
一种冷轧连续退火炉及带钢边部检测方法.pdf

是你****优呀

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧连续退火炉及带钢边部检测方法.pdf
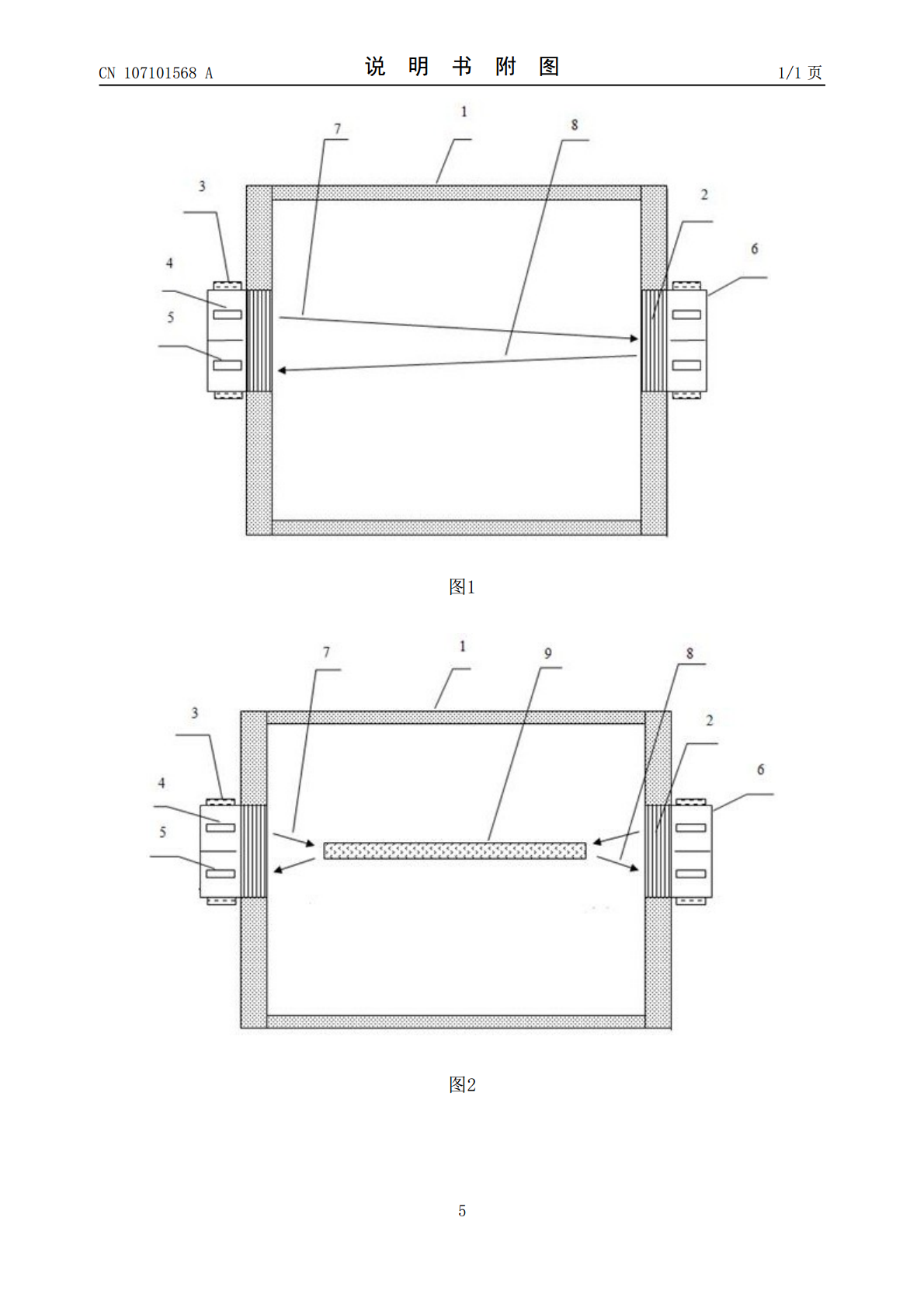
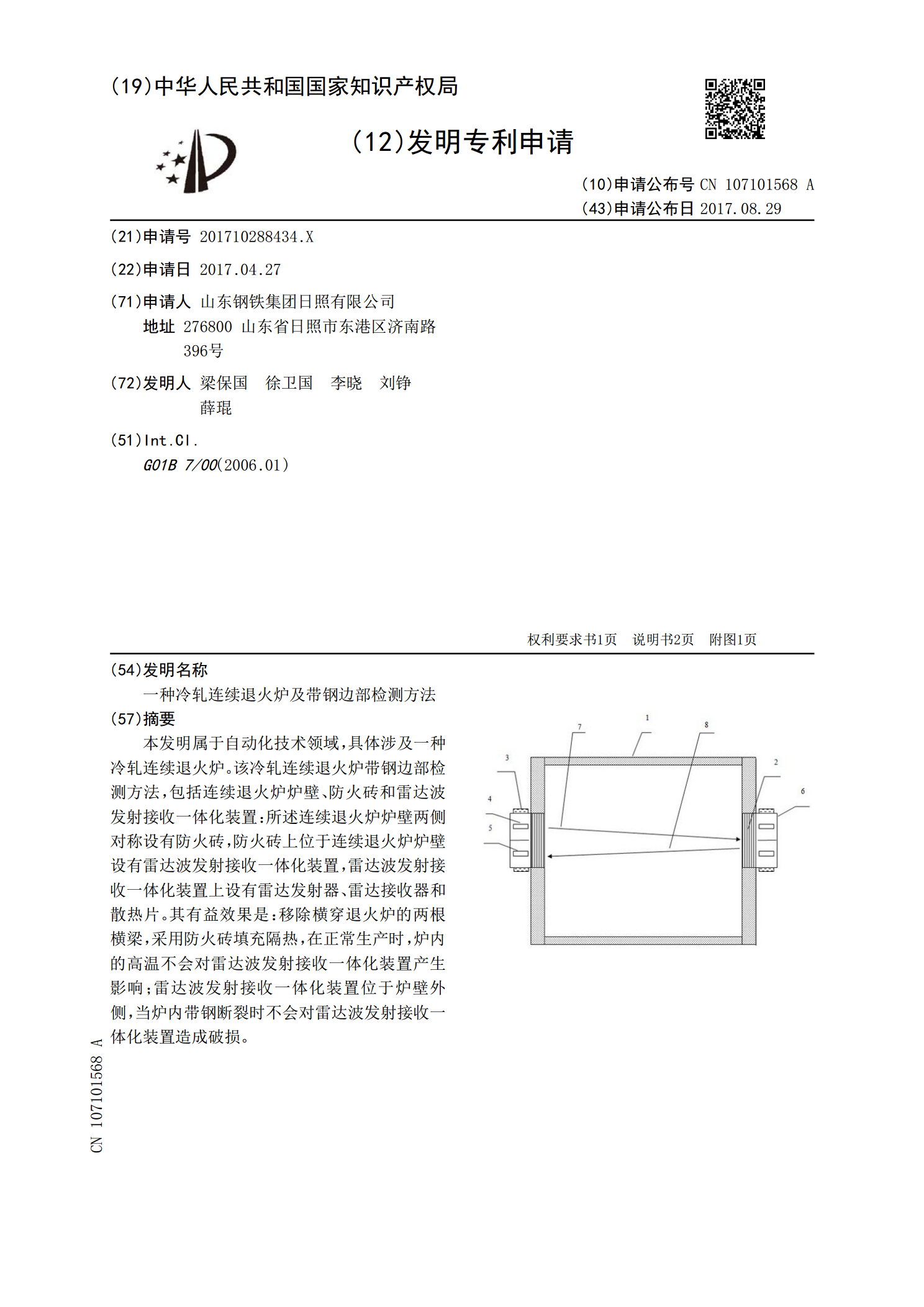
本发明属于自动化技术领域,具体涉及一种冷轧连续退火炉。该冷轧连续退火炉带钢边部检测方法,包括连续退火炉炉壁、防火砖和雷达波发射接收一体化装置:所述连续退火炉炉壁两侧对称设有防火砖,防火砖上位于连续退火炉炉壁设有雷达波发射接收一体化装置,雷达波发射接收一体化装置上设有雷达发射器、雷达接收器和散热片。其有益效果是:移除横穿退火炉的两根横梁,采用防火砖填充隔热,在正常生产时,炉内的高温不会对雷达波发射接收一体化装置产生影响;雷达波发射接收一体化装置位于炉壁外侧,当炉内带钢断裂时不会对雷达波发射接收一体化装置造成

冷轧带钢边部孔洞缺陷的检测方法研究.docx
冷轧带钢边部孔洞缺陷的检测方法研究近年来,随着工业自动化技术的不断提升和应用,钢厂生产的冷轧带钢的质量得到了很大的提高,但是在生产过程中,仍然会出现一些质量问题,比如边部孔洞缺陷。这种缺陷不仅会影响产品的质量,还会降低钢厂的生产效率。因此,寻找一种能够及时、准确地检测冷轧带钢边部孔洞缺陷的方法十分重要。目前,国内外对于冷轧带钢边部孔洞缺陷的检测方法主要有以下几种。一、目视检测法目视检测法是最常见的检测方法之一。这种方法主要是通过人工观察冷轧带钢的表面来判断是否存在边部孔洞缺陷。优点是简单易操作,但是人工观
一种薄带钢边部连续压毛刺方法.pdf
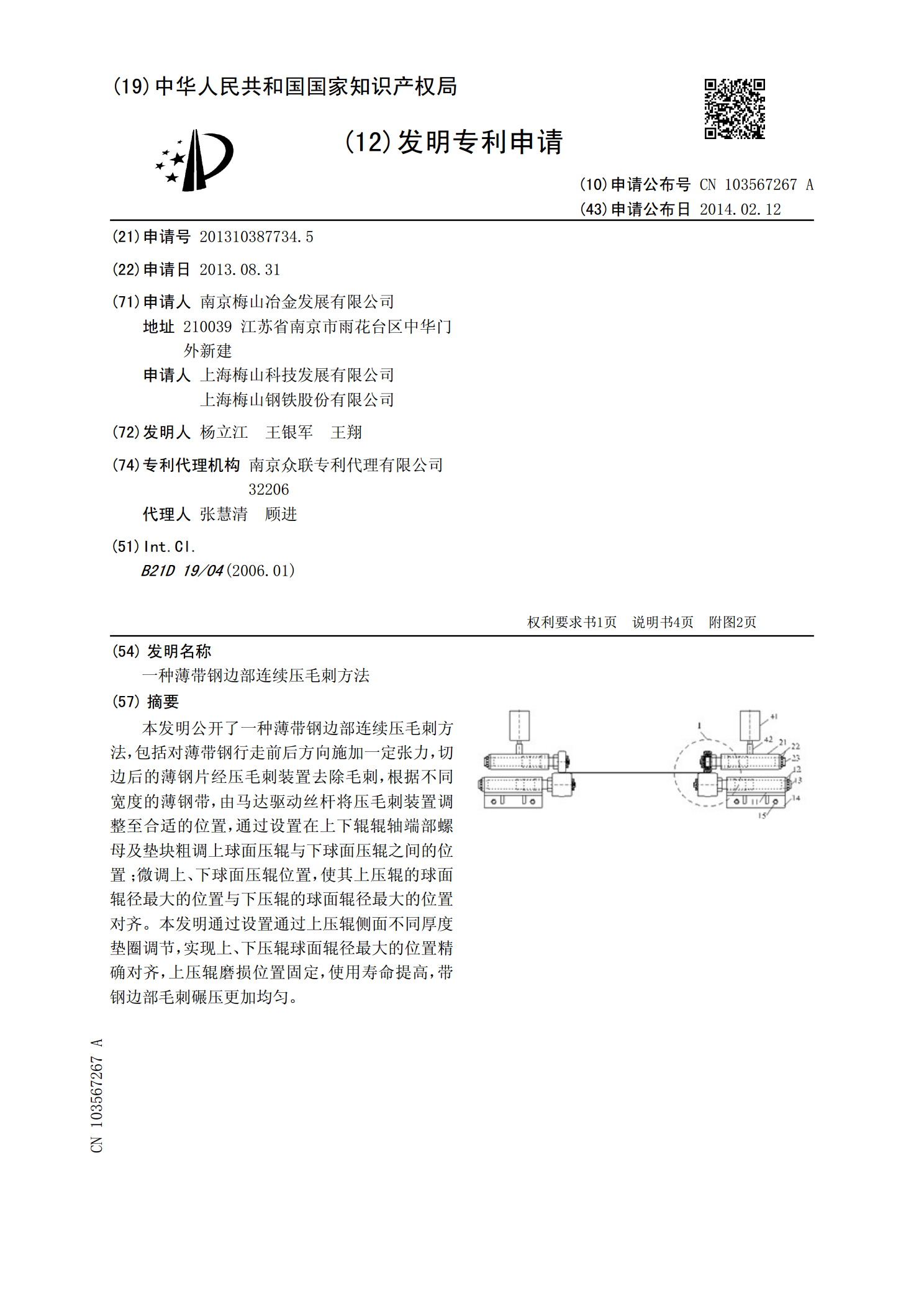
本发明公开了一种薄带钢边部连续压毛刺方法,包括对薄带钢行走前后方向施加一定张力,切边后的薄钢片经压毛刺装置去除毛刺,根据不同宽度的薄钢带,由马达驱动丝杆将压毛刺装置调整至合适的位置,通过设置在上下辊辊轴端部螺母及垫块粗调上球面压辊与下球面压辊之间的位置;微调上、下球面压辊位置,使其上压辊的球面辊径最大的位置与下压辊的球面辊径最大的位置对齐。本发明通过设置通过上压辊侧面不同厚度垫圈调节,实现上、下压辊球面辊径最大的位置精确对齐,上压辊磨损位置固定,使用寿命提高,带钢边部毛刺碾压更加均匀。
用于冷轧带钢连续退火炉的冷却送风装置.pdf
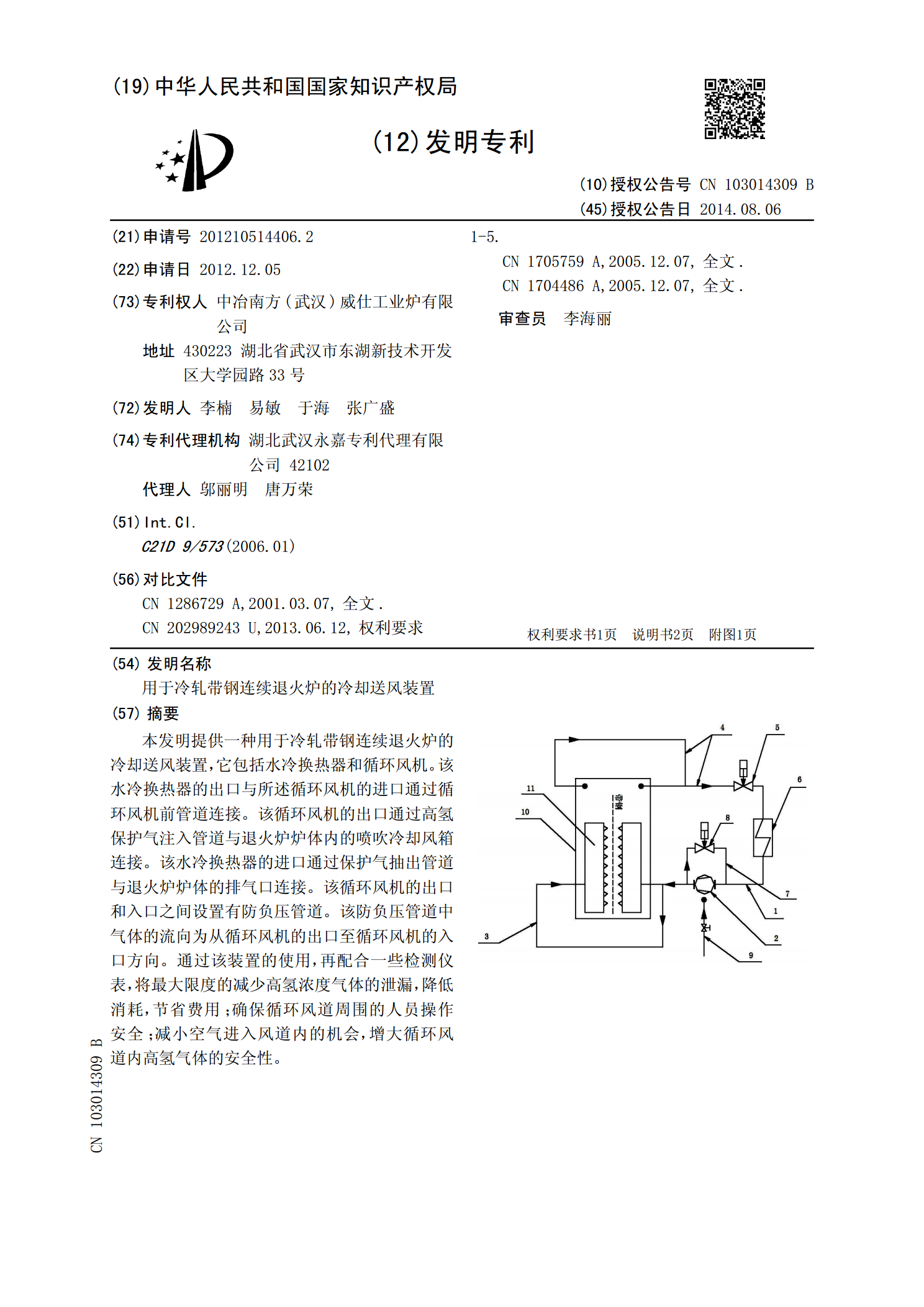
本发明提供一种用于冷轧带钢连续退火炉的冷却送风装置,它包括水冷换热器和循环风机。该水冷换热器的出口与所述循环风机的进口通过循环风机前管道连接。该循环风机的出口通过高氢保护气注入管道与退火炉炉体内的喷吹冷却风箱连接。该水冷换热器的进口通过保护气抽出管道与退火炉炉体的排气口连接。该循环风机的出口和入口之间设置有防负压管道。该防负压管道中气体的流向为从循环风机的出口至循环风机的入口方向。通过该装置的使用,再配合一些检测仪表,将最大限度的减少高氢浓度气体的泄漏,降低消耗,节省费用;确保循环风道周围的人员操作安全;
一种连续退火炉有带钢烘炉的方法.pdf
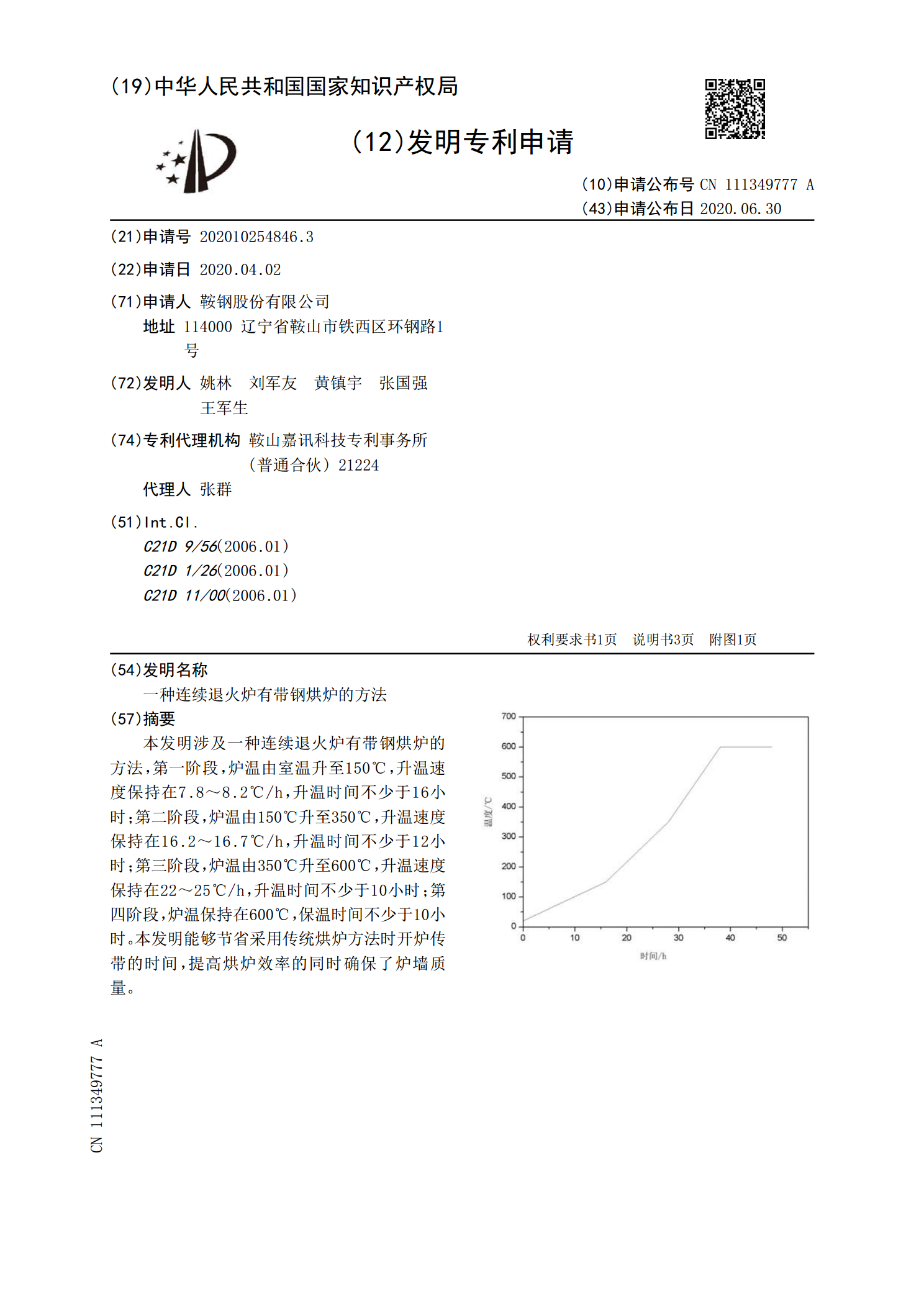
本发明涉及一种连续退火炉有带钢烘炉的方法,第一阶段,炉温由室温升至150℃,升温速度保持在7.8~8.2℃/h,升温时间不少于16小时;第二阶段,炉温由150℃升至350℃,升温速度保持在16.2~16.7℃/h,升温时间不少于12小时;第三阶段,炉温由350℃升至600℃,升温速度保持在22~25℃/h,升温时间不少于10小时;第四阶段,炉温保持在600℃,保温时间不少于10小时。本发明能够节省采用传统烘炉方法时开炉传带的时间,提高烘炉效率的同时确保了炉墙质量。