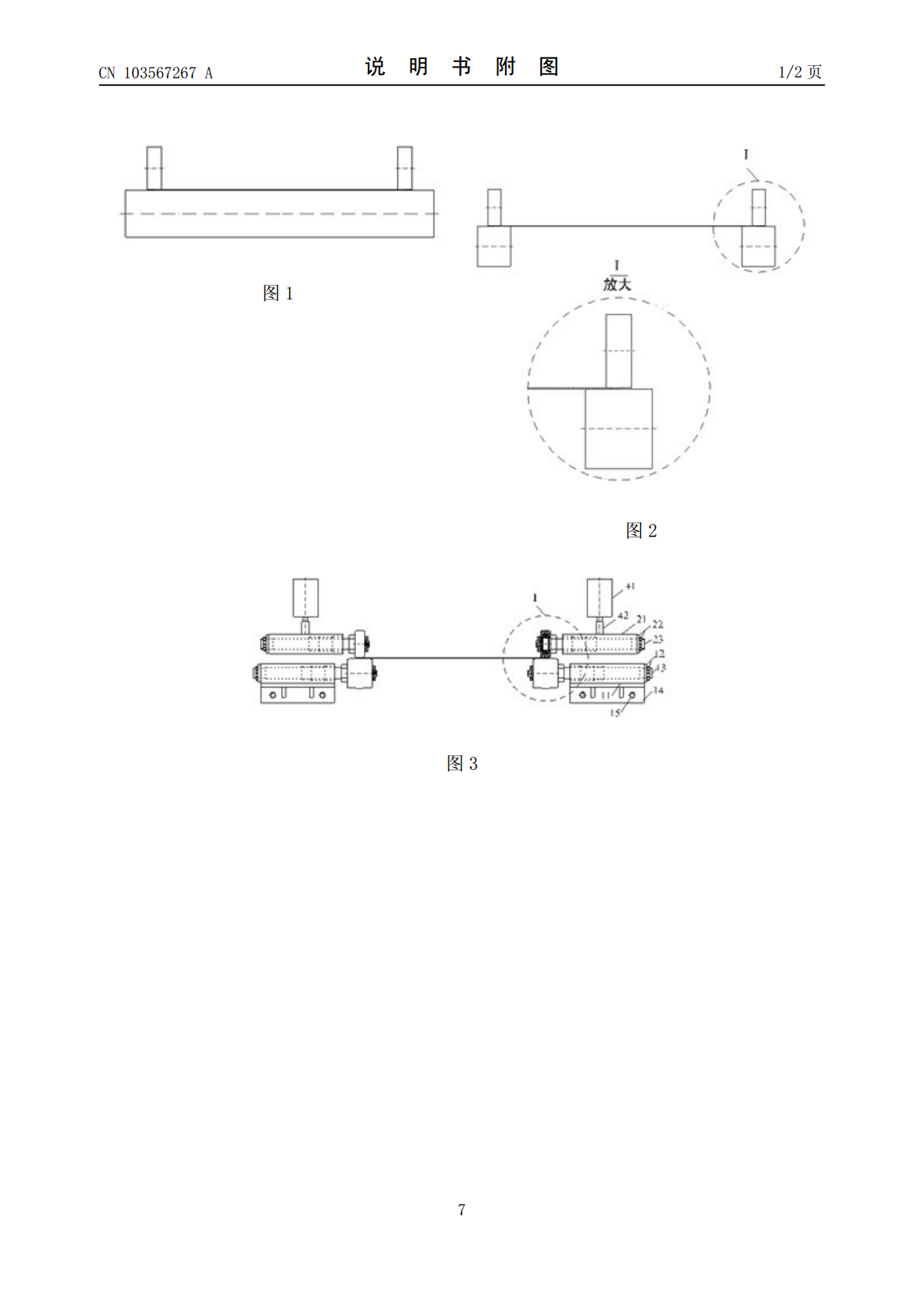
本发明公开了一种薄带钢边部连续压毛刺方法,包括对薄带钢行走前后方向施加一定张力,切边后的薄钢片经压毛刺装置去除毛刺,根据不同宽度的薄钢带,由马达驱动丝杆将压毛刺装置调整至合适的位置,通过设置在上下辊辊轴端部螺母及垫块粗调上球面压辊与下球面压辊之间的位置;微调上、下球面压辊位置,使其上压辊的球面辊径最大的位置与下压辊的球面辊径最大的位置对齐。本发明通过设置通过上压辊侧面不同厚度垫圈调节,实现上、下压辊球面辊径最大的位置精确对齐,上压辊磨损位置固定,使用寿命提高,带钢边部毛刺碾压更加均匀。
一种改善薄带钢边部轮廓的方法.pdf
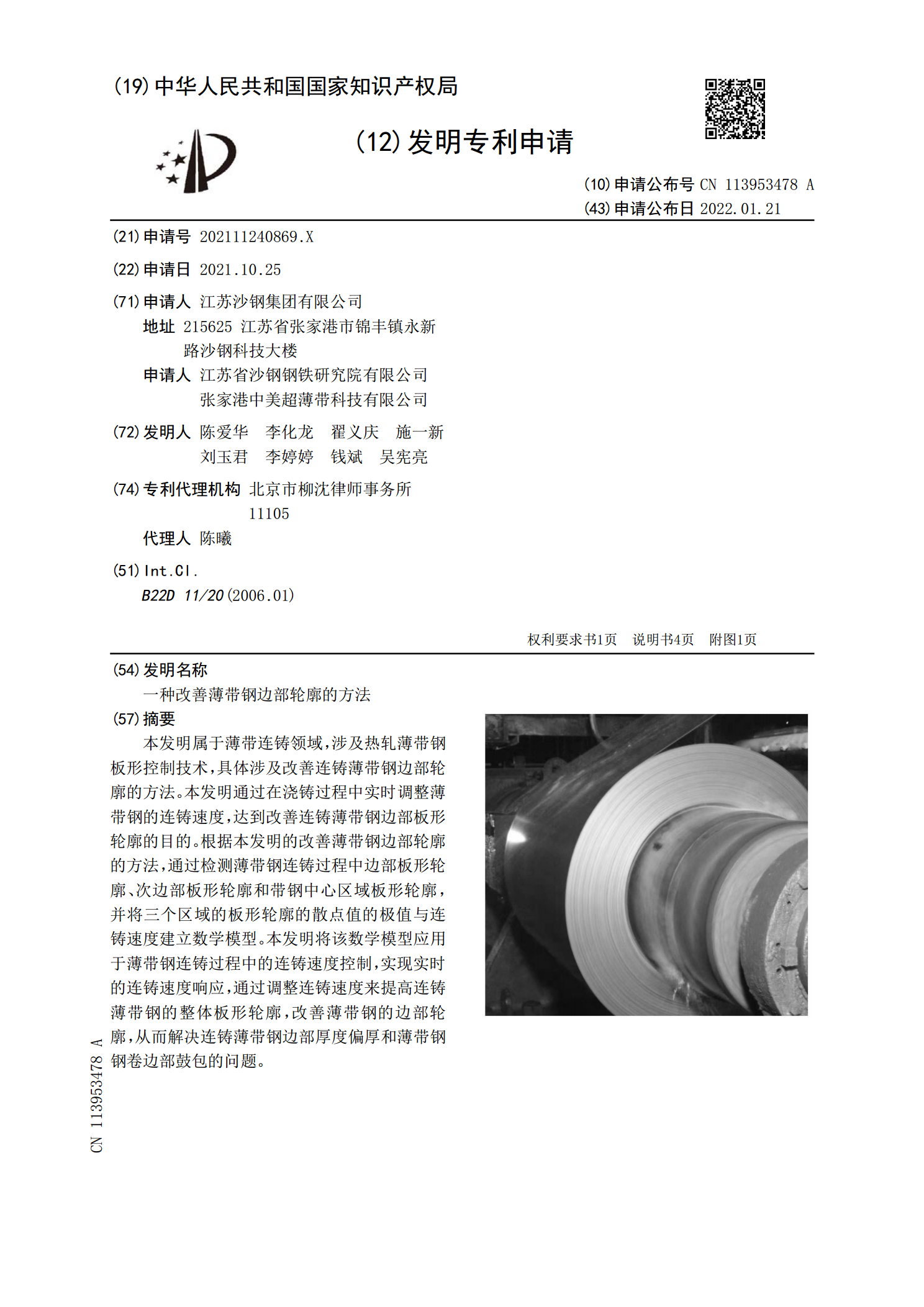
本发明属于薄带连铸领域,涉及热轧薄带钢板形控制技术,具体涉及改善连铸薄带钢边部轮廓的方法。本发明通过在浇铸过程中实时调整薄带钢的连铸速度,达到改善连铸薄带钢边部板形轮廓的目的。根据本发明的改善薄带钢边部轮廓的方法,通过检测薄带钢连铸过程中边部板形轮廓、次边部板形轮廓和带钢中心区域板形轮廓,并将三个区域的板形轮廓的散点值的极值与连铸速度建立数学模型。本发明将该数学模型应用于薄带钢连铸过程中的连铸速度控制,实现实时的连铸速度响应,通过调整连铸速度来提高连铸薄带钢的整体板形轮廓,改善薄带钢的边部轮廓,从而解决连

一种改善薄带钢钢卷的边部鼓起的方法.pdf
本发明属于薄带连铸领域,涉及薄带钢的板形控制和钢卷的卷形控制,具体涉及一种改善薄带钢局部板形和钢卷边部卷形的方法。本发明通过在薄带钢连续浇铸过程中实时调整冷却浇铸辊的冷却水的水流量,以达到改善连铸薄带钢板形轮廓和薄带钢卷形的目的。本发明通过检测薄带钢连续浇铸过程中的板形轮廓,并通过二次曲线拟合,计算出带钢边部的实际板形轮廓值与拟合的二次曲线拟合值之间差值的最大值,并将浇铸辊冷却水的水流量与该最大值建立数学模型。通过本发明的方法,可以改善薄带钢的边部板形轮廓,解决连铸薄带钢边部厚度不稳定、薄带钢钢卷边部鼓起
一种降低Q215A热轧带钢边部毛刺的方法.pdf
本发明公开了一种降低Q215A热轧带钢边部毛刺的方法,出炉温度控制,粗轧机架轧制5个道次,板坯出炉温度控制在1200~1230℃范围;二加热段温度控制,温度控制在1220~1240℃,在炉时间35~45min,控制加热炉二加热段末温度:二加热段末温度比出炉温度低30~80℃;均热段温度控制,温度控制在1220~1240℃范围,在炉时间35~45min之间,控制均热段上下炉温偏差上部比下部高20~40℃;总炉时间160~175min之间,二加热段及均热段在炉时间控制在35~40min之间;粗轧五道次轧制,
一种冷轧连续退火炉及带钢边部检测方法.pdf
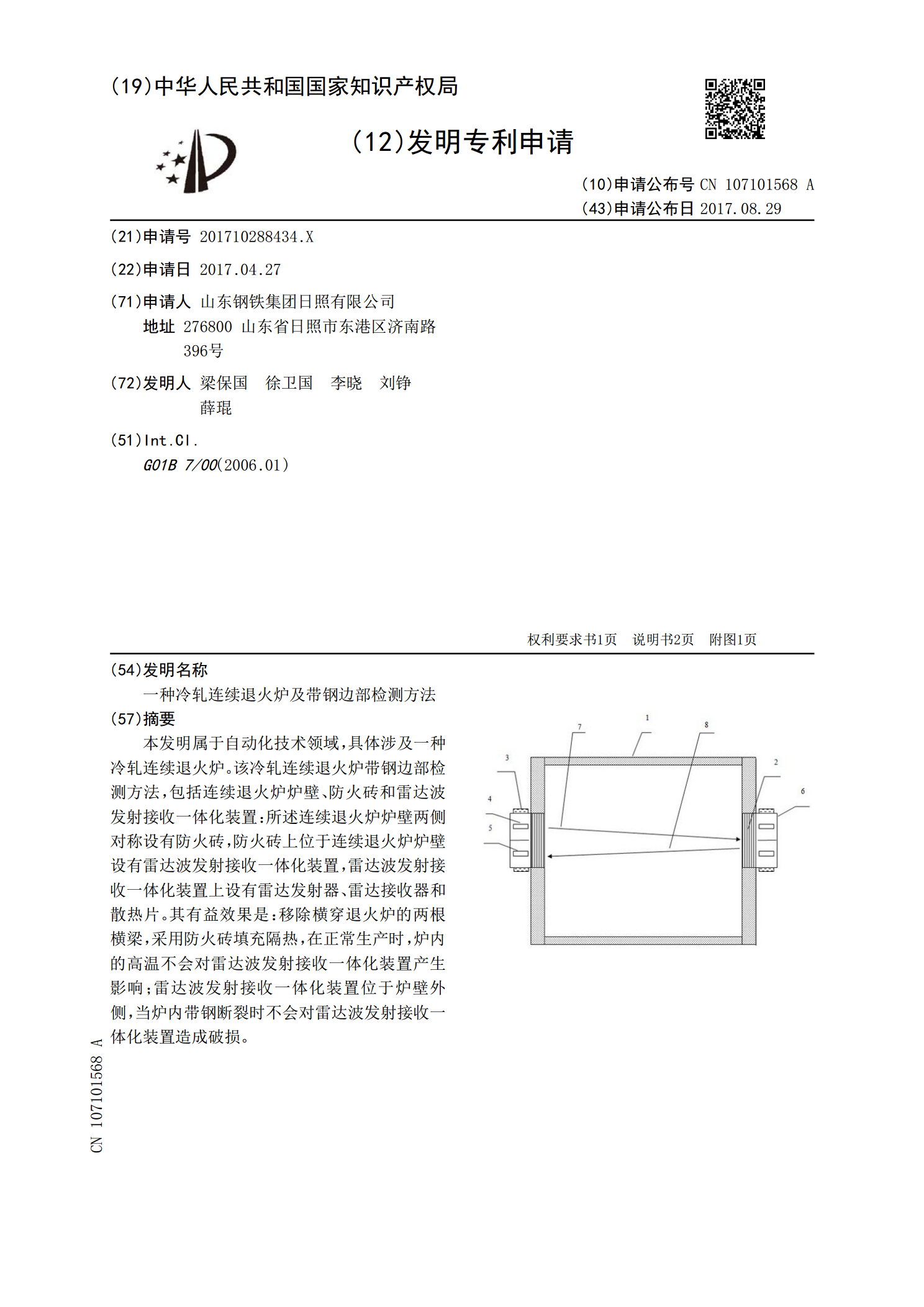
本发明属于自动化技术领域,具体涉及一种冷轧连续退火炉。该冷轧连续退火炉带钢边部检测方法,包括连续退火炉炉壁、防火砖和雷达波发射接收一体化装置:所述连续退火炉炉壁两侧对称设有防火砖,防火砖上位于连续退火炉炉壁设有雷达波发射接收一体化装置,雷达波发射接收一体化装置上设有雷达发射器、雷达接收器和散热片。其有益效果是:移除横穿退火炉的两根横梁,采用防火砖填充隔热,在正常生产时,炉内的高温不会对雷达波发射接收一体化装置产生影响;雷达波发射接收一体化装置位于炉壁外侧,当炉内带钢断裂时不会对雷达波发射接收一体化装置造成