
一种板坯连铸滞坯处理方法.pdf

一只****懿呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种板坯连铸滞坯处理方法.pdf
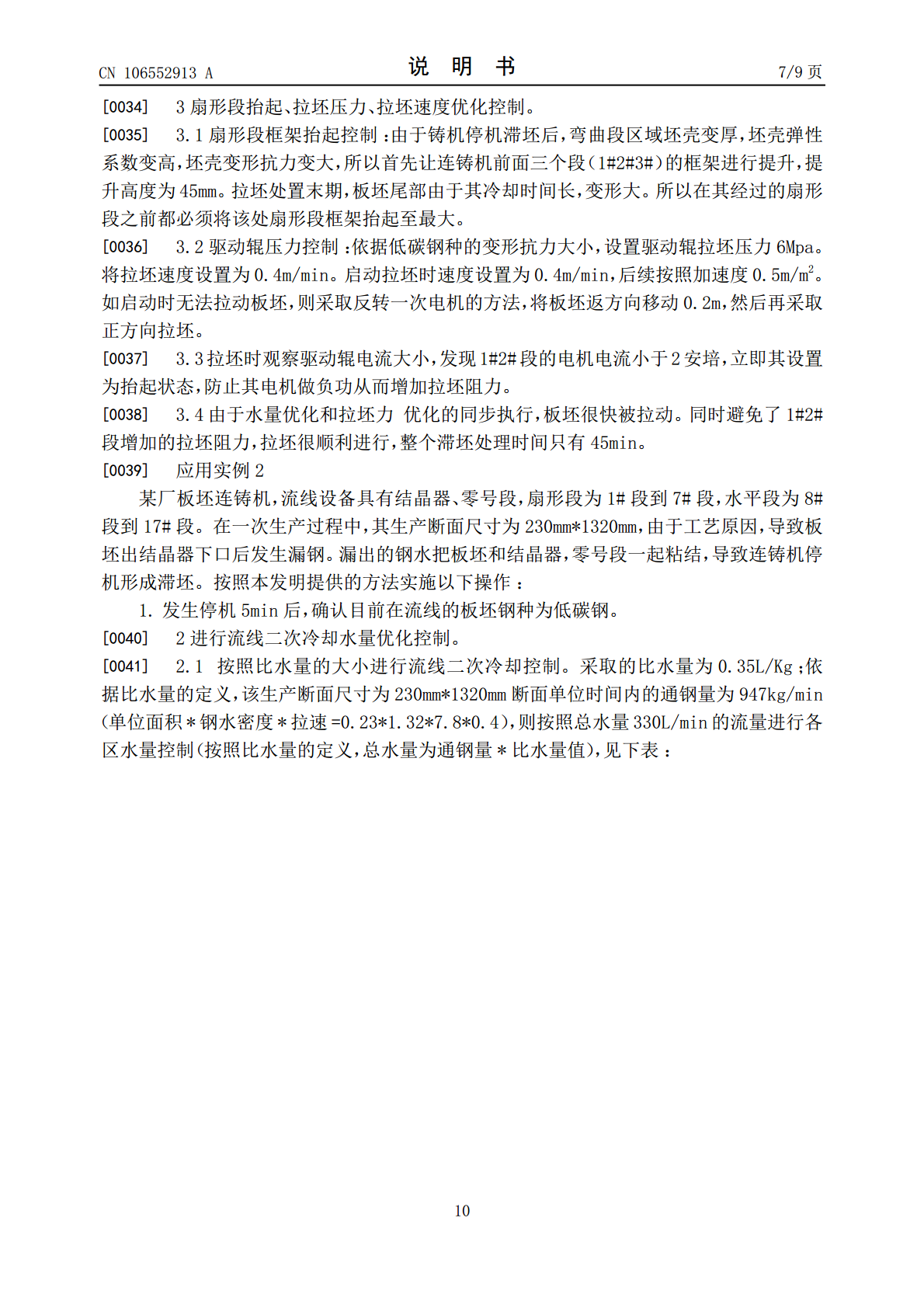
本发明涉及一种板坯连铸滞坯处理方法,其特征在于,所述处理方法包括以下步骤:首先,确认板坯滞坯的原因,按照目前国内外板坯连铸机所有发生过的滞坯情况,分为两类:1)设备故障、操作原因导致的连铸机停机时间长,由于板坯过冷导致的滞坯或者是工艺、连铸冷却、液压设备故障引起的板坯局部厚度超过设定值导致的滞坯;2)连铸机发生工艺异常事故,包括漏钢、溢钢,导致板坯与铸机其它设备有冷钢卡阻或者粘接导致的滞坯;其次,针对上述不同原因采用不同的流线二次冷却水量优化控制方法、不同的扇形段抬起、拉坯压力、速度设置优化方法、以及煤氧
一种减少超宽板坯连铸铸坯纵裂的方法.pdf
本发明公开了一种减少超宽板坯连铸铸坯纵裂的方法,包括以下步骤:优化保护渣碱度、粘度、软化点、保温性参数;由于3250连铸机断面过大,铜板容易变形,生产之前测量结晶器弯月面铜板不平度,不平度要求控制在0.15mm/m长度内;浸入式水口插入深度控制在120‑180mm,并采用自动变渣线功能,最优的自动变渣线频率10分钟一次;中间包钢水温度过热度控制到20—40℃,中间包高液位浇注;使用自动加渣机器人保证保护渣加入的均匀性,浸入式水口内外弧两侧,要及时人工补渣;每2炉计算渣耗,发现渣耗低于0.4Kg/吨钢时,及
连铸板坯连坯检测装置及检测方法.pdf
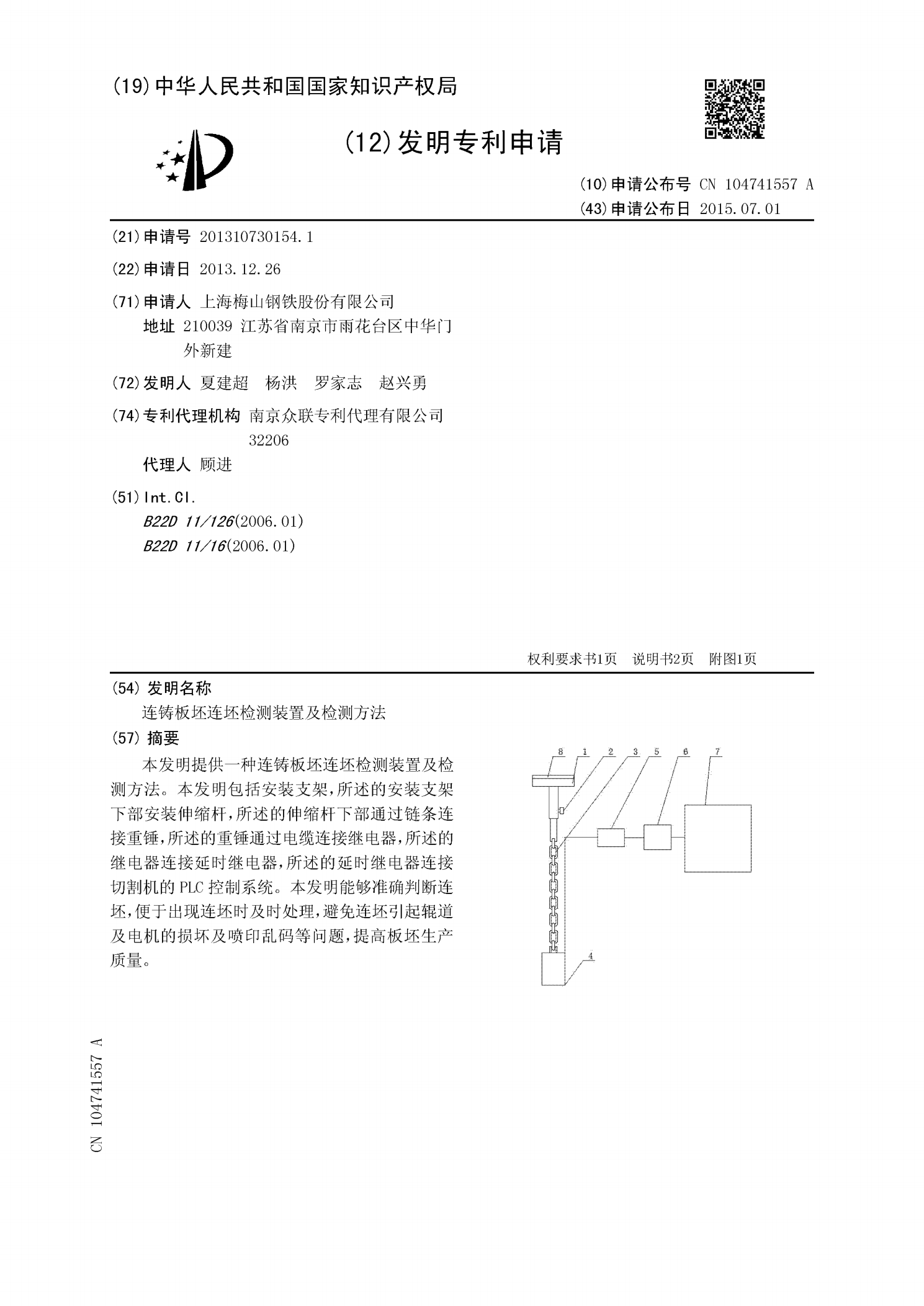
本发明提供一种连铸板坯连坯检测装置及检测方法。本发明包括安装支架,所述的安装支架下部安装伸缩杆,所述的伸缩杆下部通过链条连接重锤,所述的重锤通过电缆连接继电器,所述的继电器连接延时继电器,所述的延时继电器连接切割机的PLC控制系统。本发明能够准确判断连坯,便于出现连坯时及时处理,避免连坯引起辊道及电机的损坏及喷印乱码等问题,提高板坯生产质量。
一种板坯连铸工艺中异常铸坯的识别方法.pdf
本发明提供了一种板坯连铸工艺中异常铸坯的识别方法,包括以下步骤:A)建立板坯连铸工艺中工艺参数的阿里云数据库;B)经过阿里云数据库计算对异常铸坯进行精准识别并分类。在本申请提供的板坯连铸工艺中异常铸坯的识别中,其利用阿里云铸坯识别模型对异常铸坯进行分类标记,改变了传统的人工传递信息判定铸坯的工作模式,提高了工艺异常铸坯判定的准确性,杜绝了因信息传递错误造成铸坯误判漏判情况的发生。
一种板坯连铸普碳钢钢水处理方法.pdf
本发明属于钢铁冶金领域,涉及到对钢水进行处理的方法,特别是一种板坯连铸普碳钢钢水处理方法,为了达到稳定控制钢水夹杂物状态,改善该类钢种连铸钢水的可浇性,保证连铸产品的质量的发明目的,本发明钢水处理方法采用的技术方案是:A、钢水出钢作业:经初炼炉熔炼的钢水,出钢时加入硅铁、硅锰合金,出钢时加入CaO含量>90%的渣料;B、氩站吹氩定氧,喂铝线;C、LF精炼:钢水在精炼炉中加入精炼渣、铝粒加热,定氧,喂铝线,出站定氧,控制钢水温度,即得板坯连铸普碳钢钢水。本发明通过改进出钢合金化方法、造渣控制工艺,解决