
一种降低Q215A热轧带钢边部毛刺的方法.pdf

是来****文章

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种降低Q215A热轧带钢边部毛刺的方法.pdf
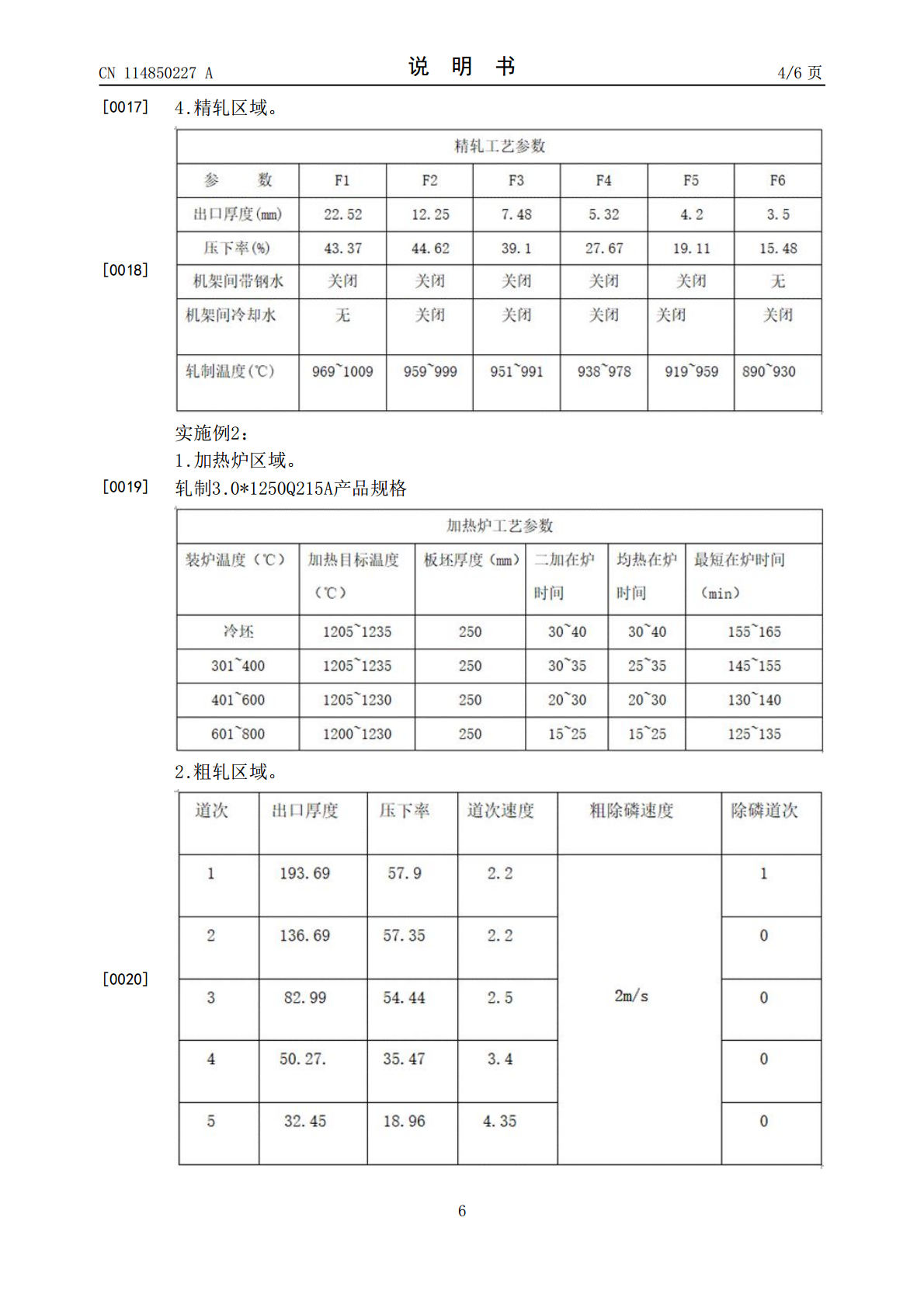
本发明公开了一种降低Q215A热轧带钢边部毛刺的方法,出炉温度控制,粗轧机架轧制5个道次,板坯出炉温度控制在1200~1230℃范围;二加热段温度控制,温度控制在1220~1240℃,在炉时间35~45min,控制加热炉二加热段末温度:二加热段末温度比出炉温度低30~80℃;均热段温度控制,温度控制在1220~1240℃范围,在炉时间35~45min之间,控制均热段上下炉温偏差上部比下部高20~40℃;总炉时间160~175min之间,二加热段及均热段在炉时间控制在35~40min之间;粗轧五道次轧制,
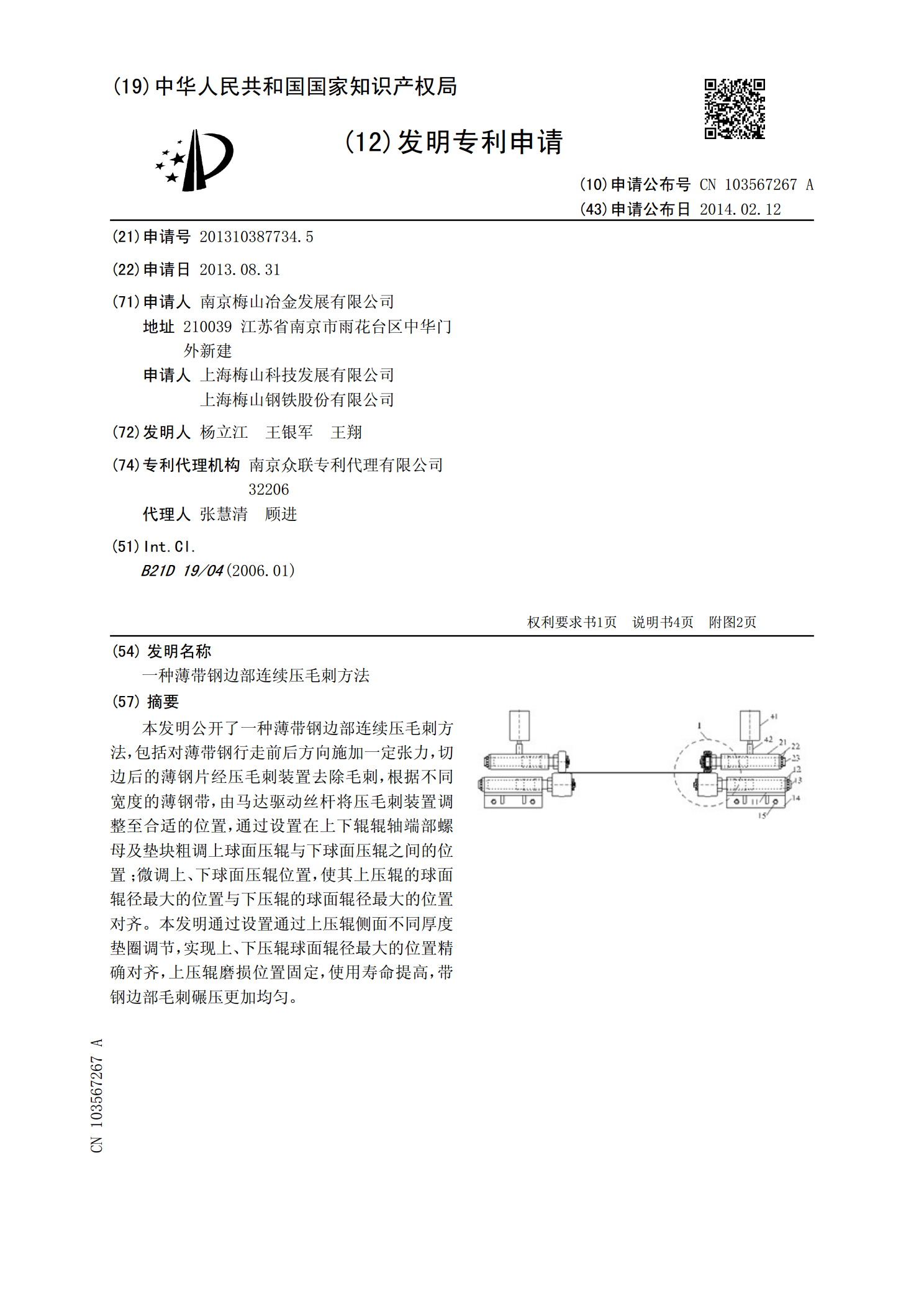
一种薄带钢边部连续压毛刺方法.pdf
本发明公开了一种薄带钢边部连续压毛刺方法,包括对薄带钢行走前后方向施加一定张力,切边后的薄钢片经压毛刺装置去除毛刺,根据不同宽度的薄钢带,由马达驱动丝杆将压毛刺装置调整至合适的位置,通过设置在上下辊辊轴端部螺母及垫块粗调上球面压辊与下球面压辊之间的位置;微调上、下球面压辊位置,使其上压辊的球面辊径最大的位置与下压辊的球面辊径最大的位置对齐。本发明通过设置通过上压辊侧面不同厚度垫圈调节,实现上、下压辊球面辊径最大的位置精确对齐,上压辊磨损位置固定,使用寿命提高,带钢边部毛刺碾压更加均匀。

SPHC热轧带钢边部“黑线”研究.docx
SPHC热轧带钢边部“黑线”研究热轧带钢边部“黑线”研究摘要:热轧带钢是一种重要的金属材料,在工业制造中应用广泛。然而,由于生产过程中的一些因素,热轧带钢边部常常出现“黑线”,对产品质量造成一定的影响。本论文对热轧带钢边部“黑线”的成因、影响因素与控制方法进行了研究。通过分析和实验,探讨了“黑线”形成的机理,并提出了减少“黑线”产生的控制方法。研究结果表明,“黑线”主要由带钢表面氧化、微裂纹扩展以及夹杂物等因素引起。调节热轧工艺参数、优化表面处理工艺和提高熔炼、制带、轧制工艺等方面可以有效地控制“黑线”的
热轧带钢层流冷却边部浪形缺陷的控制方法.pdf
本发明提供一种热轧带钢层流冷却边部浪形缺陷的控制方法。本发明的方法为:精轧出口带钢在层流辊道上对中运行,卷取机侧导板中心线与精轧7个机架中心线在一条直线上,对冷却集管边部采用堵木塞方法代替控制系统复杂的边部遮蔽设备;在层流冷却过程中,Bank1至Bank7集管每隔1排对边部0.2m内的集管进行堵塞,Bank1至Bank7工作侧集管每隔3排在原0.2m的基础上往内多堵一个集管;Bank8至Bank13集管每隔2排对边部0.2m内的集管进行堵塞,Bank14、Bank15均作为前段冷却、后段冷却的精调集管,边
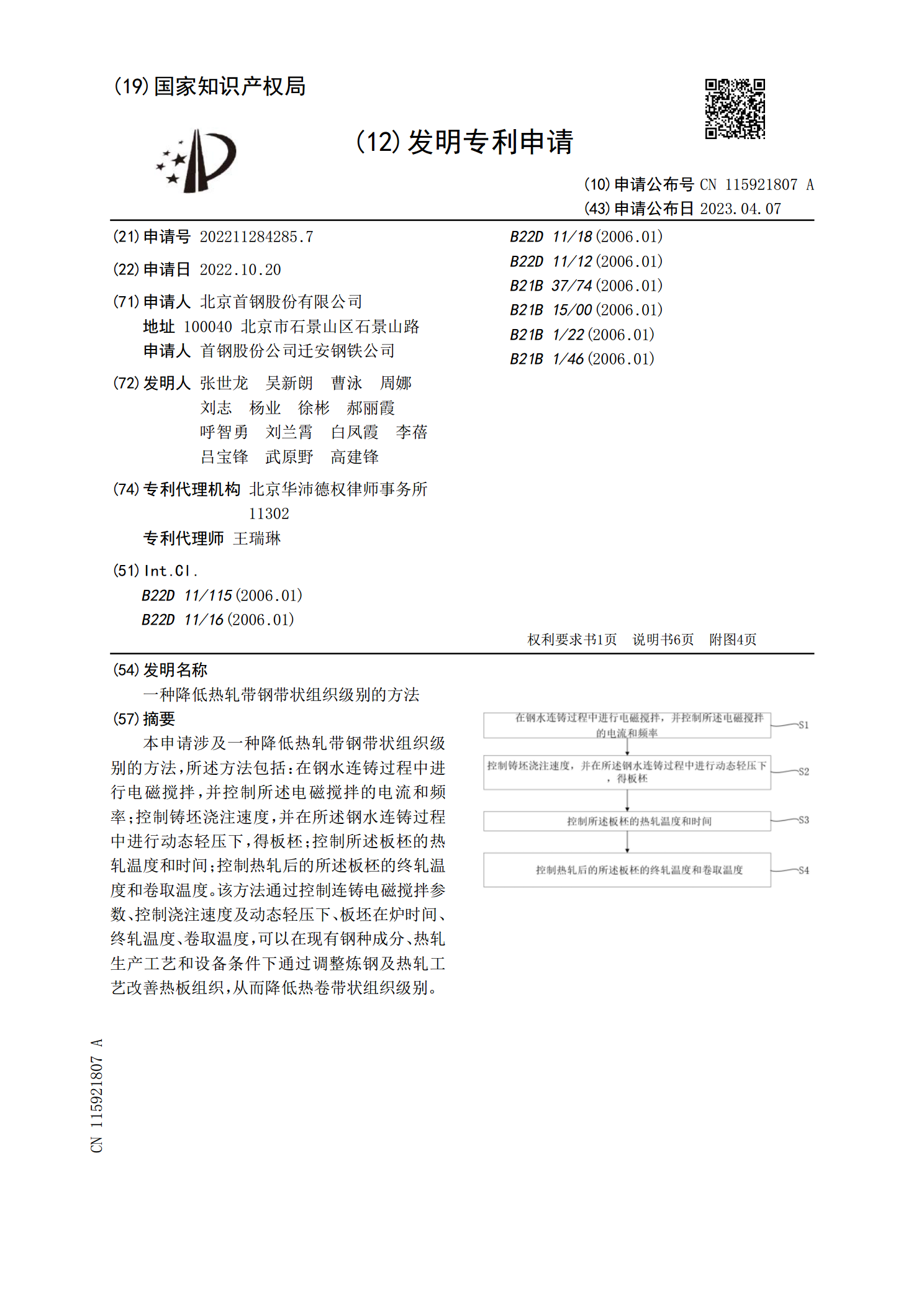
一种降低热轧带钢带状组织级别的方法.pdf
本申请涉及一种降低热轧带钢带状组织级别的方法,所述方法包括:在钢水连铸过程中进行电磁搅拌,并控制所述电磁搅拌的电流和频率;控制铸坯浇注速度,并在所述钢水连铸过程中进行动态轻压下,得板柸;控制所述板柸的热轧温度和时间;控制热轧后的所述板柸的终轧温度和卷取温度。该方法通过控制连铸电磁搅拌参数、控制浇注速度及动态轻压下、板坯在炉时间、终轧温度、卷取温度,可以在现有钢种成分、热轧生产工艺和设备条件下通过调整炼钢及热轧工艺改善热板组织,从而降低热卷带状组织级别。